(Я
С
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ НАРУЖНОЙ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2043906C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ФАСОК И КРОМОК ОТВЕРСТИЙ | 1991 |
|
RU2045385C1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ДНИЩ | 2003 |
|
RU2251477C2 |
| Приспособление для шлифования фасок и тарелок клапанов двигателей | 2018 |
|
RU2710618C1 |
| УСКОРИТЕЛЬНАЯ ГОЛОВКА | 2000 |
|
RU2185936C2 |
| УПРУГИЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ ВНУТРЕННЕЙ ОБРАБОТКИ КАНАВОК ВРЕЗАНИЕМ | 2006 |
|
RU2327557C1 |
| Автомат для снятия фасок, например, на наружных кромках поршневых колец | 1960 |
|
SU140702A1 |
| СПОСОБ ПРЕРЫВИСТОЙ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВРЕЗАНИЕМ ВНУТРЕННИХ КАНАВОК | 2006 |
|
RU2329130C1 |
| Устройство для снятия фасок | 1991 |
|
SU1816657A1 |
| ПОЛУАВТОМАТИЧЕСКИЙ ЗУБОФАСОЧНЫЙ СТАНОК | 1966 |
|
SU222854A1 |
Изобретение относится к абразивной обработке шлифовальными лентами и имеет целью повышение производительности обработки фасок на деталях типа поршневых колец. Для этого в изобретенном способе используют две шлифовальные ленты 1 и 2, которые перемещают в противоположных направлениях и между которыми перемещают обрабатываемые заготовки 7. Внутрь об- рабатываемых заготовок при этом устанавливают вал 3 с абразивной поверхностью 4 и вращают. Заготовки наклоняются и увлекаются абразивной лентой, скорость которой выше При перемещении заготовок между лентами сошлифовываются наружные фаски, а вращением вала 3 сошлифовы- вают внутренние. Для стабилизации процесса используют поджимные элементы 5 и 6. 2 ил., 1 табл.
Изобретение относится к абразивной обработке и может быть использовано при сошлифовке фасок на кррмках деталей типа поршневых колец.
Цель изобретения - повышение производительности обработки.
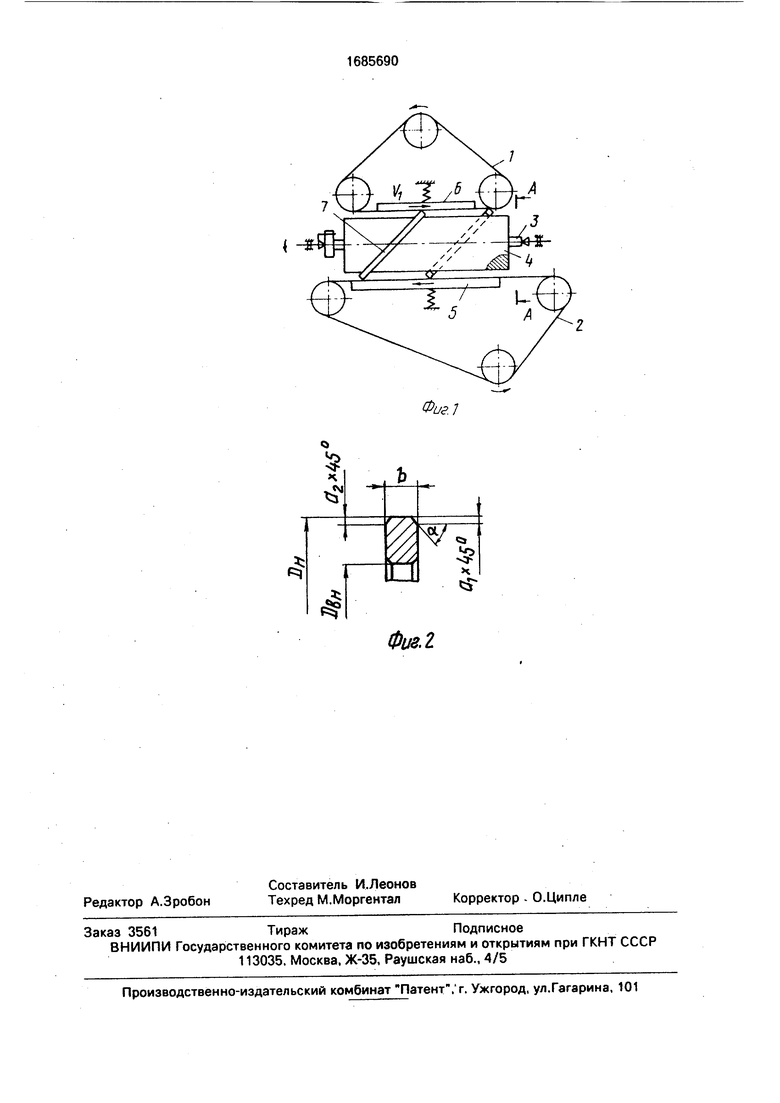
На фиг. 1 схематично показано устройство для реализации способа; на фиг.2 - обрабатываемая в условиях способа деталь
Для реализации способа необходимо использовать устройство, которое содержит две шлифовальные головки, несущие абразивные ленты 1 и 2, параллельныедругдругу в рабочей зоне. Между абразивными лентами установлен вал (направляющий элемент) 3 с абразивной лентой 4 на наружной поверхности. Ось вала 3 расположена параллельно рабочим ветвям абразивных лент 1 и 2.
Устройство содержит также подпружиненные поджимные элементы 5 и 6, поджимающие абразивную ленту к поверхностям поршневых колец 7 в зоне обработки.
Способ осуществляется следующим образом.
