v
Ё
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОГО ЛЕГИРОВАНИЯ СТАЛЬНЫХ ОТЛИВОК | 2014 |
|
RU2576386C1 |
| Способ заливки литейных форм | 1986 |
|
SU1411099A1 |
| СПОСОБ ФОРМОВКИ НА АВТОМАТИЧЕСКИХ ФОРМОВОЧНЫХ ЛИНИЯХ С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ ФОРМЫ | 2011 |
|
RU2532716C2 |
| Литейная форма | 1988 |
|
SU1553240A1 |
| Литейная форма | 1987 |
|
SU1470422A1 |
| ВЕРТИКАЛЬНО-ЩЕЛЕВАЯ ЛИТНИКОВАЯ СИСТЕМА | 1994 |
|
RU2056969C1 |
| Литниково-питающая система | 1988 |
|
SU1766589A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ СТАЛЬНЫХ ОТЛИВОК | 1992 |
|
RU2088372C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКЗОТЕРМИЧЕСКИХ И ИЗОЛЯЦИОННЫХ ВСТАВОК ЛИТНИКОВЫХ СИСТЕМ | 2012 |
|
RU2492960C1 |
Изобретение относится к литейному производству, в частности к конструкции литейной формы. Цель изобретения - повышение качества отливок и увеличение выхода годного. Литейная форма содержит литниковую систему, полость отливки, внутренние клиновые вставки. В зоне перехода от хвостовой части зуба к носовой установлена расплавляемая вставка на расстоянии до верхней и нижней рабочей поверхностей литейной полости, равном 0,125-0,15 максимальной толщины носовой части отливки при соотношении толщин верхней и нижней сторон клиновой вставки 0,6-0,8. Изобретение позволяет устранить трещины, крупно- зернистость в отливках. 1 ил., 1 табл.
Изобретение относится к литейному производству, в частности к производству, отливки зубьев ковша карьерного экскаватора из высокомарганцевой стали.
Целью изобретения является повышение качества отливок и увеличение выхода годного.
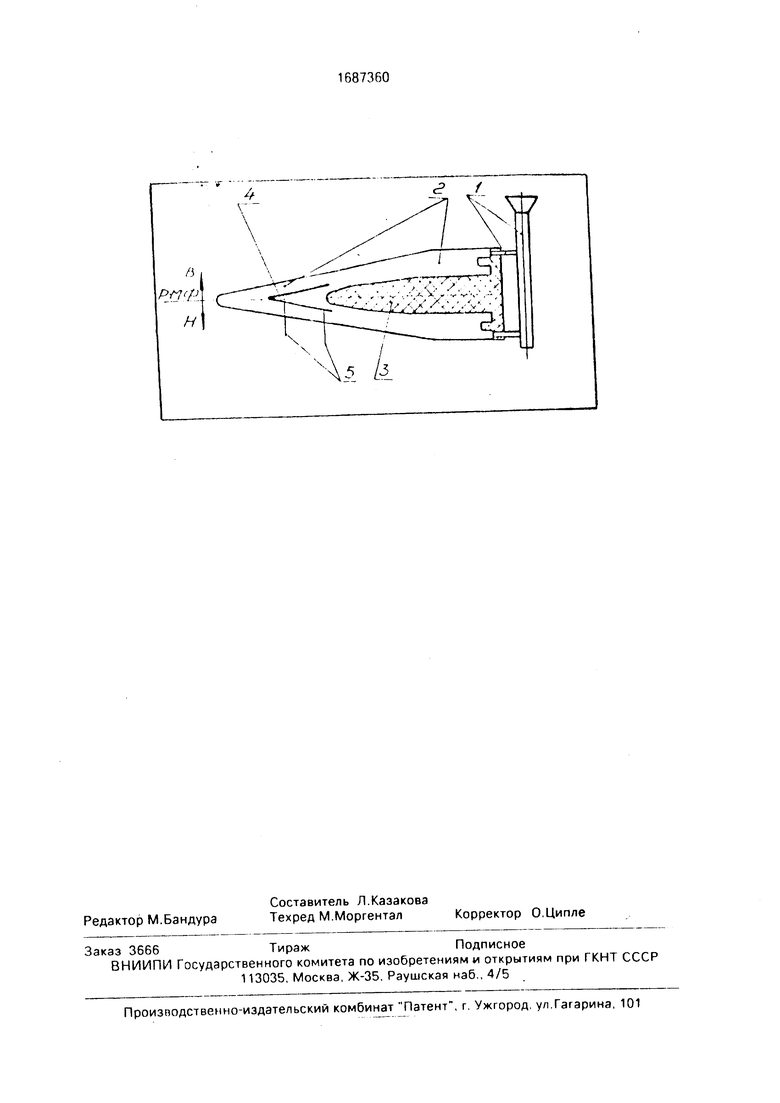
На чертеже представлена схема предлагаемой литейной формы.
