1
(21)4644855/04
(22)09.11.88
(46)23.10.91. Бюл. №39
(72)А.М.Комашко, М.Ф.Стецюк, Л.Я.Мошинский, Г.И.Маншилин и В.А.Подольский
(53)621.892:621.7.016.2 (088.8)
(56) Авторское свидетельство СССР № 1057527, кл. С 10 М 169/04, 1983. ТУ ОЯШ.504.026-77.
(54)ТЕХНОЛОГИЧЕСКАЯ СМАЗКА ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ
(57) Изобретение касается применения отхода, полученного после многократной пропитки в эпоксидном компаунде обмоток высоковольтных электрических машин и имеющего вязкость более 40 с при 75-85°С. в качестве технологической смазки для горячей обработки металлов давлением. В этом случае обеспечивается снижение удельного давления на валки до 32.5% при сокращении расхода смазки более чем в 3 раза. 1 табл.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСНОЙ ИЗОЛЯЦИИ ОБМОТОК ВЫСОКОВОЛЬТНЫХ ЭЛЕКТРИЧЕСКИХ МАШИН | 2007 |
|
RU2333586C1 |
| Электроизоляционный заливочный компаунд | 1983 |
|
SU1134583A1 |
| Способ изготовления слюдосодержащих лент | 1977 |
|
SU741325A1 |
| Электроизоляционный материал,спо-СОб изгОТОВлЕНия элЕКТРОизОляциОН-НОгО МАТЕРиАлА и СпОСОб изгОТОВлЕ-Ния изОляции ОбМОТОК элЕКТРичЕСКиХМАшиН | 1978 |
|
SU794673A1 |
| Способ изготовления обмоток | 1966 |
|
SU262239A1 |
| СПОСОБ ВАКУУМНО-НАГНЕТАТЕЛЬНОЙ ПРОПИТКИ И ЗАПЕЧКИ ИЗОЛЯЦИИ ВЫСОКОВОЛЬТНЫХ ВВОДОВ | 2008 |
|
RU2362227C1 |
| Способ изготовления изоляции статорных обмоток электрических машин | 1987 |
|
SU1515269A1 |
| ПОЛУПРОВОДЯЩАЯ ЛЕНТА ПОВЫШЕННОЙ ХИМСТОЙКОСТИ | 2012 |
|
RU2510649C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛЮТКИ ЭЛЕКТРИЧЕСКОЙ | 1973 |
|
SU365007A1 |
| СПОСОБ ПРОПИТКИ ОБМОТОК ЭЛЕКТРИЧЕСКИХ МАШИН | 2012 |
|
RU2510564C1 |
Изобретение относится к технологическим смазкам для горячей обработки металлов давлением.
Целью изобретения является разработка технологической смазки для горячей обработки металлов давлением, обеспечивающей снижение давления на валки, а также расхода используемой смазки.
Эта цель достигается применением в качестве технологической смазки для горячей обработки металлов отхода, полученного после многократной пропитки в эпоксидном компаунде обмоток высоковольтных электрических машин и имеющего вязкость более 40 с при 75-85°С. В дальнейшем этот продукт назван - отход эпоксидного пропиточного компаунда.
Эпоксидный пропиточный компаунд (ПК-11) представпяет собой однородную смесь следующего состава, мае.ч,:
Эпоксидная смола ЭД-20 или
ЭД-22100
77,2-92,6 с
Изометилтетрагидрофталевый ангидрид
2,4,6-Трис-(диметиламинометил)фенол0,7
Этот компаунд применяется для пропитки обмоток высоковольтных электрических машин. Используемый отход эпоксидного пропиточного компаунда получают следующим образом.
В реактор наливают 1 т эпоксидного пропиточного компаунда ПК-11 и нагревают до 80 ± 5°С. Затем в подогретый компаунд погружают поочередно одну за другой обмотки высоковольтной электрической машины. Обмотки пропитываются, вынимаются из раствора кбмпаунда и помещаются в шкаф для отверждения в течение 2-3,5 ч при 130°С.
В результате многократного использования подогретого компаунда ПК-11 при пропитке до 80 ± 5°С в течение 70-100 ч нарастает вязкость этого компаунда, кото w
Ё
О 00
ел о VI о
групп, %
7-12
рая достигает более 40 с при (по вискозиметру ВЗ-4).
С такой вязкостью компаунд становится непригодным для пропитки обмоток высоковольтных электрических машин и в дальнейшем он подлежит сжиганию.
Для дальнейшей пропитки в реактор снова наливают 1 т свежеприготовленного компаунда ПК-11 и весь цикл пропитки повторяется.
При норме расхода компаунда на один электродвигатель 7 кг расходуется 13 кг, т.е. 6 кг идет в отходы.
