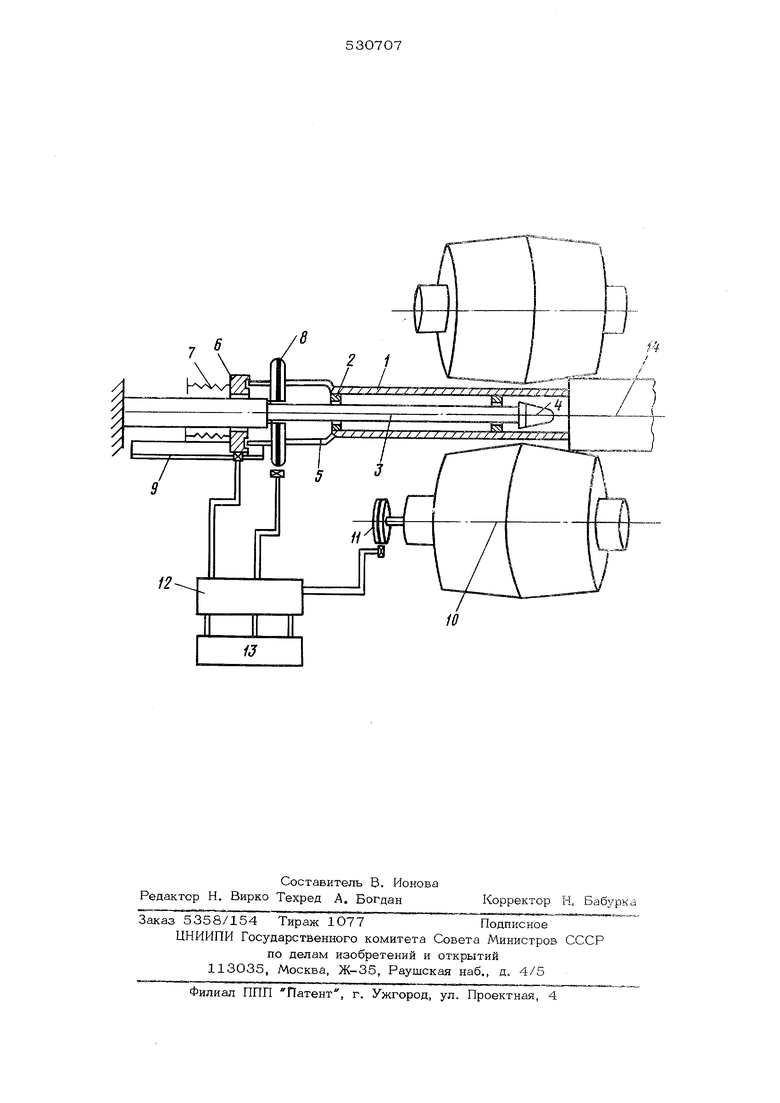
жато к направляющим стержням 5 с помощью пружин 7. Направляющие стержни 5 проходят через отверстия в диске 8, а на линейке 9 закреплена магнитная лента. На рабочем валке 10 установлен диск 11 так же с закрепленной на его поверхности маг нитной лентой. Магнитная лента на дисках 8 и 11, а также на приемной линейке 9 электрически связана с усилителем 12 и осциллографом 13. Работает устройство следующим образом В валки 10 стана подается заготовка 14. 8нее упирается трубка 1. Под воздействием заготовки трубка одновременно при обретает вращательное и поступательное движения. Вращение трубки 1 через направ ляющие стержни 5 передается магнитному диску 8. В это время конць направляющих стержкей свободно проворачиваются в фигурном пазу кольце 6, а само кольцо удер живаетси от проворачивания посредством пружины 7. Поступательное перемещение трубки 1 через награвляющие стержни 5 приводит к осевому перемещению кольца 6 с пружинами 7 вдоль линейки 9. Синхронно с валками 10 вращается и магнитный диск 11. В результате вращения дисков 8 и 11, а также перемещения кольца 6 вдоль линейки 9 в магнитных датчиках возбуждаются сигналы, передаваехгые через усилитель 12 на осциллограф 13, На магнитн ю ленту дисков 8 и 11 и линейки 9заранее нанесены эта понные отметки с определенной частотой. Б усилителе поступающие сигналы с раз личных магнитных лент суммируются (например, сигнал числа оборотов валков суммируется с сигналом числа оборотов заготовки), в результате чего на осциллограф поступает готовая информация о тангенциальном, осевом скольжении и соотнощении между ними Б любом месте очага деформа-ции и в любое время цикла. Точность замеров зависит от частоты, записанной на магнитную ленту. Предложенное устройство позволяет определять перемещение деформируемого металла в осевом и тангенциальном направлении на станках поперечно-винтовой прокатки в любой момент времени. Формула изобретения 1.Устройство для замера кинематических параметров при поперечно-винтовой прокатке, содержащее установленный в станине, несущей прокатные валки, шток, связанные со щтоком контрольный и регистрирующий механизмы и охватывающую шток трубку, отличающееся тем, что, с целью одновременного замера осевого и тангенциального скольжения в любом месте очага деформации и в любой момент време- ни, оно снабжено установленным на штоке с возможностью осевого перемещения кольцом, выполненным с торцовым пазом и свя- занным с контрольным механизмом, причем контрольный механизм выполнен в виде закрепленной на станине линейки с магнитной лентой и двух магнитных дисков, один из которых связан с прокатным валком, а другой установлен на штоке с возможностью перемещения и связан с трубкой. 2.Устройство по п. 1, отличающее с я тем, что магнитный диск, установленный на штоке, выполнен с отверстиями, трубка - со стержнями, проходящими через эти отверстия и контактирующими с пазом кольца, а кольцо подпружинено в направлении стержней. Источники информации, принятые во внимание при экспертизе: 1. Авт. свид. СССР № 87890, класс В 21 С 51/00 от 14.02.49 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ исследования процесса поперечно-винтовой прокатки и устройство для его осуществления | 1989 |
|
SU1683833A1 |
| Способ определения скольжения металла при винтовой прокатке | 1990 |
|
SU1761361A1 |
| Технологический инструмент стана винтовой прокатки | 1980 |
|
SU931246A1 |
| Устройство для поперечной прокатки деталей с буртиком | 1988 |
|
SU1599149A1 |
| Устройство для замера кинематических параметров при поперечно-винтовой прокатке | 1987 |
|
SU1423200A1 |
| ТРЕХВАЛКОВЫЙ СТАН ВИНТОВОЙ ПРОКАТКИ И ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1992 |
|
RU2009737C1 |
| Устройство для пластической деформации металла | 1986 |
|
SU1380814A1 |
| Рабочая клеть прокатного стана | 1980 |
|
SU965575A1 |
| Нажимное устройство прокатной клети | 1980 |
|
SU869884A1 |
| Механизм удержания оправочного стержня | 1977 |
|
SU657881A1 |