Изобретение относится к металлургии, конкретно к области прокатного производства, и может быть использовано при исследовании процесса поперечно-винтовой прокатки.
Цель изобретения - повышение точности исследований путем одновременной оценки величины скольжения металла в очаге деформации и скручивания заготовки валками.
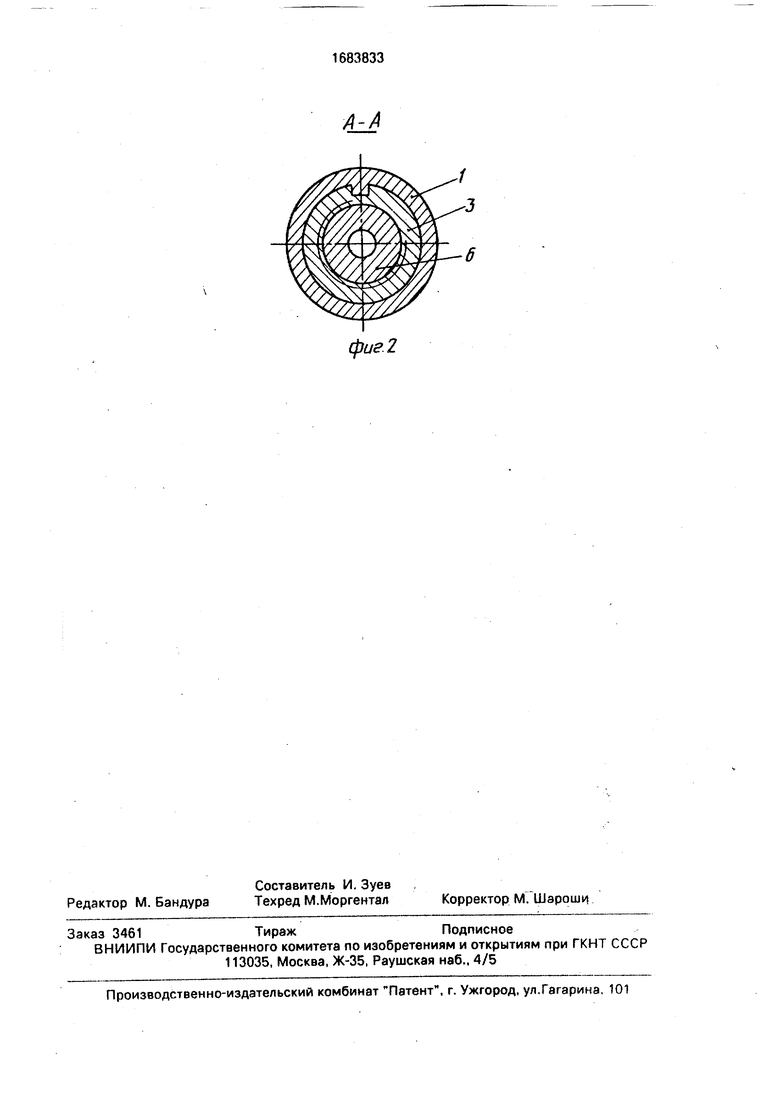
На фиг.1 изображено устройство для исследования процесса поперечно-винтовой прокатки, общий вид; на фиг.2 - контрольный механизм, расположенный внутри на- поавляющей трубки, разрез А-А на фиг.1.
В направляющие трубки 1, 2 устройства, расположенные с задающей и приемной стороны станины, вставлены обоймы 3, 4 с возможностью осевого перемещения Для предотвращения проскальзывания в направляющих трубках 1 и 2 выполнен специальный выступ, входящий в паз на обоймах 3, 4. Обойма 3, расположенная с выходной стороны, постоянно подпружинивается пружинами 5. В обоймы 3, 4 по резьбе вворачиваются втулки 6, 7. Внутреннее отверстие втулки 6, расположенной с выходной стороны станины стана, выполнено конусным с выступами, а внутреннее отверстие втулки 7, расположенной с задающей стороны стана, имеет специальный профиль или паз для
ON 00 GO 00 СО GO
исключения проскальзывания заготовки относительно втулок.
