В состав устройства входят также пе реносные чехлы 9, выполненные в виде, например, листовой резины, зафиксированной каркасом 10, и оснащенные для активного термоса сетчатыми нагревателями 11 и кронштейнами 12, несущими гибкие токосъемники 13, которые в рабочем положении контактируют с вертикальными троллейными шинами 14.
Индукторы оснащаются плоскими элек- тромагнитными катушками 15 для повышенно равномерности температуры по длине разогреваемого изделия 16.
Устройство для тепловой обработки железобетонных конструкций и изделий, на пример шпал, работает следующим образом.
Изделие 16 после формования ставят на передаточную тележку 5 так, что центр тя Формы с изделием совпадает с центром тележки, по обеим сторонам которой консольно выступают части формы С верхнего изделия, прошедшего теплов1 ю обработку, снимают чехол 9 и ставят его на изделие, установленное на тележку 5.
Тележку с изделием задвигают в зону разогрева. После этого на изделие надвига ют индукторы 1 и 2 на каретках 3 и 4. На индукторы 1 и 2 и плоские катушки 15 под ают напряжение и разогревают бетон изде лия до заданной температуры. Далее индукторы 1 и 2 разводят через торцовые проемы в колоннах бис помощью гидро подьемника 8 изделие 16 вводят в состав штабеля путем подвески его на стойки 7 с отсекателями. При этом нагреватели 11 чех ла 9 подключаются на напряжение верти кальных троллейных шин 14 с помощью гибких токосъемников 13. закрепленных на кронштейнах 12 каркаса 10 чехлов 9. Прой дя всю высоту штабеля, изделие приобретает распалубочную прочность, и его отправляют на распалубку. При нарушении ритма работы механизма транспортиров ния с троллеев 13 колонн 6 снимают нэпря жение.
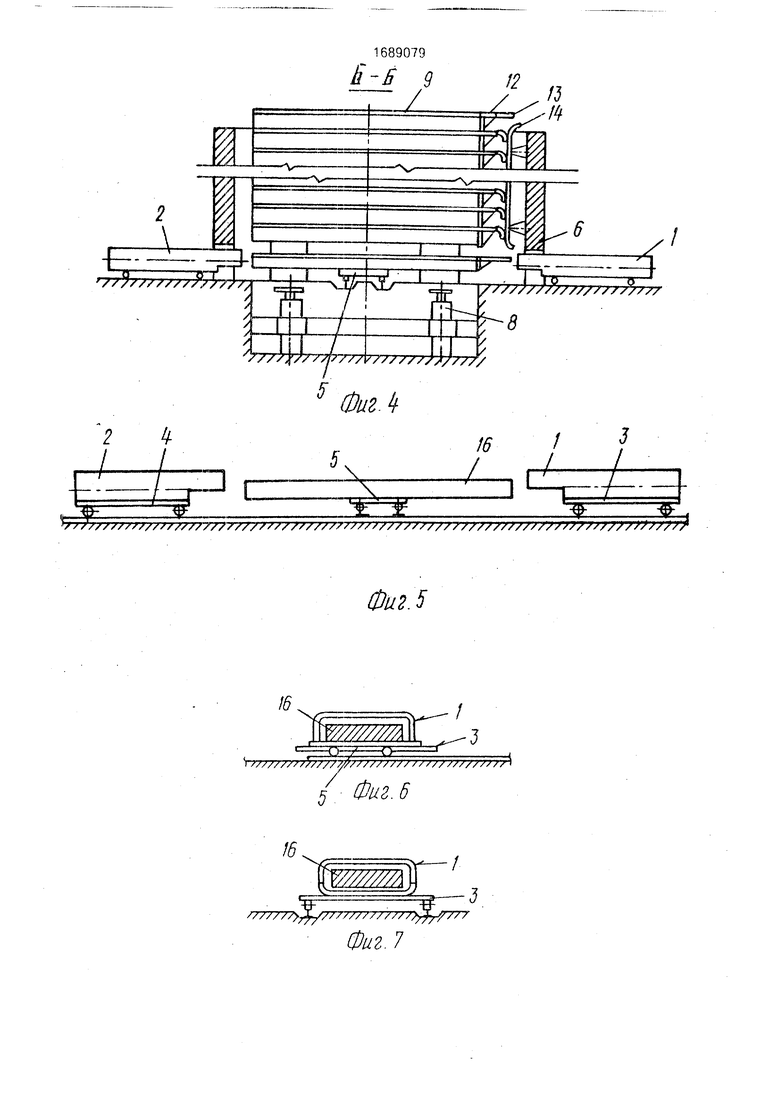
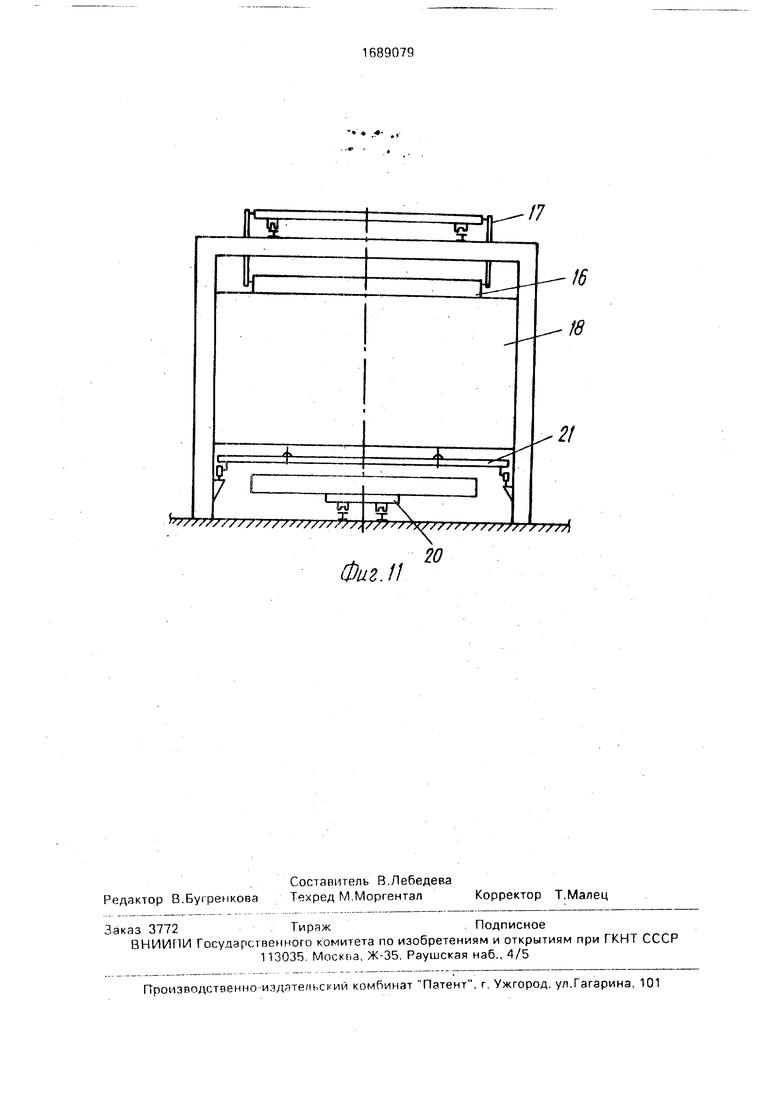
