Изобретение относится к сварочным материалам, а именно электродам для ручной электродуговой сварки, и может быть использовано для сварки выco прочных закаливающихся сталей во многих отраслях современной промышленности (машиностроении, судостроении, химическом и нефтехимическом машиностроении, оборонной технике и др.).
Целью изобретения является повышение прочностных и пластических свойств металла шва
Дополнительное леп оование металла шва марганцем при введении его в покрытие электродов с сердечником из стали ОЗХ13Н8М2ГСТ в предложенных пределах позволяет с учетом содержаниедругих легирующих элементов в шве обеспечить следующее соотношение фазовых составляющих, мас.%: остаточный аустенит 6-12, дельта- феррит 3-6, низкоуглеродистый мартенсит - остальное. При этом обеспечивается сочетание высоких прочностных и пластических свойств металла шва.
Выбранное соотношение остальных компонентов покрытия обеспечивает хорошие сварочно-технологические свойства электродов и технологичность их в изготовлении.
Оксид титана, вводимый в состав покрытия электрода в основном в виде рутило- вого концентрата, предназначен для обеспечения металлургических процессов сварки и сварочно-технологических свойств. Частичная замена рутила на порошкообразную двуокись титана(в указанО
00 Ю
о о
VI
них в описании гфеделах) позволяет улучшить технологичность изготовления электродов и увеличить стойкость электродного покрытия против растрескивания при высокотемпературной прокалке.
Для оценки механических свойств металла tuna были изготовлены методом оп- рессопки опытные электроды с сердечником из стали ОЗХ13Н8М2ГСТ 4 мм
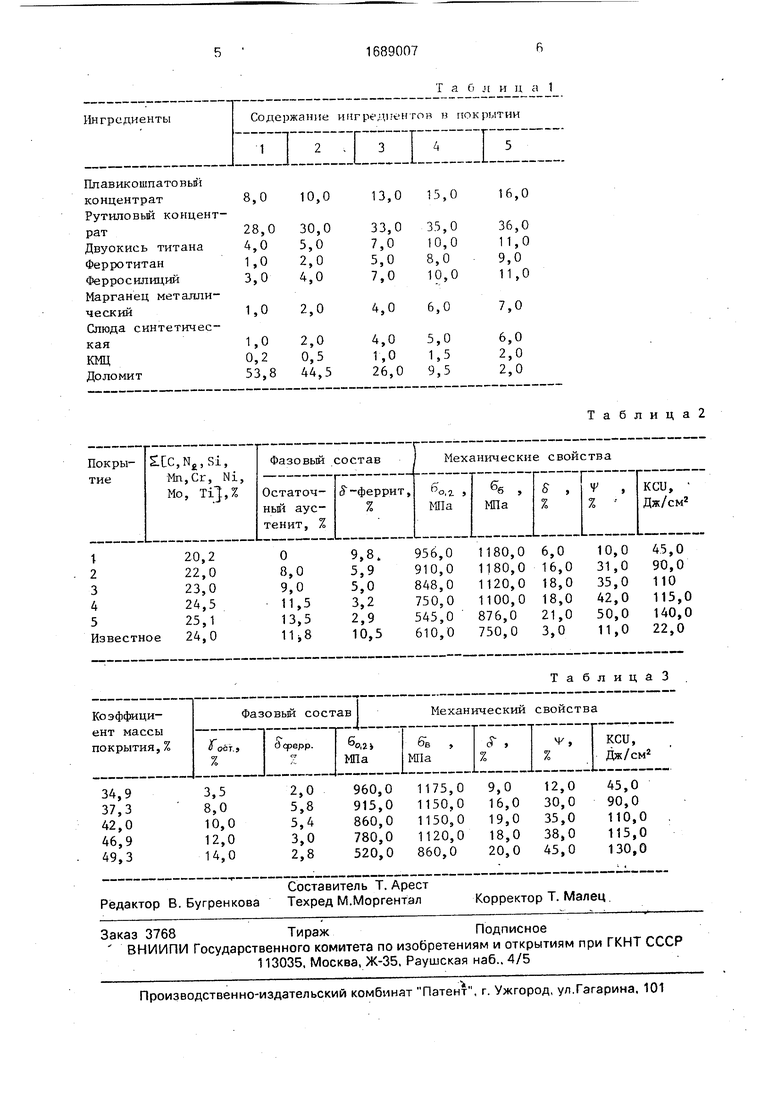
Состав покрытия опытных электродов представлен в табл. 1.
Опытными электродами сваривают без подогрева соединения стали 15Х2Н4МДА толщиной АО мм. Качество сварных соединении в состоянии после сварки оценивают металлографическим анализом, а также оп- ррдрлением механических свойств образ- ц о п. вырезанных из металла шва. Результаты испытаний приведены в табл. 2.
Полученные результаты подтверждают бла опрпчтное действие марганца металлического на прочностные и пластические свойства металла шва при его содержании в электродном покрытии и пределах 2,0-6,0 мае % Увеличение количества марганца, вводимого з покрытие свыше 6 мас.%, приводи: к разупрочнению металла шва, а уменьшение его количества менее 2,0 мае УЗ - к его охрупчиванию за счет откло- нония от оптимального фазового состава.
