Изобретение относится к сварке, а именно, к индукционной сварке труб.
Цель изобретения - расширение технологических возможностей сварки труб, пре- имущественно малого диаметра с неповоротными стыками.„
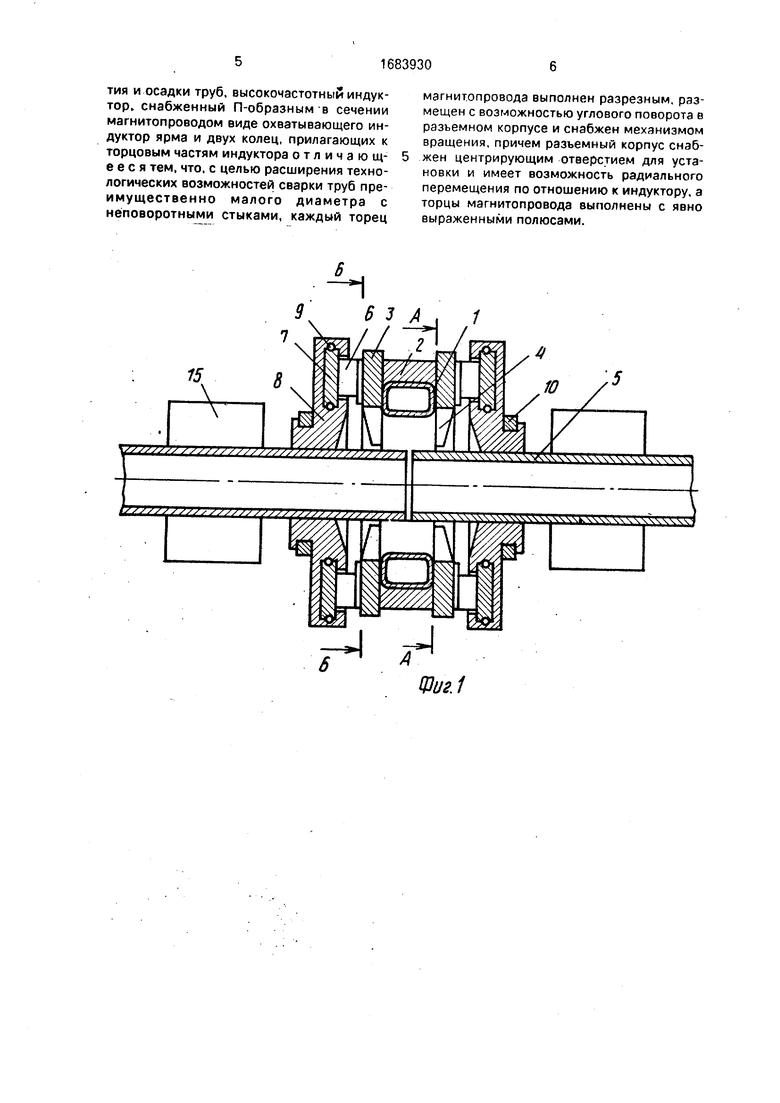
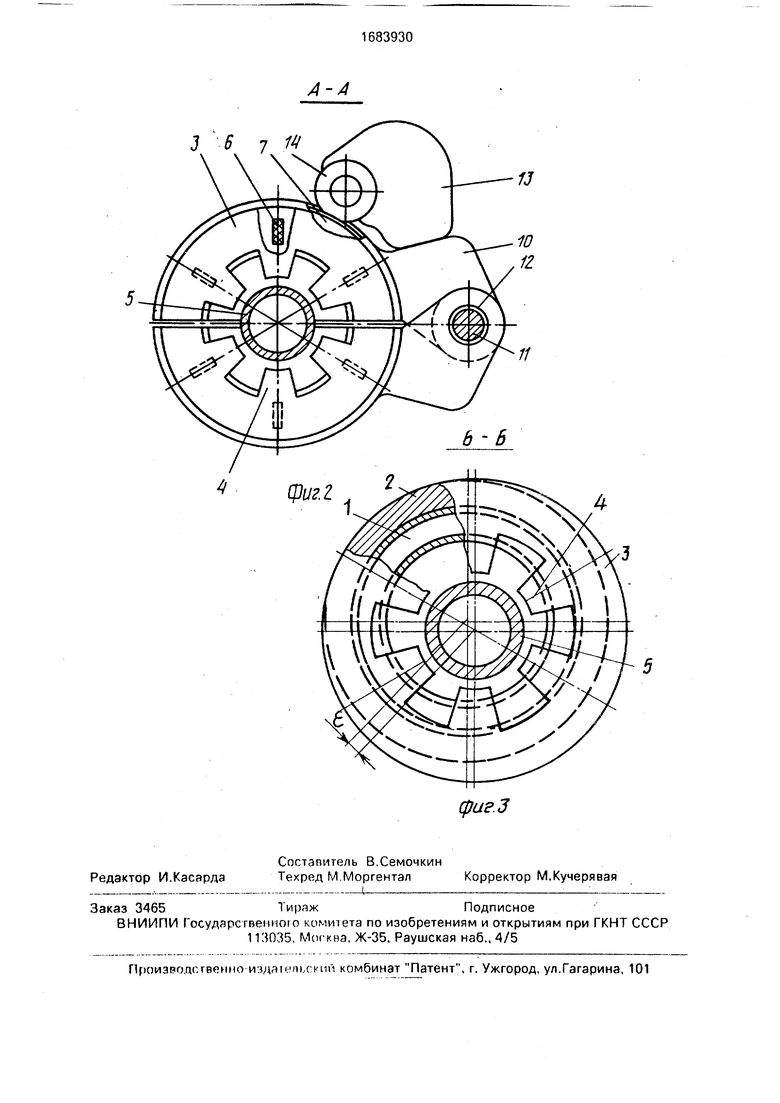
На фиг.1 изображено устройство общий вид; на фиг.2 - сечение А-А на фиг. 1; на фиг.З -сечение Б-Б на фиг.1 (при эксцентриситете труб по отношению к индуктору).