С помощью верхней передаточной те лежки 17 передают изделие 16 с чехлом 9 на пакетировщик-снижатель 18 со своим отсе кателем пакета. Гидроподьемником 19 нижнее остывшее изделие опускают на тележку 20. С помощью нижней передаточной тележки 21 чехол 9 с остывшего изделия пере носят на свежео тформованное изделие в зоне нагрева, где размещены индукторы 2
Индукторы 2 надвигают на изделие г чехлом и осуществляют его разогрев. Ос тывшее изделие на тележке 20 откатывают
в зону распалубки, а тележку 20 возвращают в зону пакетировщика снижагеля 18.
Таким образом и в режиме остывания изделия находятся под чехлами, что исключает интенсивное испарение влаги и возможное при этом трещинообрэзование. Сами чехлы совершают кольцевое движение - замкнутый цикл движения в зонах разогрева, термоса и остывания.
0Изобретение позволяет улучшить эксплуатационные характеристики и обеспечить более удобное обслуживание, при отсутствии балластных потребителей тепла (тележек, рельсов); компактности индукто5 ров и минимальных воздушных зазоров с более высоким КПД индукторов и меньшей энергоемкостью
Устройство обеспечивает более высокие скорость и равномерность разогрева из0 делий. более высокий коэффициент полезного использования производственных площадей
Формула изобретения
1. Устройство для тепловой обработки
5 железобетонных конструкций и изделий,содержащее механизм транспортирования форм с изделиями в виде гидроподъемника, направляющих стоек с отсекателями и опорных колонн с торцовыми и фасадными про0 емами, передаточную тележку для подачи форм с изделиями в зону подъема и источник тепловой энергии, отличающееся тем, что, с целью интенсификации тепловой обработки и снижения энергоемкости, ис5 точник тепловой энергии выполнен в виде пары соленоидных индукторов, оснащенных каретками и расположенных у торцовых проемов опорных колонн причем концы индукторов, стыкующиеся в средней зоне пе0 редаточной тележки, выполнены со ступенчатым вырезом, рапным половине ее длины.
