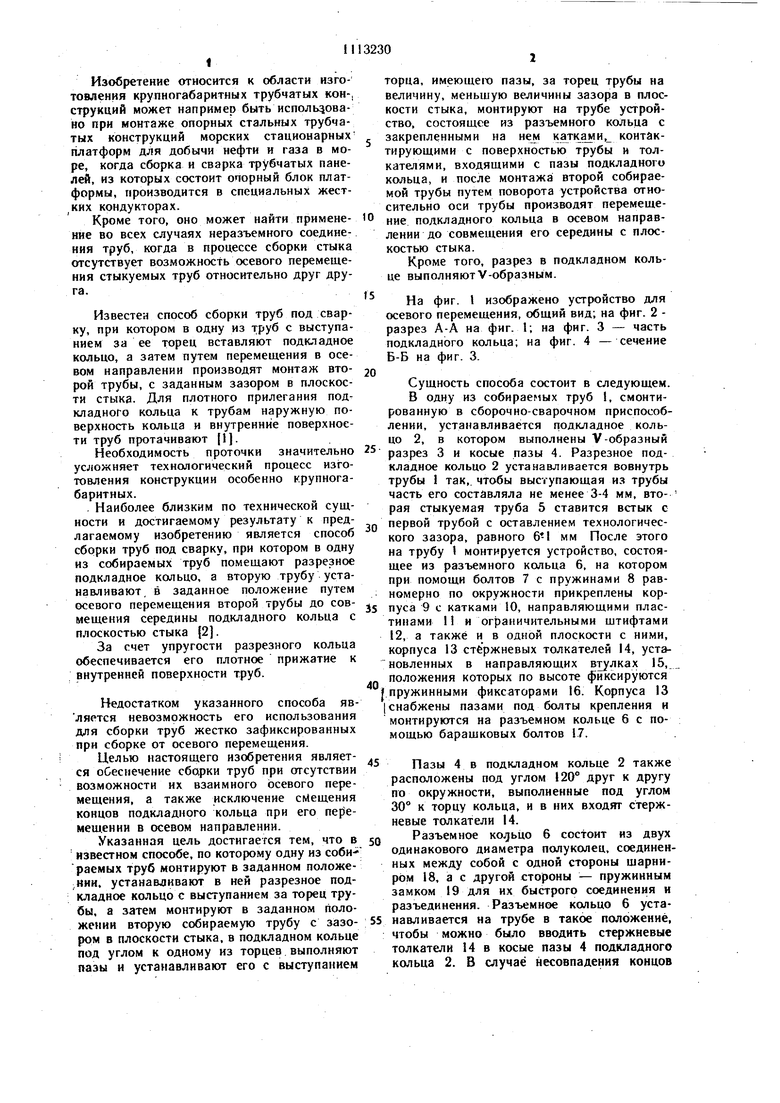
Изобретение относится к области изготовления крупногабаритных трубчатых кон-, струкций может например быть исполь овано при монтаже опорных стальных трубчатых конструкций морских стационарных платформ для добычи нефти и газа в море, когда сборка и сварка трубчатых панелей, из которых состоит опорный блок платформы, производится в специальных жест ких кондукторах. Кроме того, оно может найти применение во всех случаях неразъемного соединения труб, когда в процессе сборки стыка отсутствует возможность осевого перемещения стыкуемых труб относительно друг друга. Известен способ сборки труб под сварку, при котором в одну из труб с выступанием за ее торец вставляют подкладное кольцо, а затем путем перемещения в осевом направлении производят монтаж второй трубы, с заданным зазором в плоскости стыка. Для плотного прилегания подкладного кольца к трубам наружную поверхность кольца и внутренние поверхности труб протачивают (1. Необходимость проточки значительно усложняет технологический процесс изготовления конструкции особенно крупногабаритных. . Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является способ сборки труб под сварку, при котором в одну из собираемых труб помещают разрезное подкладное кольцо, а вторую трубу устанавливают, в заданное положение путем осевого перемещения второй трубы до совмещения середины подкладного кольца с плоскостью стыка (2). За счет упругости разрезного кольца обеспечивается его плотное прижатие к внутренней поверхности труб. Недостатком указанного способа является невозможность его использования для сборки труб жестко зафиксированных при сборке от осевого перемещения. Целью настоящего изобретения является обеспечение сборки труб при отсутствии возможности их взаимного осевого перемещения, а также исключение смещения концов подкладного кольца при его nejjeмеш.ении в осевом направлении. Указанная цель достигается тем, что в известном способе, по которому одну из собираемых труб монтируют в заданном положении, устанавливают в ней разрезное подкладное кольцо с выступанием за торец трубы, а затем монтируют в заданном положении вторую собираемую трубу с зазором в плоскости стыка, в подкладном кольце под углом к одному из торцев выполняют пазы и устанавливают его с выступанием торца, имеющегх) пазы, за торец трубы на величину, меньшую величины зазора в плоскости стыка, монтируют на трубе устройство, состоящее из разъемного кольца с закрепленными на не катками, контактирующими с поверхностью трубы и толкателями, входящими с пазы подкладного кольца, и после монтажа второй собираемой трубы путем поворота устройства относительно оси трубы производят перемещение подкладного кольца в осевом направлении до совмещения его середины с плоскостью стыка. Кроме того, разрез в подкладном