Изобретение относится к дуговой сварке в защитных газах, в частности к сварке в углекислом газе, и может быть использовано при строительстве и монтаже промышленных зданий и сооружений, а также в других отраслях народного хозяйства, при сварке на открытых площадках в условиях воздействия ветра на зону сварки.
Цель изобретения - повышение качества сварных соединений, выполняемых на открытых площадках, путем формирования устойчивой к действию ветра струи защитного газа.
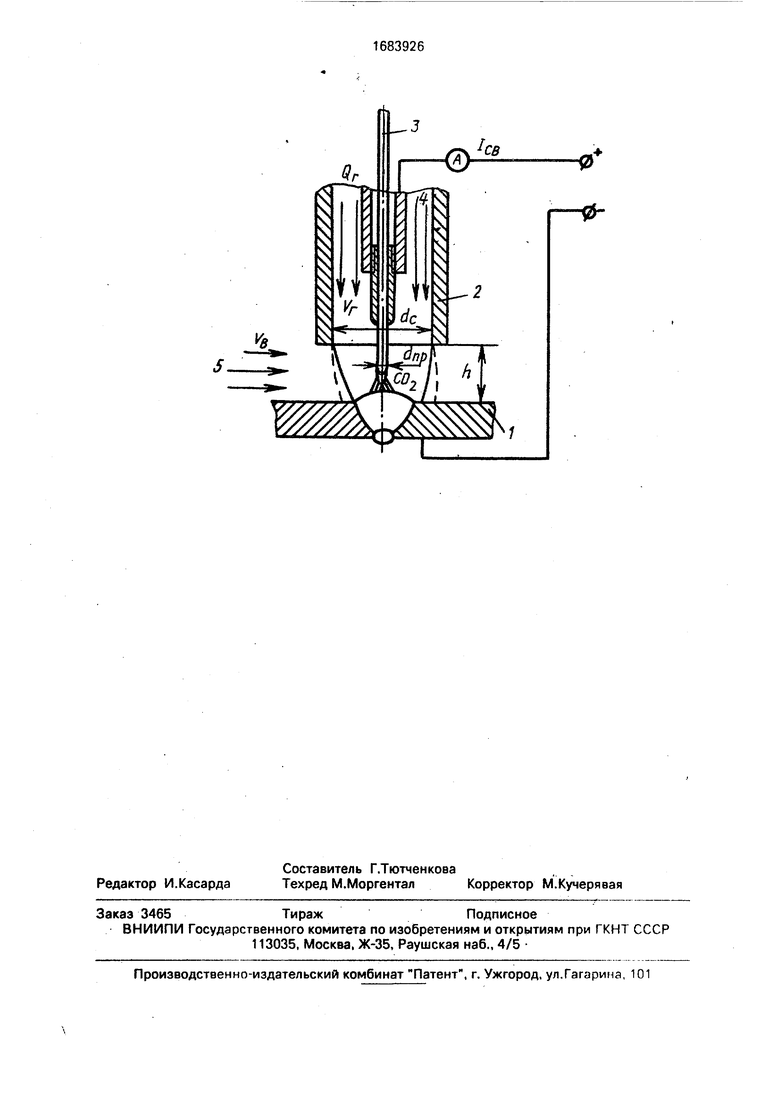
На чертеже показана схема осуществления способа.
Сущность способа заключается в следующем.
Осуществляется сварка изделия 1. Защитный газ подается через сопло 2 диаметром dc. Сварка осуществляется с подачей присадочной проволоки 3 диаметром dnp. Расстояние между срезом сопла и изделием h. Защитный газ 4 подается с расходом Qr. На зону сварки воздействует ветер 5 со скоростью Vb.
В процессе сварки выдерживается следующее соотношение между параметрами .процесса
n n -dnp -(15-0.5VB) Uf0.18-0-C-&34
О 00
со ю ю
ON
где Or - расход защитного газа, л/мин
h - расстояние от среза сопла до изделия, мм;
dnp - диаметр присадочной проволоки, мм;
VB - скорость ветра, м/с;
dc - диаметр сопла, мм;
ICB - сварочный ток, А.
Предлагаемое соотношение позволяет определить расход защитного газа в зависимости от скорости ветра с учетом режима сварки. Параметры режима (Icn.dnp.h.dc) выбираются в зависимости от марки свариваемой стали, толщины изделий и др. При изменении скорости ветра производится корректировка расхода защитного газа. Корректировка может затрагивать и другие параметры режима. Скорость ветра может изменяться в широких пределах. Максимальная скорость ветра, при которой осуще- ствим способ, составляет 12 м/с. Предлагаемый способ обеспечивает надежную защиту сварочной и околошовной зоны за счет изменения расхода защитного газа с учетом влияния на качество защиты других параметров процесса сварки.
Прим ер. Производят сварку на открытой площадке. Сварку выполняют при следующих параметрах процесса
Расхода гйза Qr 5 - 110 л/мин;
Сварочный ток 1Св 100-350 А; , Напряжение на дуге 11Д 16-32 В;
Диаметр проволоки ,8-2,0 мм;
Диаметр сопла dc 12-20 мм;
Расстояние от среза сопла до изделия h 5-30 мм;
Скорость ветра VB 30-12 м/с.
