4 41 СП
00 Од
Изобретение относится к способам выбора оптимальных режимов резания, обеспечивающим минимальный износ инструмента или максимальное время до наступления критического износа при наибольшей производительности, и моз жет быть использовано в машинострое НИИ в меканообрабатывающих производствах.
Цель изобретения - повышение точности и производительности выбора оп- ;ткмальных параметров механической обработки при использовании станков с ЧПУ в условиях гибкого производства, На фиг. 1-4 представлены результаты экспериментов по предлагаемому способу.
в процессе резания по предлагае- способу происходят следу 91дие фн- зико-механкческие процессы.
Трение на контактных поверхностях -инструмента и обрабатываемого материала, пластическое деформирование в зоне стру осообразования и разрушения обра батываемого и инструментального материалов. В связи с этим амплитудное распределение сигналов акустической эмийсии имеет три ярко выраженных максимума источника, первый из которых определяет процессы трения на контактных поверхностях инструмента и обрабатываемого материала, второй процесс пластического деформирования в зоне стружкообразов ания, третий - разрушение инструментального и обрабатываемого материалов. Интенсивность износа определяет стойкость инструмента при определенных условиях обработки.
Следовательно, характер изменения первого максимума амплитудного рас- ,пределения сигналов акустической ЭЮ1ССИИ отражает изменение усл,овий трения на контактных поверхностях, а также изменение интенсивности износа инструментального материала. Таким образом, прослеживается прямая связь между источником твения амплитудного распределения сигналов аку- стич еской эмиссии и кривой стойкости режзпцего инструмента. В качестве информативного параметра йыбрано число импульсов моды источника трения, так как этот параметр характеризует число взаимодействий инструмента и обрабатываемого материалов, т,, число актов трения в процессе обработки