Литейная форма состоит из литниковой системы 1, соединенной с полостью 2 литейной формы. В полости отливки установлен стержень 3 и клиновая вставка 4. Положение клиновой вставки в форме формируется с помощью установочных штырей 5.
Получение отливок с помощью предлагаемой литейной формы происходит следующим образом.
По литниковой системе 1 расплав подводится в литейную полость 2 через хвостовую часть отливки. Присутствие клиновой вставки в форме вызывает ускоренную кристаллизацию металла в зонах между сторо- HO -in клиновой вставки 4 и верхней и ни ей поверхности литейной формы, а также в зоне между верхней стороной клиновой вставки 4 и стержнем 3 В результате в этих участках, которые являются рабочими поверхностями отливки зуба ковша, формируются зоны металла с повышенной плотностью и мелкокристаллической структурой, а усадочная раковина оказывается локализованной а центре отливки внутри клиновой вставки. При этом в связи с тем, что клиновые вставки являются расплавляемыми, ускоренная кристаллизация в отличие от прототипа не сопровождается возникновеО 00 XJ GJ О О
нием сетки трещин. В связи с отсутствием прибылей удалось устранить дефекты отливки (трещины, крупнозернистость), связанные с перегревом отдельных зон отливки. Рабочие поверхности отливки имеют плотную мелкозернистую структуру и, соответственно, повышенную стойкость ударно-абразивному износу. Отсутствие массовой прибыли позволяет существенно повысить выход годного при производстве зубьев ковшей карьерного экскаватора.
Расположение клиновой вставки в зоне перехода от хвостовой части отливки к носовой необходимо, чтобы обеспечить ускоренную кристаллизацию металла как в поверхностных слоях отливки, так и в зоне между верхней стороной вставки и стержнем. В противном случае усадочная полость, формирующаяся в центре отливки, будет питаться расплавом из хвостовой части отливки и в последней образуется усадочная раковина. Если толщина нижней стороны клиновой вставки будет менее 0,6 толщины верхней стороны, то в нижней части отливки не произойдет образование плотного мелкозернистого слоя металла.
Если толщина нижней стороны клиновой вставки будет больше 0,8 толщины верхней стороны, то кристаллизация в нижней зоне отливки произойдет значительно быстрее, чем в верхней. Металл из верхней части отливки будет перемещаться для компенсации усадки нижней части отливки, В результате верхняя часть отливки будет поражена усадочными дефектами.
Опытно-промышленная проверка литейной формы проводилась в условиях литейногоцехаКингисеппскогоремонтно-механического завода. Отливались детали весом 130 кг. При заливке с применением известной формы в литейной форме расположена полость отливки и прибыли, подведенной к массивной части отливки. Масса прибыли составляет 60%
массы отливки. Температура заливки стали 110Г13Л - 1480°С. Температура плавления материала клиновой вставки 1120°С, что обеспечивает ее полное расплавление в
форме.
При заливке с использованием предлагаемой формы прибыли не устанавливались. Внутри формы расположена клиновая вставка. Для определения оптимального
расстояния от вставки до поверхности формы был отлит набор экспериментальных вставок, позволяющий вирьировать расстояния до верхней и нижней поверхности литейной полости от 30 до 70 мм (30, 40, 50, 60
и 70 мм). Кроме того, соотношение толщин сторон вставок изменяли от 0,5 до 0,9 (0,5; 0,6; 0,7; 0,8; 0,9). Масса вставки -450 г. Установка холодильников производилась непосредственно перед заливкой форм, перед их
накрытием и зачеканкой.