кольце выполняют V-образным. На фиг. I изображено устройство для осевого перемещения, общий вид; на фиг. 2 разрез А-А на фиг. 1; на фиг. 3 - часть подкладного кольца; на фиг. 4 - сечение Б-Б на фиг. 3. Сущность способа состоит в следующем. В одну из собираемых труб 1, смонтированную в сборочно-сварочном приспособлении, устанавливается подкладное кольцо 2, в котором выполнены V-образный разрез 3 и косые пазы 4. Разрезное подкладное кольцо 2 устанавливается вовнутрь трубы 1 так,, чтобы выступающая из трубы часть его составляла не менее 3-4 мм, вторая стыкуемая труба 5 ставится встык с первой трубой с оставлением технологического зазора, равного мм После этого на трубу 1 монтируется устройство, состоящее из разъемного кольца 6, на котором при помощи болтов 7 с пружинами 8 равномерно по окружности прикреплены корпуса 9 с катками 10, направляющими пластинами 1 и ограничительными штифтами 12, а также и в одной плоскости с ними, корпуса 13 стержневых толкателей 14, установленных в направляющих втулках 15,.. положения которых по высоте фиксируются пружинными фиксаторами 16. Корпуса 13 снабжены пазами под болты крепления и монтируются на разъемном кольце 6 с помощью барашковых болтов 17. Пазы 4 в подкладном кольце 2 также расположены под углом 120° друг к другу по окружности, выполненные под углом 30° к торцу кольца, и в них входяг стержневые толкатели 14. Разъемное ко;}ьцо 6 состоит из двух одинакового диаметра полуколец, соединенных между собой с одной стороны щарниром 18, а с другой стороны - пружинным замком 19 для их быстрого соединения и разъединения. Разъемное кольцо 6 устанавливается на трубе в такое положение, чтобы можно было вводить стержневые толкатели 4 в косые пазы 4 подкладного кольца 2. В случае несовпадения концов
Толкателей 14 с косыми пазами 4 с помощью болтов 17 крепление корпусов 13 ослабляется, и они вместе с укрепленными на них толкателями 14 перемещаются по трубе настолько, чтобы концы стержневых толкателей 14 вощли в соответствующие косые пазы 4 подкладного кольца 2.После того, как все три толкателя, 14 будут введены в косые пазы 4, устройство резко поворачивается в иаправлеиии, совпадающем с направлением косых пазов 4, в результате чего возникаю1|1ие от давления толкателей 14 осевые сгилы перемещают подкладное кольцо 2 в осевом направлении и ставят его в середнне стыка трубы.
После того, как подкладное кольцо 2 установлено в середине стыка в симметричном относительно кромок труб положение, стержневые толкатели 14 выводятся из косых падов 4, ставятся в верхнее положение и фиксируются фиксаторами 16. Пружинным замком 19 разъединяется кольцо 6 н устройство снимается со стыкуемой трубы.
Подкладное кольцо 3 прихватывается к кромкам обеих труб, а затем производится сварка стыка обычным ручным дуговым или механизированным способами.