5
0
5
5
0
5
0
5
В то же время, значение моды амплитудного распределения характеризует некую интегральную энергию контактного взаимодействия, которая на определенном участке изменения технологических параметров может оста- ваться постоянной.
Пример. Осуществляют точение стали с глубиной резания мм5 подачей ,25 мм/об твердосплавным инструментом. Скорость резания варьируется в пределах й,.2,5 м/с. Обработку проводят на станке. Регистрацию сигналов акустической эмиссии производят с помощью комплекта аппаратуры на основе анализатора и шуль- сов. Пьезоэлектрический датчик устанавливают на державке резца.Стойкост™ ные испытания производят до значения износа по задней поверхности инструг мента мм.
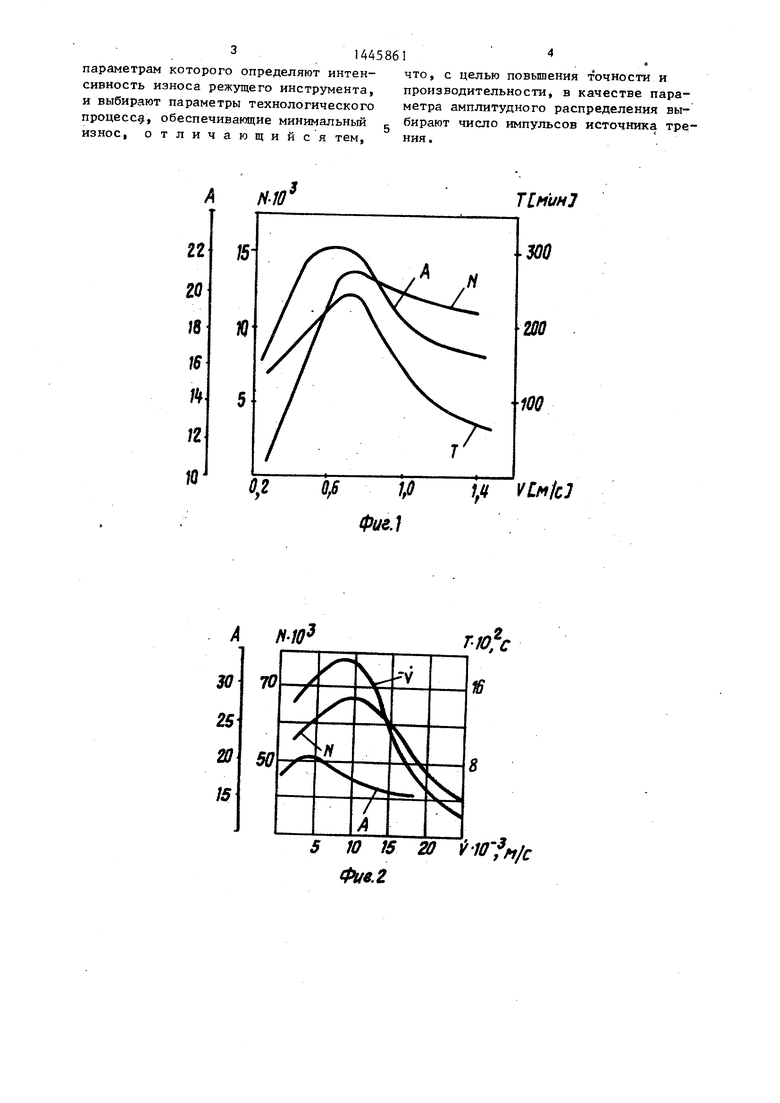
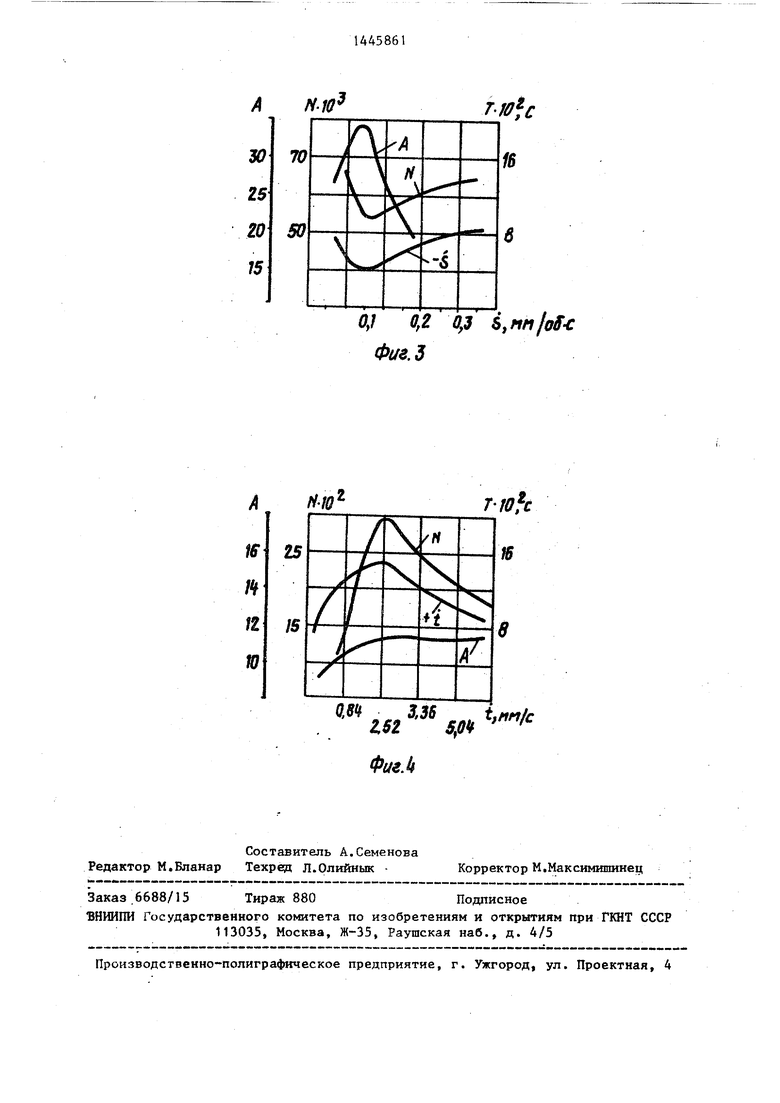
Экстремум кривой (v) совпадает с экстремумом кривой (v) (фиг.), В то время, как кривая изменения моды амплитудного распределения сигналов акустической эмиссии имеет несколько размытый экстремум. Сравнение двух соседних точек, имеющих одинаковое значение моды амплитудного распределения, дает большое расхождение по значениям стойкости инстр т 1знта8 порядка 20%. Таким образом, использование в качестве оптимизирующего параметра числа импульсов моды источника трения амплитудного распределения позволяет повысить точность определения оптимальных значений режимов обработки, что имеет большое значение особенно в условиях гибкого производства. Осуществляют точение с переменной скоростью резания - торцовое течение (фиг 2), с переменной подачей (фиг. 3) и переменной глубиной реза- ния (фиг. 4). Экстремумы кривой (v,S,t) совпадают с экстремумами ривой (v,S,i), а кривая изменения моды амплитудного распределения сигналов акустической эмиссии имеет размытый либо смещенный экстремум.
