1
(21)4712133/02
(22)28.06.89
(46) 23.10.91. Бюл. № 39
(71)Московский автомобильный завод им. И. А. Лихачева
(72)Г. П. Долотов, Г. Б. Петров, В. Т. Титов и Б. Ф. Денисов
(53)621.365.51(088.8)
(56)Платонов Б. П. Индукционные печи дая плавки чугуна. - М.: Машиностроение, 1976, с. 18, рис. 13.
Долотова Г. П. и Кондакова Е. А. Печи и сушилка литейного производства. М.: Машиностроение, 1984, с. 175, рис. 104.
(54)ИНДУКЦИОННАЯ КАНАЛЬНАЯ ПЕЧЬ
(57)Изобретение относится к металлургии и может найти применение в литейном производстве. Цель изобретения - повышение стойкости футеровки. Индукционная канальная печь содержит футерованный вертикальный корпус 1 в виде тела вращения с крышкой 2 и днищем 3, прикрепленные к последнему индукционные единицы 4, расположенные по разные стороны одного из диаметров корпуса, и размещенные со стороны боковой поверхности корпуса сообщенные каждый соединительным каналом 7 с его полостью заливочный 5 и сливной 6 сифоны, две цилиндрические обечайки 9 и 10 с одним заглушенным торцом 11 и футеровкой, заполняющей их внутреннюю полость, при этом обечайки расположены горизонтально на диаметрально противоположных сторонах корпуса 1 и скреплены с ним по периметру своего другого торца, а упомянутые соединительные каналы 7 сифонов выполнены в футеровке обечаек с расположением их продольных осей вдоль упомянутого диаметра днища, причем соединительные каналы имеют переменное сечение с расширением своего выходного участка относительного входного. 2 ил.
8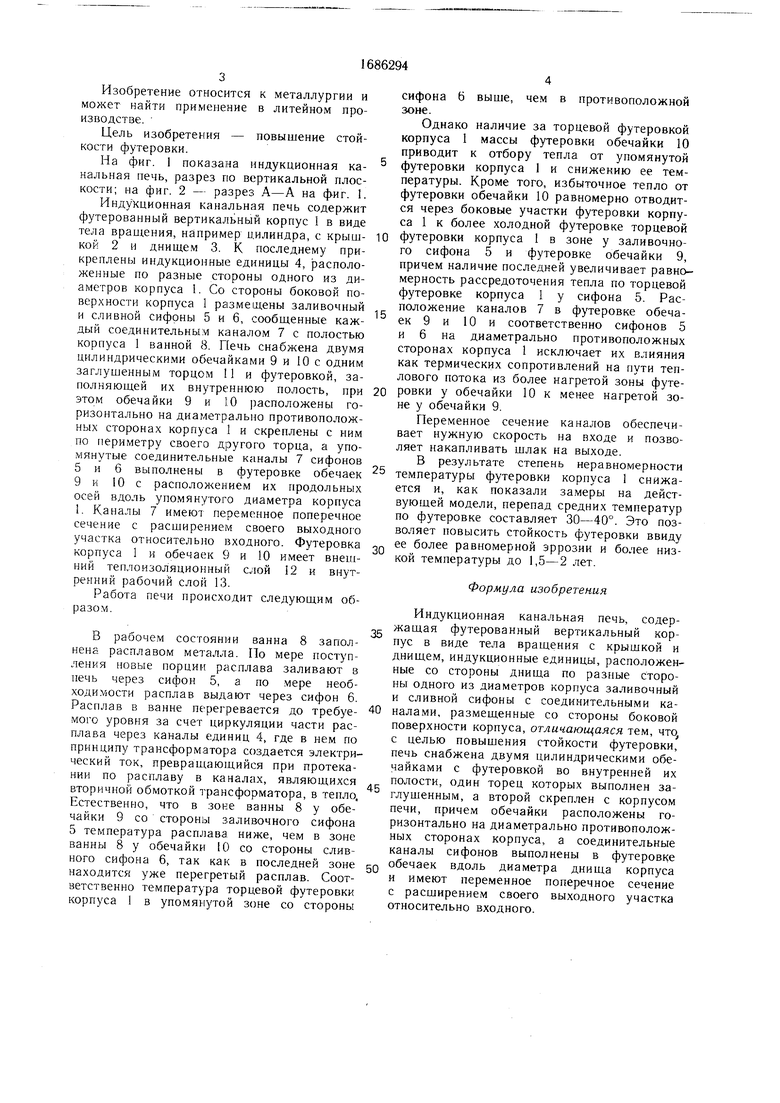
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОДОВЫЙ ЭЛЕКТРОД ДЛЯ ПОДВОДА ПОСТОЯННОГО ТОКА К ЖИДКОМУ МЕТАЛЛУ | 2011 |
|
RU2467521C1 |
| Плавильная канальная индукционная печь | 1979 |
|
SU857690A1 |
| ШАРОВАЯ БАРАБАННАЯ МЕЛЬНИЦА С КЛАССИФИЦИРУЮЩИМ РАЗГРУЗОЧНЫМ УСТРОЙСТВОМ | 2012 |
|
RU2498856C1 |
| Способ получения титансодержащих сплавов и устройство для его осуществления | 1990 |
|
SU1710584A1 |
| ВОДОГРЕЙНЫЙ КОТЕЛ | 2015 |
|
RU2591476C1 |
| ПЕЧЬ С ВРАЩАЮЩИМСЯ БАРАБАНОМ | 2016 |
|
RU2623158C1 |
| СПОСОБ МЕТАЛЛИРОВАНИЯ КРУПНОГАБАРИТНЫХ ЗАГОТОВОК В РЕАКТОРЕ УСТАНОВКИ ДЛЯ ОБЪЕМНОГО МЕТАЛЛИРОВАНИЯ, КОНСТРУКЦИЯ РЕАКТОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2665860C2 |
| Вращающаяся печь | 1981 |
|
SU1013714A1 |
| АГРЕГАТ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО И ШЛАКОВОГО РАСПЛАВОВ | 1999 |
|
RU2172456C1 |
| РЕАКТОР ТЕРМООКИСЛИТЕЛЬНОГО ПИРОЛИЗА УГЛЕВОДОРОДОВ | 1992 |
|
RU2044559C1 |

/J 9
1 ,1011
OS
оо
О5 ГС
ееЈъ
сифона 6 выше, чем в противоположной зоне.