Устройство для стыковой индукционной сварки труб представляет собой высокочастотный водоохлаждаемый индуктор 1, снабженный П-образным в сечении магнитопроводом, набранным из листов электротехнической стали. П - образный магнитопровод состоит из ярма 2, охватывающего кольцом внешнюю цилиндрическую
нерабочую часть индуктора 1, и двух колец 3, прилегающих с двух сторон к торцам индуктора 1 и к торцам ярма 2, образуя с последним П-образный магнитопровод, открытый с рабочей внутренней цилиндрической части индуктора.
Кольца 3 магнитопровода имеют явно выраженные полюса 4. обращенные в сторону к стыкам 5 подлежащих сварке труб. Кольца 3 магнитопровода выполнены разрезными в поперечной плоскости на две части и при помощи электроизоляционных ребер 6, например, из стеклотекстолита, крепятся к немагнитным полукольцам 7.
Полукольца 7 торца размещены в Т-образном пазу разъемного корпуса 8 из немагнитного материала и благодаря равномерно распределенным по этому пазу шарикам 9
О 00
ы о
СА) О
могут легко в нем вращаться. Для обеспечения разъема каждая половина корпуса 8 снабжена ухом 10, сидящим на общем шарнире 11 и кинематически связанным с приводом разьема (не показан). Причем отверстия 12 в ушах 10 выполнены с некоторым зазором по отношению к шарниру 11.При этом обеспечивается некоторое плавание половинок корпуса 8.
При разведении (разъеме) половинок корпуса 8 разводятся и полукольца 7, а значит и половинки каждого кольца 3. При этом в момент разведения корпуса 8 необходимо, чтобы разъем полуколец 7,а значит и кольца 3, совпадал с разъемом корпуса 8,что достигается установкой подвижных фиксаторов (не показаны), удерживающих полукольца 7 в правильном положении по окончании работы последних.
В центре каждого корпуса 8 выполнено отверстие, концентричное полукольцам 7, а значит симметричное полюсам 4 кольца 3,служащее для посадки разъемного корпуса 8 на стык 5 свариваемых труб, т.е. диа- метр этого отверстия равен наружному диаметру стыка 5. Причем благодаря плаванию корпуса 8 обеспечивается его четкая посадка на стыки 5 даже при наличии некоторого эксцентриситета Ј этих стыков по отношению к индуктору 1.
Для упрощения удаления неповоротных труб из устройства после выполнения стыковой сварки индуктор 1 может быть выполнен разъемным. Для обеспечения вращения кольца 3 полукольца 7, с которыми последний жестко связан посредством ребер б.снабжены закрепленным на корпусе 8, в частности на ухе 10, механизмом 13 вращения, выходной ролик 14 которого через сквозной паз в корпусе 8 прилегает к полукольцам 7, обеспечивая им тем самым фрикционную передачу вращения.
Устройство содержит также два зажима 15, снабженные механизмом осадки (не показан).
Устройство для стыковой индукционной сварки труб работает следующим образом.
Стыки 5 подлежащих сварке труб устанавливаются в центре индуктора 1 с некоторым, определенным технологией сварки, зазором по отношению друг к другу к другу и закрепляются зажимами 15. Затем приводом разъема замыкают корпуса 8. Происходит посадка последних на стыки 5 труб, что осуществимо всегда, даже если эти стыки устанавливаются после закрепления с некоторым эксцентриситетом Ј по отношению к индуктору 1, так как каждый торец магни- топривода выполнен разрезным и размещен с возможностью углового поворота в
разъемном корпусе 8, а разъемный корпус снабжен центрирующим отверстием для установки и имеет возможность радиального перемещения по отношению к индуктору 1. При этом полюса 4 колец 3 размещаются симметрично поперечному сечению стыков 5, хотя последние и эксцентричны индуктоРУ1.