Изготовление свариых трубчатых элементов конструкинй морских стационарных платформ для добычи нефти и газа в море производится без применения подкладных колец, в результате чего в сварных стыковых соединеннях труб могут появляться недопустимые дефекты шва, являющиеся опасными концентраторами напряжений - очагамн возникновения мнкрон макротрещнн.
Закладка подкладных колец . в стыки
соедияемых труб при изготовлении конструкций морских платформ известными способами невозможна, так как для закладки подкладных колец в стыки труб необходимо, чтобы стыкуемые трубы могли перемещаться друг относительно друга в осевом направлении, а это необходимое условие отсутствует при жесткой фиксации руб в приспособлении.
Предлагаемое изобретение позволяет вестн подкладные кольца в стыки труб, в условиях отсутствия возможности осевого перемещения стыкуемых труб относительно друг друга и получить высококачественное сварное соединение, обеспечнвающее требуемую прочность и долговечность металлических конструкций морских стацплатформ, испытывающих в период эксплуатации воздействия значительных динамических и циклических нагрузок от ветра и морских волн.
Таким образом, применение изобретения в процессе изготовления конструкций глубоководных стацплатформ резко повыщает качество сварных стыковых щвов и снижает вероятность, возникновения повреждений и аварий этих ответственных и дорогостояших сооружений.
//
Ifl.t
с 2 i/j.J В
6-6
Фиг Л

| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| Способ сборки под сварку кольцевых стыков труб | 1985 |
|
SU1382628A1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ, СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ | 2000 |
|
RU2168405C1 |
| Внутренний центратор для сборки и сварки кольцевых швов с формированием обратной стороны шва | 2021 |
|
RU2761926C1 |
| СЪЕМНОЕ ПОДКЛАДНОЕ УСТРОЙСТВО | 1967 |
|
SU224735A1 |
| УСТРОЙСТВО для СБОРКИ и ЦЕНТРОВКИ ТРУБ | 1972 |
|
SU351661A1 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ЗОНЫ СВАРНОГО СОЕДИНЕНИЯ ТРУБОПРОВОДА С ВНУТРЕННИМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2013 |
|
RU2533046C2 |
| Способ стыкового соединения секций стальных трубных свай. | 2020 |
|
RU2736661C1 |
| СВАРНОЕ СТЫКОВОЕ СОЕДИНЕНИЕ ТРУБЧАТЫХ СТЕРЖНЕЙ | 2010 |
|
RU2429329C1 |
1. СПОСОБ СБОРКИ ТРУБ ПОД СВАРКУ, по которому одну из собираемых труб монтируют в заданном положении, устанавливают в ней разрезное подкладное кольцо с выступанием за торец трубы, а затем монтируют в заданном положении вторую собираемую трубу с зазором в плос: кости стыка, отличающийся тем, что, с 13 целью обеспечения сборки труб при исключении их взаимного осевого перемещения, в подкладном кольце под углом к одному из торцов выполняют пазы и устанавливаютего с выступанием торца, имеющего пазы за торец трубы на величину, меныдую величины заданного зазора в плоскости стыка, монтируют на трубе устройство, состоящее из разъемного кольца с закрепленными на нем катками, контактирующими с поверхностью трубы и стрежневыми толкателями, входящими в пазы подкладного кольца, и после монтажа второй собираемой трубы путем поворота устройства относительно оси трубы производят перемещение подкладного кольца в осевом направлении до совмещения его середины с плоскостью стыка. 2. Способ по п. .1, отличающийся тем, (Л что, с целью исключения смещения концов подкладного кольца при его перемещении в осевом направлении, разрез в подкладном кольце выполняютУ-образной формы. № 00 N9 СО 18
| L Проектирование сварных конструкций в машиностроении | |||
| По ред | |||
| С | |||
| А | |||
| Куркина, М., «Машиностроение, 1975, с | |||
| Приспособление к тростильной машине для прекращения намотки шпули | 1923 |
|
SU202A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 4134607, кл | |||
| ПЕРЕДВИЖНАЯ ДИАГРАММА ДЛЯ СРАВНЕНИЯ ЦЕННОСТИ РАЗЛИЧНЫХ ПРОДУКТОВ ПО ИХ КАЛОРИЙНОСТИ | 1919 |
|
SU285A1 |