Однако наличие за торцевой футеровкой корпуса 1 массы футеровки обечайки 10 приводит к отбору тепла от упомянутой 5 футеровки корпуса 1 и снижению ее температуры. Кроме того, избыточное тепло от футеровки обечайки 10 равномерно отводится через боковые участки футеровки корпуса 1 к более холодной футеровке торцевой
Изобретение относится к металлургии и может найти применение в литейном производстве.
Цель изобретения - повышение стойкости футеровки.
На фиг. 1 показана индукционная канальная печь, разрез по вертикальной плоскости; на фиг. 2 - разрез А-А на фиг. 1.
Индукционная канальная печь содержит футерованный вертикальный корпус 1 в виде тела вращения, например цилиндра, с крыш- 10 футеровки корпуса 1 в зоне у заливочно- кой 2 и днищем 3. К последнему при- го сифона 5 и футеровке обечайки 9, креплены индукционные единицы 4, располо- причем наличие последней увеличивает равно- жеиные по разные стороны одного из ди- мерность рассредоточения тепла по торцевой амегров корпуса 1. Со стороны боковой по- футеровке корпуса 1 у сифона 5. Рас- верхности корпуса 1 размещены заливочный в положение каналов 7 в футеровке обеча- и сливной сифоны 5 и 6, сообщенные каждый соединительный каналом 7 с полостью корпуса 1 ванной 8 Печь снабжена двумя цилиндрическими обечайками 9 и 10 с одним заглушенным торцом 11 и футеровкой, заполняющей их внутреннюю полость, при 20 ровки у обечайки 10 к менее нагретой зо- этом обечайки 9 и 10 расположены го- не у обечайки 9
ризонтально на диаметрально противополож-Переменное сечение каналов обеспечиных сторонах корпуса 1 и скреплены с ним вает нужную скорость на входе и позво- по периметру своего другого торца, а упо- ляет накапливать шлак на выходе, минутые соединительные каналы 7 сифоновВ результате степень неравномерности
5 и 6 выполнены в футеровке обечаек 25 температуры футеровки корпуса 1 снижа- 9 и 10 с расположением их продольных ется и, как показали замеры на деист- осей вдоль упомянутого диаметра корпуса вующей модели, перепад средних температур 1 Каналы 7 имеют переменное поперечное по футеровке составляет 30-40°. Это поз- сечсние с расширением своего выходною воляет повысить стойкость футеровки ввиду участка относительно входного. Футеровка Зл ее более равномерной эррозии и более низек 9 и 10 и соответственно сифонов 5 и 6 на диаметрально противоположных сторонах корпуса 1 исключает их влияния как термических сопротивлений на пути теплового потока из более нагретой зоны футекорпуса 1 и обечаек 9 и 10 имеет внешний теплоизоляционный слой 12 и внутренний рабочий слой 13.
