Изобретение касается обработки металлов давлением и испытаний и относится к способам оценки штампуемости листового металла.
Цель изобретения - повышение точности и экспрессности оценки.
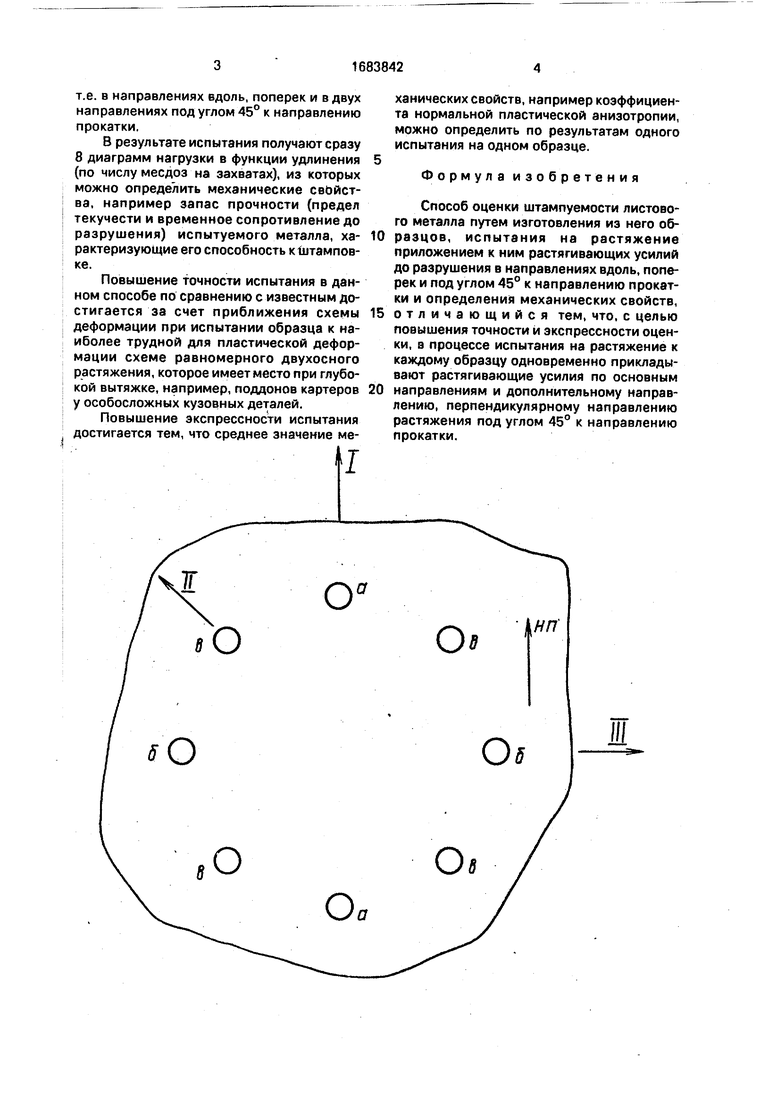
На чертеже изображен образец для испытания.,
Способ осуществляется следующим образом.
Из испытуемого листового Металла вырезают образец произвольной формы с восемью отверстиями, равномерно расположенными по окружности отверстиями, диаметр которых соответствует размерам
фиксаторов захватов растяжного узла испытательной машины.
Центры диаметрально расположенных отверстий лежат на прямой, совпадающей с главными направлениями экстремальных значений анизотропии механических свойств: параллельно, перпендикулярно и под углом 45° к направлению прокатки.
Образец закрепляют на захватах растяжного узла испытательной машины и начинают одновременно деформировать (растягивать) в направлениях, совпадающих с направлениями осей экстремальных значений анизотропии механических свойств испытуемого металла до разрушения (до образования трещины, видимой на просвет),
О СО СО 00
ю
т.е. в направлениях вдоль, поперек и в двух направлениях под углом 45° к направлению прокатки,
В результате испытания получают сразу 8 диаграмм нагрузки в функции удлинения (по числу месдоз на захватах), из которых можно определить механические свойства, например запас прочности (предел текучести и временное сопротивление до разрушения) испытуемого металла, характеризующие его способность к Штамповке.
Повышение точности испытания в данном способе по сравнению с известным достигается за счет приближения схемы деформации при испытании образца к наиболее трудной для пластической деформации схеме равномерного двухосного растяжения, которое имеет место при глубокой вытяжке, например, поддонов картеров у особосложных кузовных деталей.
Повышение экспрессное™ испытания достигается тем, что среднее значение механических свойств, например коэффициента нормальной пластической анизотропии, можно определить по результатам одного испытания на одном образце.
Формула изобретения
Способ оценки штампуемости листового металла путем изготовления из него образцов, испытания на растяжение приложением к ним растягивающих усилий до разрушения в направлениях вдоль, поперек и под углом 45° к направлению прокатки и определения механических свойств,
отличающийся тем, что, с целью повышения точности и экспрессности оценки, а процессе испытания на растяжение к каждому образцу одновременно прикладывают растягивающие усилия по основным
направлениям и дополнительному направлению, перпендикулярному направлению растяжения под углом 45° к направлению прокатки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки штампуемости листового металла А.Ю.Аверкиева | 1985 |
|
SU1368073A1 |
| СПОСОБ ПОСТРОЕНИЯ ДИАГРАММЫ ПРЕДЕЛЬНЫХ ДЕФОРМАЦИЙ ЛИСТОВОГО МАТЕРИАЛА | 2015 |
|
RU2591294C1 |
| Способ оценки штампуемости листового металла | 1983 |
|
SU1169779A1 |
| СПОСОБ ПОСТРОЕНИЯ ДИАГРАММЫ ПРЕДЕЛЬНЫХ ДЕФОРМАЦИЙ ЛИСТОВОГО МАТЕРИАЛА | 2013 |
|
RU2571183C2 |
| Способ А.Ю.Аверкиева оценки штампуемости листового металла при отбортовке | 1987 |
|
SU1505627A1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2659458C1 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655634C1 |
| Устройство для испытания листовых материалов | 2016 |
|
RU2631230C1 |
| СПОСОБ ИСПЫТАНИЯ СВАРНОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2007 |
|
RU2382349C2 |
| Способ испытания листовых материалов на осесимметричную вытяжку | 2017 |
|
RU2655636C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при оценке штампуемости листового металла. В процессе испытания на растяжение к каждому образцу одновременно прикладывают растягивающие усилия по основным направлениям, т.е. вдоль, поперек и под углом 45° к направлению прокатки, и дополнительному направлению, перпендикулярному направлению растяжения под углом 45° к направлению прокатки. Повышение точности оценки достигается за счет приближения схемы деформации при испытании образца к наиболее трудной для пластической деформации схеме равномерного двухосного растяжения, которое имеет место при глубокой вытяжке, например, поддонов картеров у особосложных кузовных деталей. Повышение экспрессное™ оценки достигается тем, что среднее значение механических свойств можно определить по результатам одного испытания на одном образце. 1 ил.
| Романовский | |||
| В.П | |||
| Справочник по холодной штамповке | |||
| Л.: Машиностроение, 1979, с.492-493, рис | |||
| Прибор для нанесения на чертеж точек при вычерчивании углов и треугольников | 1922 |
|
SU392A1 |