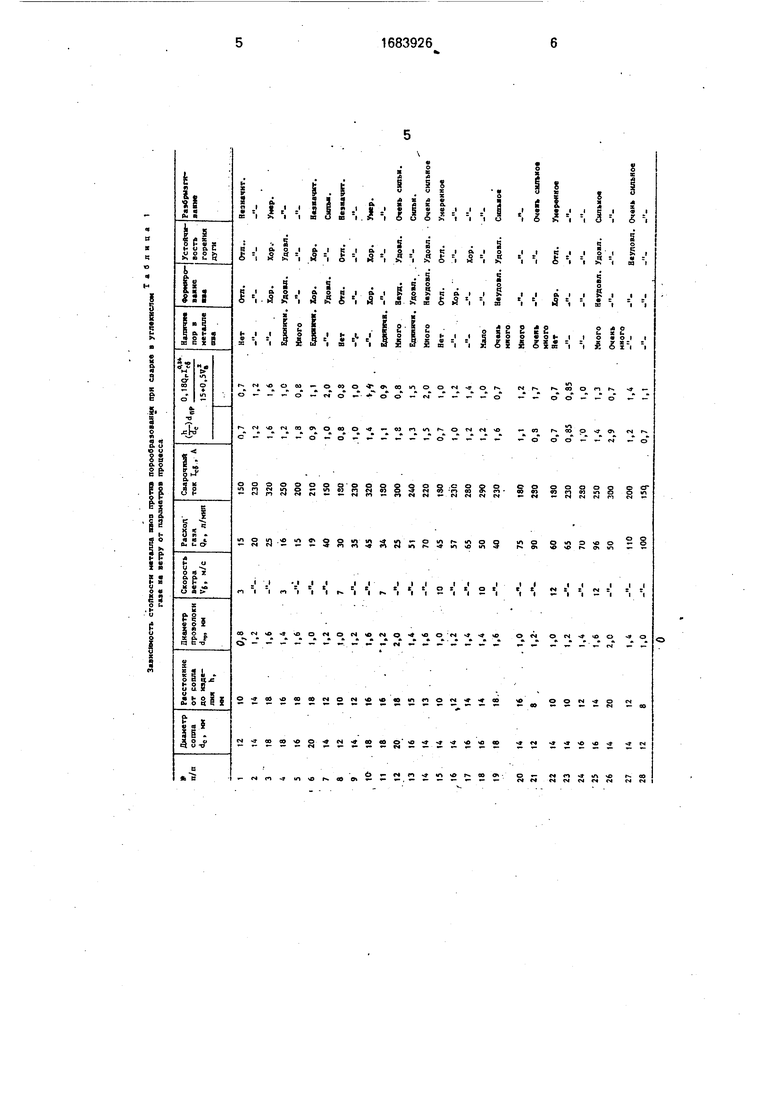
Стойкость металла швов против порообразования определяют по наличию пор в металле и результатам газового анализа. Формирование швов, устойчивость горения дуги и разбрызгивание металла оценивают визуально. Пористость швов определяют с помощью визуального осмотра и методами ультразвукового и радиографического контроля,
В табл. 1 представлены результаты, показывающие, что предлагаемый способ сварки в углекислом газе на ветру (варианты
1-3, 8-10, 15-17, 22-24) обеспечивает высокую стойкость металла против образования пор при хорошем формировании швов, устойчивом горении дуги и умеренном разбрызгивании электронного металла. Отклонение от данного соотношения hx xdnp/dc в сторону увеличения или уменьшения приводит к появлению пор в металле шва, ухудшению его формирования и увеличению разбрызгивания металла. При сварке в углекислом газе на ветру стали марки 09Г2С проволокой св-08Г2С малого диаметра (1,0-1,4 мм/незначительное отклонение режимов сварки от предлагаемых не всегда
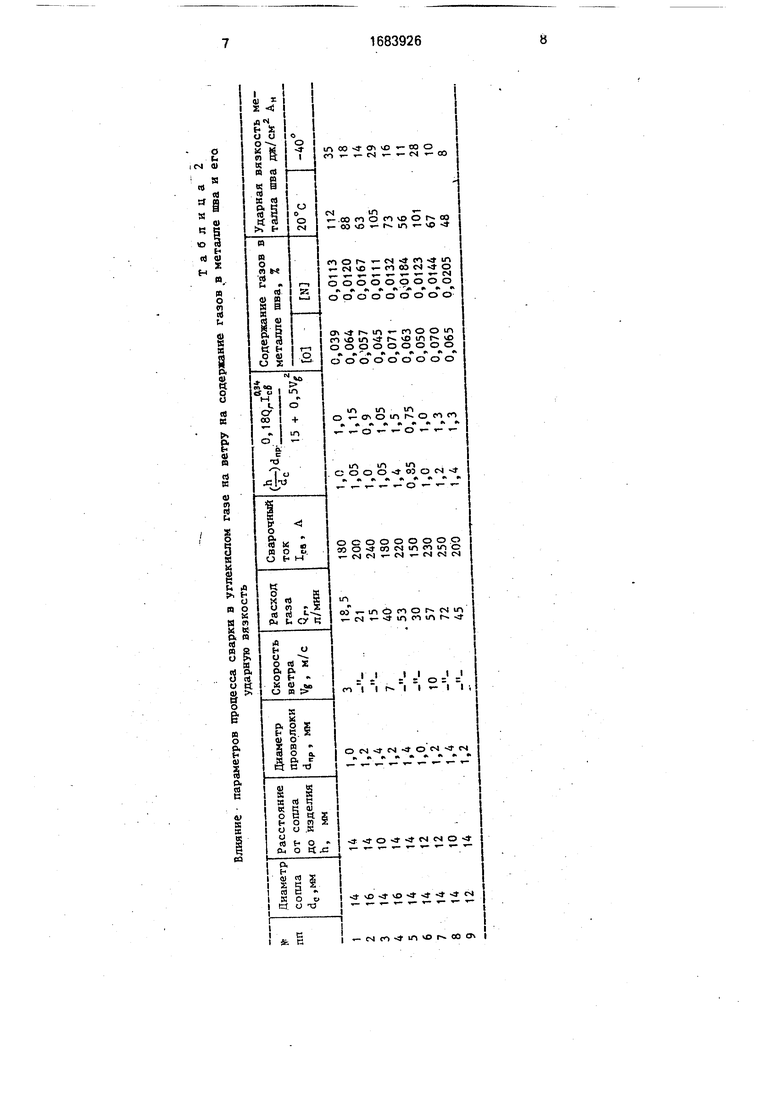
приводит к образованию пор в шве. Однако при этом наблюдаются значительное увеличение содержания газов в металле шва табл.2) и, как следствие, снижение ударной вязкости.
Способ сварки в углекислом газе на открытых площадках позволяет улучшить качество сварных соединений и обеспечивает возможность их выполнения при скорости воздушного потока до 12 м/с. Использование способа сварки в строительстве позволяет повысить уровень механизации сварочных работ, качество сварных соединений и производительность труда. Формула изобретения
Способ дуговой сварки в углекислом газе на открытых площадках, при котором процесс ведут плавящимся электродом, о т- личающийся тем, что, с целью повышения качества сварных соединений путем
формирования устойчивой к действию ветра струи защитного газа, величину расхода защитного газа выбирают их соотношения
n -h -dnp (15+0.5VB) 0,18 dc I0 34
где Qr- расход защитного газа, л/мин;
h - растояние от среза сопла сварочной горелки до изделия, мм;
dnp - диаметр присадочной проволоки, мм;
dc - диаметр струи защитного газа не дуге сопла горелки, мм; I - сварочный ток, А; VB - скорость ветра, м/с.