Формула изобретения
Способ оптимизации процесса механической обработки, при котором реги- стрир вдт амплитудное распределение сигналов акустической эмиссии, по
314А5861
параметрам которого определяют интен- что, с целью повышения точности и сивность износа режущего инструмента, производительности, в качестве пара- и выбирают параметры технологического метра амплитудного распределения вы- процесс, обеспечивагацие минимальный g бирают число импульсов источника треизнос, отличающийся тем.
ния.
ния.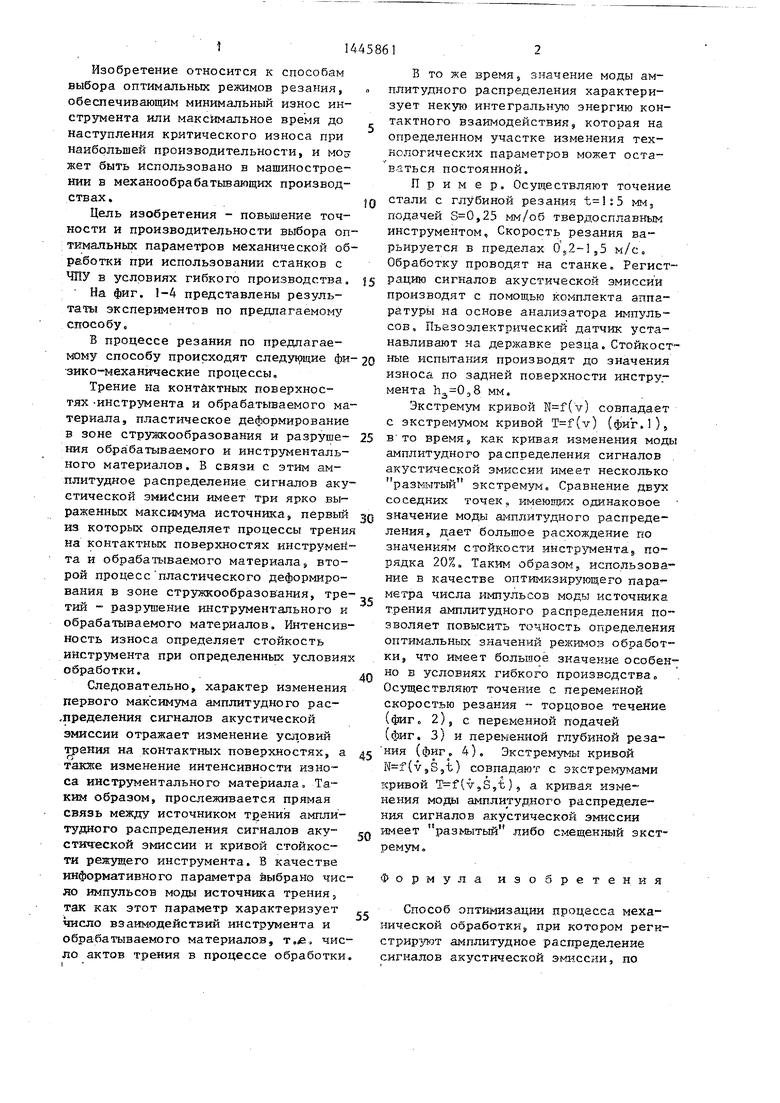
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки обрабатываемости материалов | 1985 |
|
SU1377675A1 |
| Способ оптимизации процесса механической обработки | 1983 |
|
SU1098674A1 |
| Способ токарной обработки | 1986 |
|
SU1340906A1 |
| Способ прогнозирования стойкости режущего инструмента | 1984 |
|
SU1232380A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ОБРАБАТЫВАЕМОСТИ МАТЕРИАЛОВ | 2013 |
|
RU2564043C2 |
| Способ контроля процесса резания | 1984 |
|
SU1210994A1 |
| Способ контроля износа режущего инструмента и устройство для его осуществления | 1982 |