Включают механизм 13 вращения, вра0 щающий момент которого через выходной ролик 14 передается фрикционно полукольцам 7. Последние начинают вращаться в Т- образном пазу корпуса 8. Начинают вращаться и полюса 4 колец 3, так как по5 следние жестко связаны с полукольцами 7 посредством ребер 6. Одновременно кольца 3 и полюса 4 плотно прилегают к индуктору 1 и ярму 2, обеспечивая тем самым вокруг индуктора практически неразрыв0 ный П-образный магнитопровод, полюса 4 которого всегда концентричны (симметричны) стыкам 5 независимо от степени эксцентричности последних по отношению к индуктору 1.
5 Включают питание индуктора 1 высокочастотным напряжением. Магнитный поток высокочастотного тока, протекающего по индуктору 1, концентрируется на концах полюса 4, а так как последние симметричны,
0 до еще и вращаются вокруг стыков 5,происходит равномерный нагрев торцов этих стыков по периметру поперечного сечения.
Для обеспечения качественной сварки в зону нагрева одновременно может быть по5 дан инертный газ, для чего в неподвижный корпус 8 можно встроить сопло подачи ин- тертного газа. По истечении времени, определенного технологическим режимом, прекращается нагрев, включается меха0 низм осадки, происходит стыковая сварка труб. Затем включается механизм 13 вращения, срабатывают подвижные фиксаторы и удерживают полукольца 7 в Т-образных пазах корпуса 8 в положении, когда разъемы
5 этих полуколец 7 и корпуса 8 совпадают.
Приводом разъема разводят половинки корпуса 8, в которых удерживаются полукольца 7, освобождая сваренные стыки 5 труб, после чего разжимают зажимы 15 и ос0 вобожденный сварной стык трубы удаляется из устройства в осевом направлении или в поперечном от оси индуктора 1 направлении, если индуктор выполнен разъемным. Затем цикл стыковой сварки повторяется.
5 Таким образом, устройство позволяет осуществить качественную стыковую сварку труб без их вращения.
Формула изобретения Устройство для стыковой индукционной сварки труб, содержащее механизм зажатия и осадки труб, высокочастотный индуктор снабженный П-образным в сечении магнитопроводом виде охватывающего индуктор ярма и двух колец, прилагающих к торцовым частям индуктора отличающееся тем. что. с целью расширения технологических возможностей сварки труб преимущественно малого диаметра с неповоротными стыками, каждый торец
магнитопровода выполнен разрезным, размещен с возможностью углового поворота в разъемном корпусе и снабжен механизмом вращения, причем разъемный корпус снэб- жен центрирующим отверстием для установки и имеет возможность радиального перемещения по отношению к индуктору, а торцы магнитопровода выполнены с явно выраженными полюсами.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАГНИТОДИНАМИЧЕСКОЕ СВАРОЧНОЕ УСТРОЙСТВО | 1989 |
|
RU2041779C1 |
| Устройство для неразъемного соединения труб с концевой арматурой | 1989 |
|
SU1742012A1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ И НАРУЖНЫМ ПОКРЫТИЯМИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2485386C1 |
| Установка для стыковой индукционной сварки трубчатых изделий | 1989 |
|
SU1673346A1 |
| Устройство для сварки неповоротных стыков труб | 1985 |
|
SU1299750A1 |
| ЛИНЕЙНЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 2004 |
|
RU2275732C2 |
| Установка для пайки стыковых соединений трубчатых изделий | 1989 |
|
SU1738515A1 |
| ЭЛЕКТРОМЕХАНИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ | 2018 |
|
RU2716489C2 |
| Способ сборки труб под сварку | 1983 |
|
SU1113230A1 |
| Устройство для индукционной пайки | 1989 |
|
SU1825680A1 |
Изобретение относится к технике сварки, в частности к индукционной сварке труб. Целью изобретения является расширение технологических возможностей сварки труб преимущественно малого диаметра с неповоротными стыками. Устройство содержит высокочастотный индуктор с П-образным в сечении магнитопроводом в виде охватывающего индуктор ярма и двух колец, прилегающих к торцовым частям индуктора. Каждый торец магнитопровода выполнен разрезным, размещен с возможностью углового поворота в разъемном корпусе и снабжен механизмом вращения. Разъемный корпус снабжен центрирующим отверстием для установки и имеет возможность радиального перемещения по отношению к индуктору, а торцы магнитопровода выполнены с явно выраженными полюсами. 3 ил.
15
И
,5
Щт1
А-А
3 б
| Слухюцкий А.Е | |||
| и Рыскина С.Е, Индукторы для индукционного нагрева, изд-во Энергия, Ленинградское отделение, с.133-134, рис.8-12, 1974. |