Отходы эпоксидного пропиточного компаунда ПК-11 отличаются по своему составу от состава исходного компаунда ПК-11. Заявляемые отходы содержат в своем составе кроме исходных компонентов компаунда ПК-11 15-18% нового продукта - форполи- мера эпоксидизновой смолы и изометилтет- рагидрофталевого ангидрида.
Ниже приведены физико-химические свойстве) заявляемых отходов пропиточного компаунда:
Вязкость по ВЗ-4 при 75-85°С. с Выше
40 (до 120 с)
Содержание эпоксидных
Содержание карбоксильных групп, %15-22
Кислотное число, кг КОН/г 210-265 Предлагаемый отход пропиточного компаунда (состав Nfc 1) был испытан в сравнении с известной смазкой (состав № 2), имеющей следующий состав, мае.ч: Полнаякиленгликоль (мол. м. 500-10000)100
Диглицидный эфир полиал0
5
0
5
0
5
киленгликоля (мол.м. 500-10000) 40 Основание Манниза0,3
Смазку испытывали при горячей прокатке стали на двухвалковом полупромышленном стане с диаметром валков 256 мм. Условия деформации следующие:
Материал валков Сталь45
Прокатываемый металл Сталь 20 к Относительное обжатие, %25-30
Скорость прокатки, м/с1,2
При испытании на валки наносили массу смазки, чтобы обеспечить поступление одинакового ее количества в очаг деформации, температура металла 920°С. Образцы вырезали из листов ст. 20к, исходные размеры 5x40x400 мм.
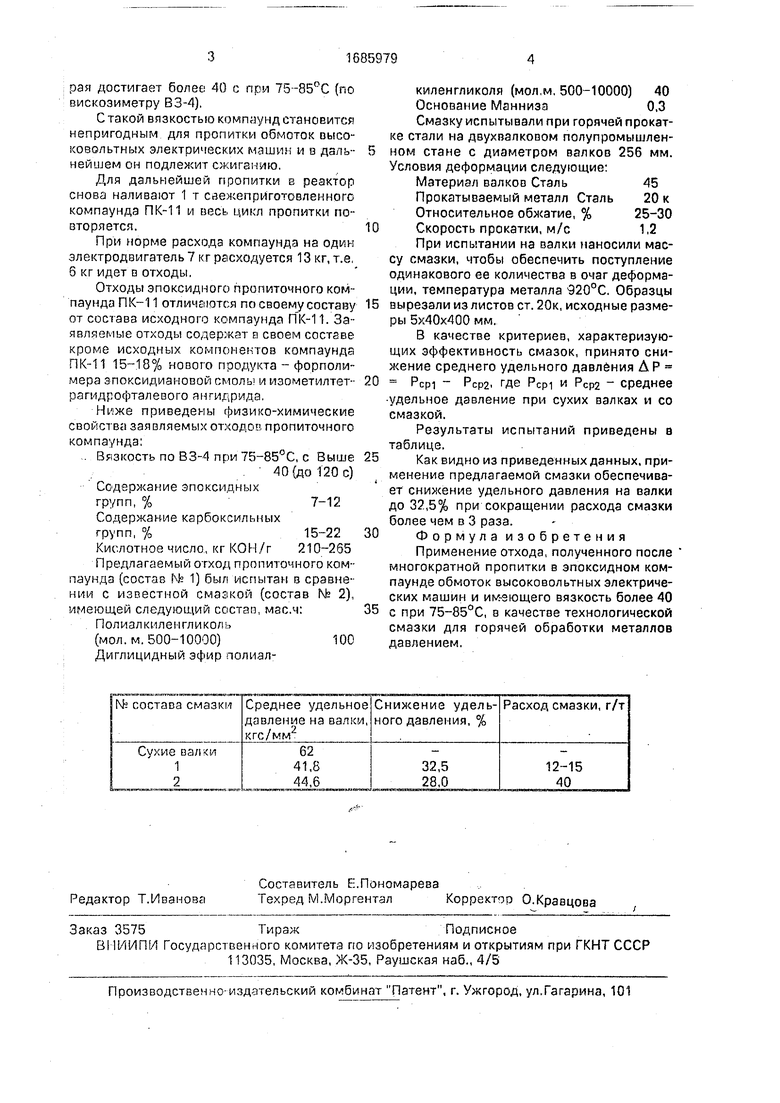
В качестве критериев, характеризующих эффективность смазок, принято снижение среднего удельного давления Д Р Pcpi - Рср2. где PCpi и РСР2 - среднее удельное давление при сухих валках и со смазкой.
Результаты испытаний приведены в таблице.
Как видно из приведенных данных, применение предлагаемой смазки обеспечивает снижение удельного давления на валки до 32,5% при сокращении расхода смазки более чем в 3 раза.
Формула изобретения Применение отхода, полученного после многократной пропитки в эпоксидном компаунде обмоток высоковольтных электрических машин и им-эющего вязкость более 40 с при 75-85°С, в качестве технологической смазки для горячей обработки металлов давлением.