Работа печи происходит следующим образом
В рабочем состоянии ванна 8 заполнена расплавом металла. По мере поступления новые порции расплава заливают з печь через сифон 5, а по мере необходимости расплав выдают через сифон 6.
кой температуры до 1,5-2 лет
Формула изобретения
Индукционная канальная печь, содер- жащая футерованный вертикальный корпус в виде тела вращения с крышкой и днищем, индукционные единицы, расположенные со стороны днища по разные стороны одного из диаметров корпуса заливочный и сливной сифоны с соединительными каРасплав в ванне перегревается до требуе- 40налами, размещенные со стороны боковой
мого уровня за счет циркуляции части рас-поверхности корпуса, отличающаяся тем, что,
плава через каналы единиц 4, где в нем пос целью повышения стойкости футеровки,
принципу трансформатора создается электри-печь снабжена двумя цилиндрическими обе- ческий ток, превращающийся при протекачайками с футеровкой во внутренней их полости, один торец которых выполнен заглушенным, а второй скреплен с корпусом печи, причем обечайки расположены горизонтально на диаметрально противоположных сторонах корпуса, а соединительные каналы сифонов выполнены в футеровке
нии по расплаву в каналах, являющихся .,. вторичной обмоткой трансформатора, в тепло. Естественно, что в зоне ванны 8 у обечайки 9 со стороно заливочного сифона 5 температура расплава ниже, чем в зоне ванны 8 у обечайки 10 со стороны сливчайками с футеровкой во внутренней их полости, один торец которых выполнен заглушенным, а второй скреплен с корпусом печи, причем обечайки расположены горизонтально на диаметрально противоположных сторонах корпуса, а соединительные каналы сифонов выполнены в футеровке
ного сифона 6, так как в последней зоне 50 обечаек вдоль диаметра днищакорпуса
находится уже перегретый расплав. Соот- и имеют переменное поперечноесечение
с расширением своего выходногоучастка относительно входного.
ветственно температура торцевой футеровки корпуса 1 в упомянутой зоне со стороны
сифона 6 выше, чем в противоположной зоне.
Однако наличие за торцевой футеровкой корпуса 1 массы футеровки обечайки 10 приводит к отбору тепла от упомянутой футеровки корпуса 1 и снижению ее температуры. Кроме того, избыточное тепло от футеровки обечайки 10 равномерно отводится через боковые участки футеровки корпуса 1 к более холодной футеровке торцевой
футеровки корпуса 1 в зоне у заливочно- го сифона 5 и футеровке обечайки 9, причем наличие последней увеличивает равно- мерность рассредоточения тепла по торцевой футеровке корпуса 1 у сифона 5. Рас- положение каналов 7 в футеровке обеча- ровки у обечайки 10 к менее нагретой зо- не у обечайки 9
футеровки корпуса 1 в зоне у заливочно- го сифона 5 и футеровке обечайки 9, причем наличие последней увеличивает равно- мерность рассредоточения тепла по торцевой футеровке корпуса 1 у сифона 5. Рас- положение каналов 7 в футеровке обеча- ровки у обечайки 10 к менее нагретой зо- не у обечайки 9
ек 9 и 10 и соответственно сифонов 5 и 6 на диаметрально противоположных сторонах корпуса 1 исключает их влияния как термических сопротивлений на пути теплового потока из более нагретой зоны футетемпературы футеровки корпуса 1 снижа- ется и, как показали замеры на деист- вующей модели, перепад средних температур по футеровке составляет 30-40°. Это поз- воляет повысить стойкость футеровки ввиду ее более равномерной эррозии и более низкой температуры до 1,5-2 лет
Формула изобретения
Индукционная канальная печь, содер- жащая футерованный вертикальный корпус в виде тела вращения с крышкой и днищем, индукционные единицы, расположенные со стороны днища по разные стороны одного из диаметров корпуса заливочный и сливной сифоны с соединительными капечь снабжена двумя цилиндрическими обе-
чайками с футеровкой во внутренней их полости, один торец которых выполнен заглушенным, а второй скреплен с корпусом печи, причем обечайки расположены горизонтально на диаметрально противоположных сторонах корпуса, а соединительные каналы сифонов выполнены в футеровке
обечаек вдоль диаметра днищакорпуса
1
/
Ю
7
Фиг.1