Поршневые кольца 8 вводят в рабочую зону между параллельными ветвями абразивных лент 1 и 2. При этом внутрь колец вводят вал (направляющий элемент) 3 с абразивной лентой 4 на наружной поверхности и устанавливают его ось параллельно лентам.
С помощью поджимных элементов 5 и 6 поджимают абразивные ленты к кольцам.
Валу (направляющему элементу) 3 сообщают вращение, а абразивным лентам 1 и 2 - перемещения в различных направлениях
О 00 СП
о ю о
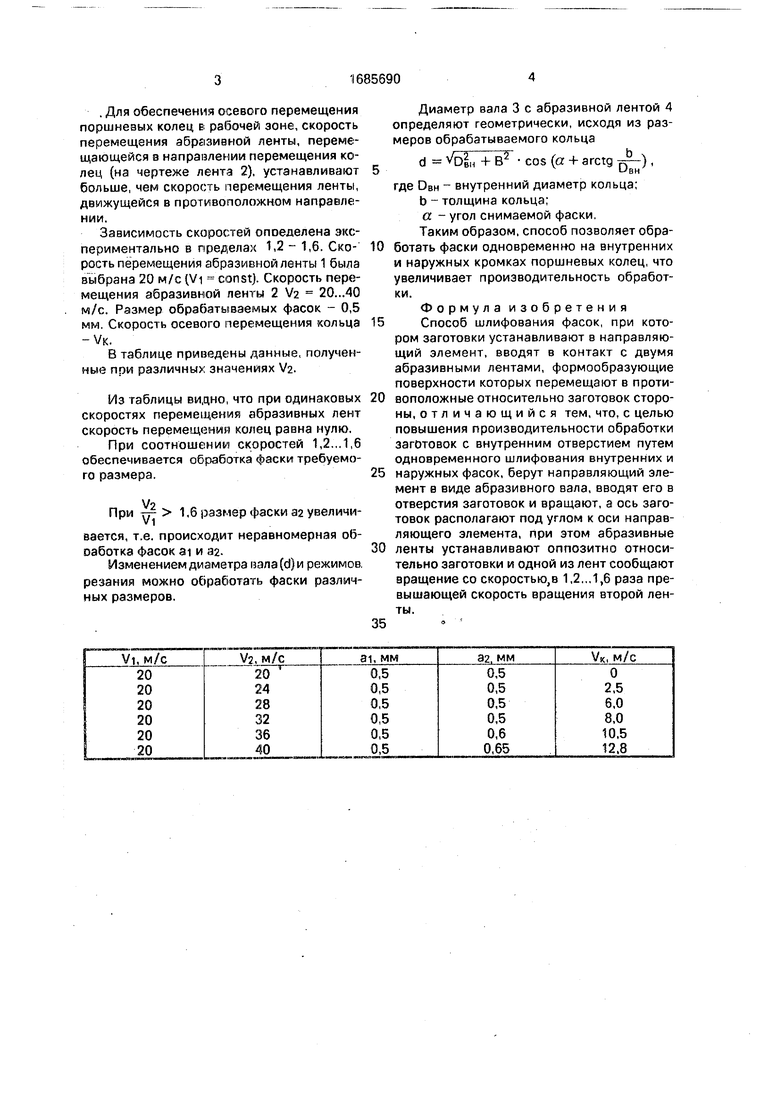
. Для обеспечения осевого перемещения поршневых колец в рабочей зоне, скорость перемещения абразивной ленты, перемещающейся в направлении перемещения колец (на чертеже лента 2), устанавливают больше, чем скорость перемещения ленты, движущейся в противоположном направлении.
Зависимость скоростей опоеделена экспериментально в пределах 1,2 - 1,6. Ско- рость перемещения абразивной ленты 1 была выбрана 20 м/с (V1 const). Скорость перемещения абразивной ленты 2 V2 20...40 м/с. Размер обрабатываемых фасок - 0,5 мм. Скорость осевого перемещения кольца
-VK.
В таблице приведены данные, полученные при различных значениях V2.
Из таблицы видно, что при одинаковых скоростях перемещения абразивных лент скорость перемещения колец равна нулю.
При соотношении скоростей 1,2...1,6 обеспечивается обработка фаски требуемого размера.
/2
При тт- 1,6 размер фаски 32 увеличивается, т.е. происходит неравномерная об- оаботка фасок ai и 32.
Изменением диаметра вала (d) и режимов, резания можно обработать фаски различных размеров.
Диаметр вала 3 с абразивной лентой 4 определяют геометрически, исходя из размеров обрабатываемого кольца
d Овн + В2 cos (a + arctg ) ,
где DBH - внутренний диаметр кольца;
b - толщина кольца;
а - угол снимаемой фаски.
Таким образом, способ позволяет обработать фаски одновременно на внутренних и наружных кромках поршневых колец, что увеличивает производительность обработки.
Формула изобретения
Способ шлифования фасок, при котором заготовки устанавливают в направляющий элемент, вводят в контакт с двумя абразивными лентами, формообразующие поверхности которых перемещают в противоположные относительно заготовок стороны, отличающийся тем, что. с целью повышения производительности обработки заготовок с внутренним отверстием путем одновременного шлифования внутренних и наружных фасок, берут направляющий элемент в виде абразивного вала, вводят его в отверстия заготовок и вращают, а ось заготовок располагают под углом к оси направляющего элемента, при этом абразивные ленты устанавливают оппозитно относительно заготовки и одной из лент сообщают вращение со скоростью.в 1,2...1,6 раза превышающей скорость вращения второй лен- гы.
ч
Ј
а/
с
ч
Фиг. 2
| Стеллаж для хранения длинномерных цилиндрических изделий | 1985 |
|
SU1268477A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