Как следует из табл. 2. сумма массовых долей легирующих элементов в металле шва при этом не должна быть ниже 22.0 мас.% и превышать 24,5 мас.%. Нарушение этих пределов ведет либо к потере пластических свойслв шва либо к его разупрочнению.
Были также изготовлены опытные элек- троды на стержнях из проволоки типа ОЗХ13И8М2ГСТ диаметром 4 мм с различными коэффициентами массы покрытия. Опытными электродами сваривают без подогрева и термообработки соединения стали 15Х2Н4МДА толщиной 40 мм. Из металла шва изготавливают образцы для оценки механических свойств, рентгеноспектрально- го и ренттенострукторного анализа, шлифы для металлографических исследований. Результаты исследования влияния коэффициента массы покрытия на фазовый состав и механические свойства приведены в табл.3.
Полученные результаты показывают, что изменение коэффициента массы покрытия в пределах 34,9-49,3% существенно влияет на фазовое соотношение, механические свойства при этом также изменяются. Установлено, что электроды исследуемого типа обеспечивают металл шва с механическими
свойствами на требуемом уровне при коэффициенте массы покрытия в пределах 37,3- 46,9%.
Увеличение значения коэффициента массы покрытия приводит к увеличению
массовой доли остаточного аустенита ( у0ст) и снижению дельтаферрита ( йферр ), уровень прочностных характеристик металла шва резко снижается. Уменьшение значения коэффициента приводит к упрочнению
металла шва и потере им пластических свойств, при этом уменьшается массовая доля остаточного аустенита и дельта-феррита. Наиболее приемлемыми механическими свойствами и оптимальным фазовым составом обладает металл шва, выполненный электродами с коэффициентом массы покрытия равным 42,0 мас.%.
Таким образом,электроды обеспечивают удовлетворительные сварочно-технологические свойства при сварке, а также комплекс механических свойств на уровне основного металла.
Формула изобретения Сварочный электрод для сварки без подогрева и термообработки низко- и средне- легированныхвысокопрочных
закаливающихся сталей, состоящий из стального металлического стержня, покрытия, содержащего карбонат щелочно-земельного металла, плавикошпатовый концентрат, рутиловый концентрат, ферро- титан, марганец, ферросилиций,синтетическую слюду, карбоксиметилцеллюлозу,отличающийся тем, что, с целью повышения
прочностных пластических свойств металла шва, металлический стержень выполнен из проволоки ев ОЗХ13Н8М2ГСТ, состав покрытия дополнительно содержит двуокись титана, а в качестве карбоната щелочноземельного металла введен доломит, при следующем соотношении компонентов, мас.%: плавикошпатовый концентрат 10-15; рутиловый концентрат 30-35; двуокись титана 5-10; марганец 2-6; ферротитан 2-8; ферросилиций 4-10; синтетическая слюда 2-5; кар- боксиметилцеллюлоза 0,5-1,5; доломит остальное, при этом коэффициент массы покрытия составляет 37,3-46,9%.
Таблица2
| название | год | авторы | номер документа |
|---|---|---|---|
| Электрод для сварки высокопрочных сталей | 1989 |
|
SU1785860A1 |
| ЛЕГИРОВАННЫЙ ЭЛЕКТРОД ДЛЯ СВАРКИ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ | 2008 |
|
RU2398666C2 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ | 2013 |
|
RU2530215C1 |
| Керамический флюс для механизированной сварки высокопрочных сталей | 1990 |
|
SU1692794A1 |
| Сварочный электрод | 1990 |
|
SU1754381A1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ПЕРЛИТНЫХ СТАЛЕЙ | 2010 |
|
RU2428291C1 |
| СОСТАВ ШИХТЫ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1995 |
|
RU2071895C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2015 |
|
RU2595077C2 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ХЛАДОСТОЙКИХ НИЗКОЛЕГИРОВАННЫХ ТРУБНЫХ СТАЛЕЙ КАТЕГОРИИ К60, Х70 | 2008 |
|
RU2383419C1 |
| СРЕДНЕЛЕГИРОВАННЫЙ ЭЛЕКТРОД ДЛЯ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 2007 |
|
RU2349434C2 |
Изобретение относится к сварочным материалам, а именно к электродам для ручной электродуговой сварки высокопрочных закаливающихся сталей без подогрева и термообработки. Цель изобретения - повышение прочностных и пластических свойств металла шва. Электрод состоит из стержня, выполненного из сварочной проволоки Св ОЗХ13Н8М2ТСТ. и покрытия основного типа. Покрытие содержит, мас.%: плавиковошпатовый концентрат 10-15, ру- тиловый концентрат 30-35; двуокись титана 5-10; ферротитан 2-8; ферросилиций 4-10; слюда синтетическая 2-5; КМЦ 0,5-1,5; марганец металлический 2-6; доломит - остальное. Электрод обеспечивает сумму содержаний легирующих элементов в металле шва, таких, как марганец, кремний, хром, никель, титан, молибден, в пределах 22,0-24,5%. При этом коэффициент массы покрытия электродов составляет 37,3- 46,9%. Зтабл. сл
| СВАРОЧНЫЙ ЭЛЕКТРОД | 0 |
|
SU369999A1 |
| Авторское свидетельство СССР № 1594821 | |||
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