|
SU1038083A1 |
| Способ автоматического выбора и поддержания оптимальных режимов обработки | 1981 |
|
SU1024161A1 |
| Способ прогнозирования стойкости режущего инструмента | 1989 |
|
SU1682888A1 |
| СПОСОБ СРАВНИТЕЛЬНОЙ ОЦЕНКИ СВОЙСТВ МАТЕРИАЛОВ | 2012 |
|
RU2495412C1 |
Изобретение относится к способам выбора оптимальных режимов резания. Цель - повьшение точности и производительности выбора оптимальных параметров механической обработки. Дпя этого регистрируют амплитудное распределение сигналов акустической эмиссии, в качестве информативного параметра выбирают число импульсов моды этого распределения. Оптимальная скорость резания выбирается по экстремальным точкам зависимости число импульсов моды амплитудного рас- ; пределения - скорость резания. 4 ил..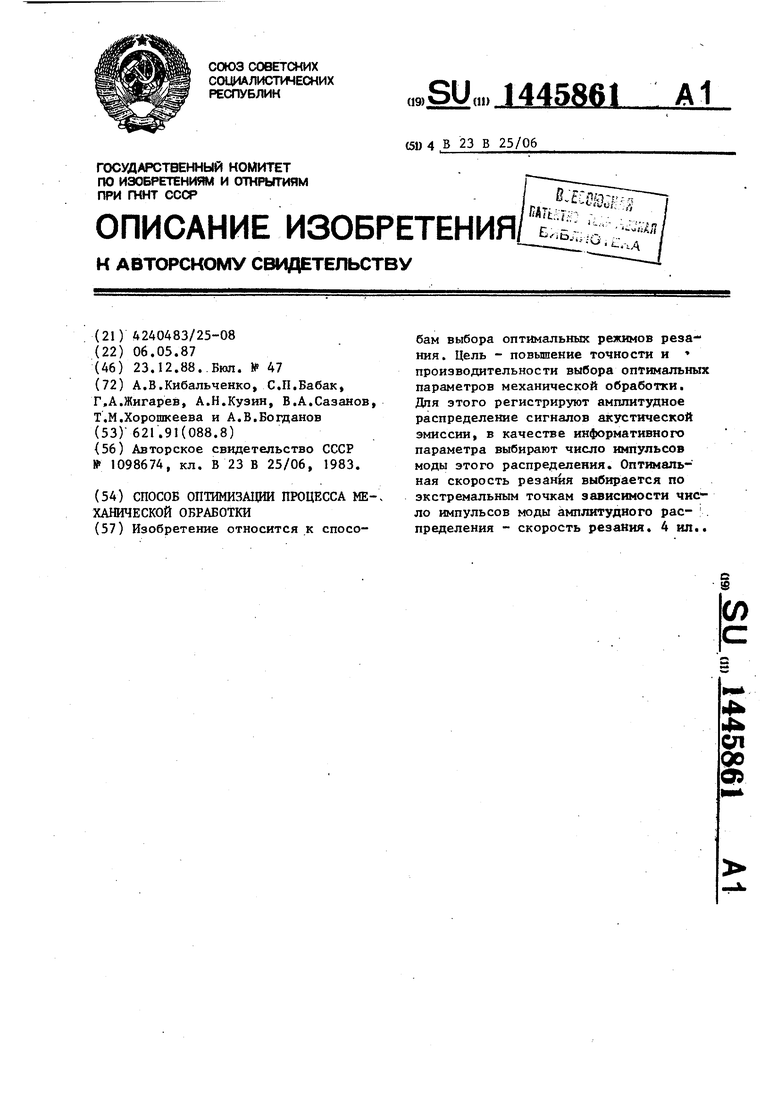
f fff
15Х/
Н
300
т
100
QfW}fi VLMtcl
Фие,1
30
2S 20 IS
5 Ю 15 20 lO fM/c Фив. 2
TLMUH3
300
Н
т
100
Н-10
25
го
15
М
ie
щ
1Z
гй
Фие.
0,1 0,2 0,3 B,nnlof-C
Фае. J
| Способ оптимизации процесса механической обработки | 1983 |
|
SU1098674A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