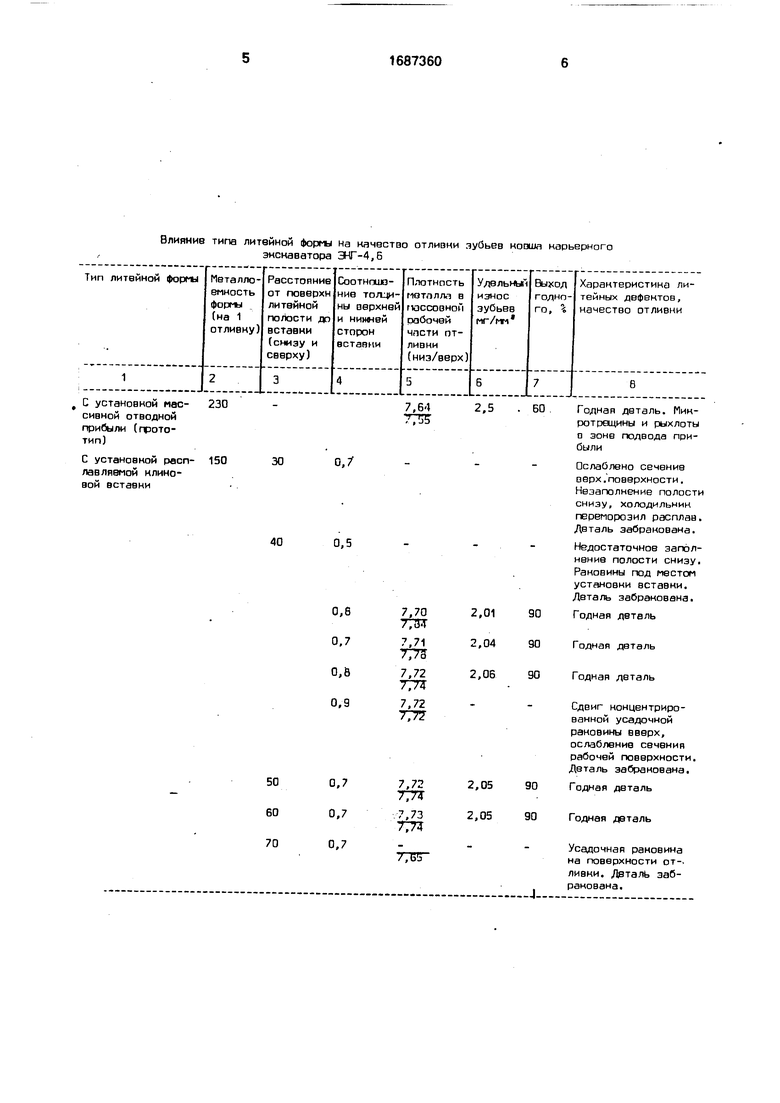
Результаты проведенных плавок и натурных испытаний приведены в таблице.
Как видно из приведенных данных, применение предлагаемой литейной формы поэволяет в сравнении с прототипом повысить качество металла в рабочей, части отливки, увеличить на 0,12-0,18 г/см3.
Формула изобретения Литейная форма для получения отливок
зубьев ковша экскаватора из высокомарганцевой стали, содержащая две полуформы, имеющие литниковую систему, полость отливки и внутреннюю клиновую вставку, о т- личающаяся тем, что, с целью повышения качества отливок и увеличения выхода годного, клиновая вставка выполнена из расплавляемого материала и установлена в зоне перехода от хвостовой части зуба к носовой на расстоянии до верхней и нижней
рабочей поверхности, равном 0,125-0,15 максимальной толщины носовой части отливки, при этом соотношение толщин верхней и нижней сторон клиновой вставки 0,6-0,8.
Влияние типа литейной формы на качество отливни зубьев ковша карьерного экскаватора ЭНГ-4,6
150
30
О,/
0,5
0,6 0,7 0,В 0.9
0,7 0,7 0,7
Ослаблено сечение верх . поверхности. Неэаполнение полости снизу, холодильник переморозил расплав. Деталь забракована.
Недостаточное заполнение полости снизу. Раковины под местом установки вставки. Деталь забракована.
2,01 90 Годная деталь
Сдвиг концентрированной усадочной раковины вверх, ослабление сечения рабочей поверхности. Деталь забракована.
Усадочная раковина на поверхности от-, ливни. Деталь забракована.
4
/3
Ptff/j И
. ;
+ v s- .. -, « -.- ,- .(
| Михайлов A.M., Сарлин М.К | |||
| и др | |||
| Повышение износостойкости рабочей поверхности зубьев ковшей экскаваторов | |||
| - Литейное производство, 1970, Ns 10, с.9-11, рис | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