Устройство работает следующим образом,
Перед началом деформации втулки 6, 7 ввинчиваются в обоймы 3, 4 до совпадения передних торцов (со стороны задачи заготовок) втулок и обойм. Затем обоймы вместе с втулками вставляются в направляющие трубки 1, 2. Заготовка задается в валки через втулку 7 устройства и начинается ее деформация. Во время деформации при попадании переднего конца заготовки во втулку 6 происходит его заклинивание и втулка
6начинает совершать вращательное движение с частотой вращения деформируемой части заготовки. Втулка 7 совершает вращательное движение с частотой вращения недеформируемой части заготовки. В результате вращения втулок б и 7 в обоймах 3, 4 происходит ввинчивание втулок по резьбе, соединяющей обоймы с втулками.на расстояния И и г. Обоймы 3, 4 подпружинены пружинами 5. Усилие пружин подобрано таким образом, чтобы не препятствовать осевому перемещению заготовки.
Предлагаемый способ на предложенном устройстве реализуется следующим образом.
Перед деформацией, в случае использования круглой заготовки, на заднем конце заготовки крепится специальный штифт. Затем осуществляется деформация заготовки в валках стана. При этом фиксируется время прокатки (Т, с). После деформации замеряется длина прокатанного прутка (L, мм) и его диаметр (D, мм) и также замеряют расстояние И и 12 ввинчивания втулок б и
7в обоймах 3 и 4.
Для учета расстояния, проходимого заготовкой от начала очага деформации до соприкосновения с втулкой 6 и после выхода из втулки 7, вводятся поправки xi, X2, которые прибавляются к расстоянию, пройденному втулками 6, 7 (И и la), при этом поправки XL X2 вычисляются по формулам :
И деф ; Х2 - 2 Двф L - деф L - деф
где И, 2 - измеренные расстояния, мм;
деф - длина очага деформации, мм;
L - длина прокатанного прутка, мм.
Количество оборотов, совершаемых деформируемой и недеформируемой частями заготовки, будет равно числу шагов резьбы, пройденных втулками 6 и 7 с учетом поправок:
Пдеф 1 h X- - для деформируемой части заготовки;
Х1
Пнедеф
12 + Х2 h2
- для недеформируе0
5
0
5
0
Л РПдеф уфj
мой части заготовки,
где Пдеф, Пнедеф - число оборотов деформируемой и недеформируемой частей заготовки, сбор;
hi, П2 - шаг резьбы втулок 6 и 7, мм.
Следовательно, скорость вращения деформируемой части заготовки вычисляется по формуле
(lirfxQjrD
hiT где D - диаметр заготовки, мм;
Т - время прокатки, с.
Коэффициент тангенциального скольжения вычисляется по формуле
,-.Уф (11+Х1)7ГЬ l eophi T VTeop
где Vreop - теоретическая скорость вращения заготовки, вычисляется с учетом отсутствия скольжения металла относительно валков, мм/с.
Коэффициент осевого скольжения определяется по формуле V
Посев г/ - Vreop
где Уф, Vreop фактическая и теоретическая осевые скорости выхода деформируемой заготовки из валков. Причем
V4. 4-,
тогда
Посев - у . у.
теор
Шаг скручивания подсчитывается формуле:
L
по
Z
(Пнедеф - Пдеф) + 1 L- hi П2
hi(l2+x2,)-(ii +xi)h2 Тангенс угла наклона линии скручивания определяется по формуле
0 яО tg 0 --, рад,
0
tg©
После подстановки имеем
(hi(l2+x2)-(li +xQh2)
L hi h2
Пример. Исходные данные: при деформации в спецстане поперечно-винтовой прокатки получили диаметр прокатанного прутка D 7 мм, шаг резьбы втулок hi ha 3мм время прокатки Т 19 с. И 196 мм; 2 244 мм;
Vreop 50,4 ММ/С, Vreop 85,5 ММ/С определили расчетным путем,1Деф 20 мм.
Длина прокатанного прутка L 900 мм.
Определяют поправку на длину очага деформации
X1
1 деф
: 4,45 мм;
L - деф X2 , -5,5мм.