0
00 00 (О
ю
05
Влияние
Таблица 2
параметров процесса сварки в углекислом газе на ветру на содержание газов в металле шва и его ударную вязкость
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки в защитных газах | 1984 |
|
SU1318357A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЗИРОВАННОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ НА ОТКРЫТЫХ ПЛОЩАДКАХ | 2016 |
|
RU2643757C2 |
| Горелка для сварки неплавящимся электродом в защитных газах | 1986 |
|
SU1412901A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| Газовая линза к горелкам для сварки в среде защитных газов | 1980 |
|
SU996130A1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2023 |
|
RU2815965C1 |
| Способ лазерной сварки металлов и устройство для осуществления способа | 2019 |
|
RU2732256C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
| Способ гибридной лазерно-дуговой сварки кольцевых поворотных стыков трубопроводов | 2022 |
|
RU2792346C1 |
Изобретение касается сварки в углекислом газе и может быть использовано при строительстве и монтаже промышленных зданий и сооружений,а также в других отраслях народного хозяйства при сварке стальных конструкций на открытых площадках в условиях воздействия ветра на зону сварки. Цель изобретения - повышение качества сварных соединений, выполняемых на открытых площадках, путем формирования устойчивой к действию ветра струи защитного газа. В процессе сварки устанавливают величину расхода защитного газа в зависимости от диаметра присадочной проволоки, расстояния от среза сопла горелки до изделия.диаметра струи газа на срезе сопла,сварочного тока и скорости ветра. При сварке выдерживается соотношение,приведенное в тексте описания изобретения. Изобретение позволяет уменьшить склонность металла шва к образованию пор, повысить его ударную вязкость. 1 ил., 2 табл. СЛ С
10 и
18,5
21
15
40
53
30
57
72
45
180 200 240 130 220 150 230 250 200
35 18 14 29 16 11 28 10 8
сп
00
со
(О
to
OJ
| Новожилов Н.М | |||
| Основы металлургии дуговой сварки в активных защитных газах, М.: Металлургия, 1972, с.15-17 | |||
| Способ дуговой сварки в защитных газах | 1984 |
|
SU1318357A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