L - 1деф
Затем определяют количество тов, совершаемых деформированнодеформируемой частями заготовки с поправок;
Пдеф -и:- 66,Зоб
Пнедеф
hi г + Х2 h2
83,1 об.
Далее определяют линейную скорость вращения деформиоуемой части заготовки
Уф аЈЦ2Д1Ф. 77,3 мм/с.
Определяют коэффициент тангенциального скольжения
0,9.
Vreop
Затем определяют фактическую скорость прокатки в осевом направлении
Уф
-у- 47,3 мм/с ;
коэффициент осевого скольжения
УФ
J/осев - -т,- 0,93 ; VTeop
шаг скручивания прокатанного прутка
(Пнедеф Пдзф) + 1
и тангенс угла наклона образующей линии
52 мм
скручивания
tg 0
52
0.423 ;
Z
0 22°56 . Таким образом, предложенное техническое решение позволяет одновременно оце0
5
0
5
0
5
нить величину скольжения металла в очаге деформации и скручивания заготовки валками стана, а также упростить конструкцию и повысить надежность результатов исследования.
Формула изобретения
1.Способ исследования процесса поперечно-винтовой прокатки, включающий подготовку заготовки, деформацию заготовки валками стана, фиксирование параметров процесса прокатки, оценку результатов, отличающийся тем, что, с целью повышения точности исследования путем одновременной оценки величины скольжения металла в очаге деформации и скручивания заготовки валками, в течение всего периода деформации фиксируют количество оборотов части заготовки перед входом в геометрический очаг деформации и части заготовки после выхода из него.
2.Устройство для исследования процесса поперечно-винтовой прокатки, содержащее установленные с входной и выходной сторон станины стана направляющие трубки и расположенные внутри них с возможностью осевого перемещения контрольные механизмы, отличающееся тем, что, с целью повышения точно сти исследований путем одновременной оценки величины скольжения металла в очаге деформации и скручивания заготовки валками, каждый из контрольных механизмов выполнен в виде резьбового соединения втулки и обоймы, установленных в направляющих трубках, при этом втулки выполнены с внутренними профильными отверстиями.


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ЛЕГИРОВАННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1993 |
|
RU2038175C1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| Способ винтовой прокатки сплавов системы титан-цирконий-ниобий | 2019 |
|
RU2717765C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 1994 |
|
RU2073572C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛУФАБРИКАТОВ ИЗ ЗАЭВТЕКТИЧЕСКИХ СИЛУМИНОВ | 2004 |
|
RU2262997C1 |
| Технологический инструмент стана винтовой прокатки | 1980 |
|
SU908435A1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ ПОЛЫХ ЗАГОТОВОК С ДНОМ | 2015 |
|
RU2596519C1 |
| Способ реверсивной прокатки сплошных круглых профилей | 1991 |
|
SU1817709A3 |
| Способ получения сплошных прутков | 1990 |
|
SU1776468A1 |
| Способ винтовой прокатки | 1988 |
|
SU1659143A1 |
Изобретение относится к металлургии, конкретно к прокатному производству и может быть использовано при исследовании процесса поперечно-винтовой прокатки. Целью изобретения является повышение точности исследования путем одновременной оценки величины скольжения металла и скручивания валками заготовки. Сущность способа заключается в фиксировании количества оборотов части заготовки перед входом в геометрический очаг деформации и части заготовки после выхода из него. Устройство для осуществления способа включает установленные с входной и выходной стороны клети поперечно-винтовой прокатки направляющие трубки, внутри которых расположены с возможностью перемещения контрольные механизмы. Особенностью конструкции является выполнение контрольных механизмов в виде резьбового соединения втулки и обоймы. Для заклинивания переднего конца заготовки отверстие во втулке выполнено профильным. Это позволяет увеличить точность измерения исс- педуемых параметров. 2 с.п.ф-лы, 2 ил. (Л С
Ъ
-
///////////Х/////Л/7/77//,
Г
Щ.
лдЦ;
/7Л
фиг.1
фиг 2
| Способ исследования процесса поперечно-винтовой прокатки | 1980 |
|
SU910240A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для замера кинематических параметров при поперечно-винтовой прокатке | 1975 |
|
SU530707A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