2Устройство по п 1.отличаю щее- с я тем, что концы индукторов со ступенча5 тым вырезом оснащены плоскими электромагнитными катушка м и.
3Устройство по гт 1 отличающее- с я тем что формы снабжены съемными теплозащитными челами выполненными
0 в виде жесткого каркаса, несущего теплозащитное водо и паронепроницаемое резиновое покрытие
4Устройство по п 1. о т л и ч а ю щ е е- с я тем. что теплозащитные чехлы снабжены
5 сетчатыми нагревателями и кронштейнами с упругими токосъемниками а одна из опорных килонн моланизмл транспортирования снабжена перин-альм г-41 грол -; чимыми шинами.
I
16A
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАКЕТИРОВЩИК ШПАЛ ЗВЕНОСБОРОЧНОЙ ЛИНИИ | 2011 |
|
RU2497998C2 |
| Технологическая линия для изготовления строительных изделий | 1986 |
|
SU1426801A1 |
| Вертикальная пропарочная камера | 1985 |
|
SU1278226A1 |
| Камера для тепловлажностной обработки изделий из бетонных смесей | 1987 |
|
SU1463492A1 |
| Конвейерная установка для изготовления длинномерных железобетонных изделий | 1981 |
|
SU1000275A1 |
| Агрегат прерывно-поточного производства строительных изделий | 1980 |
|
SU998118A1 |
| ПОЖАРОВЗРЫВОЗАЩИЩЕННОЕ ТОКОСЪЕМНОЕ УСТРОЙСТВО ТРОЛЛЕЙНОЙ СИСТЕМЫ ЭЛЕКТРОПИТАНИЯ ТРАНСПОРТНЫХ СРЕДСТВ | 2012 |
|
RU2533375C2 |
| Устройство для тепловой обработки железобетонных шпал | 1975 |
|
SU558024A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2004 |
|
RU2267380C1 |
| Конвейерная линия для изготовления строительных изделий автоклавного твердения | 1977 |
|
SU982277A1 |
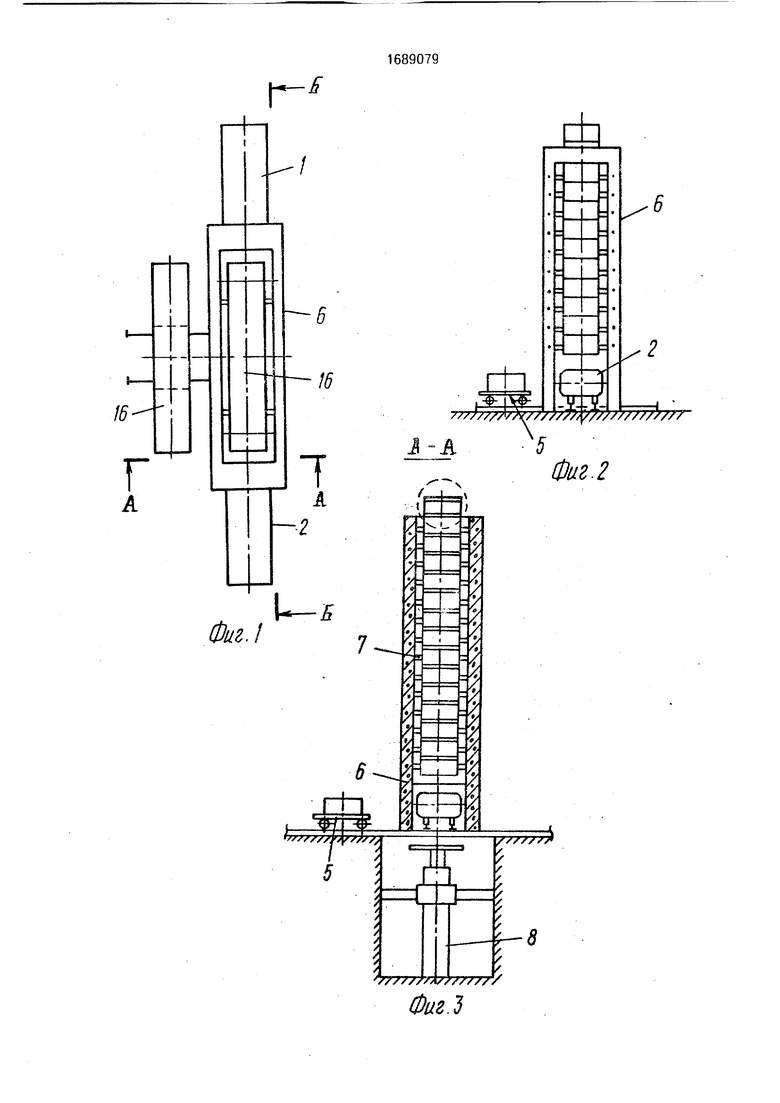
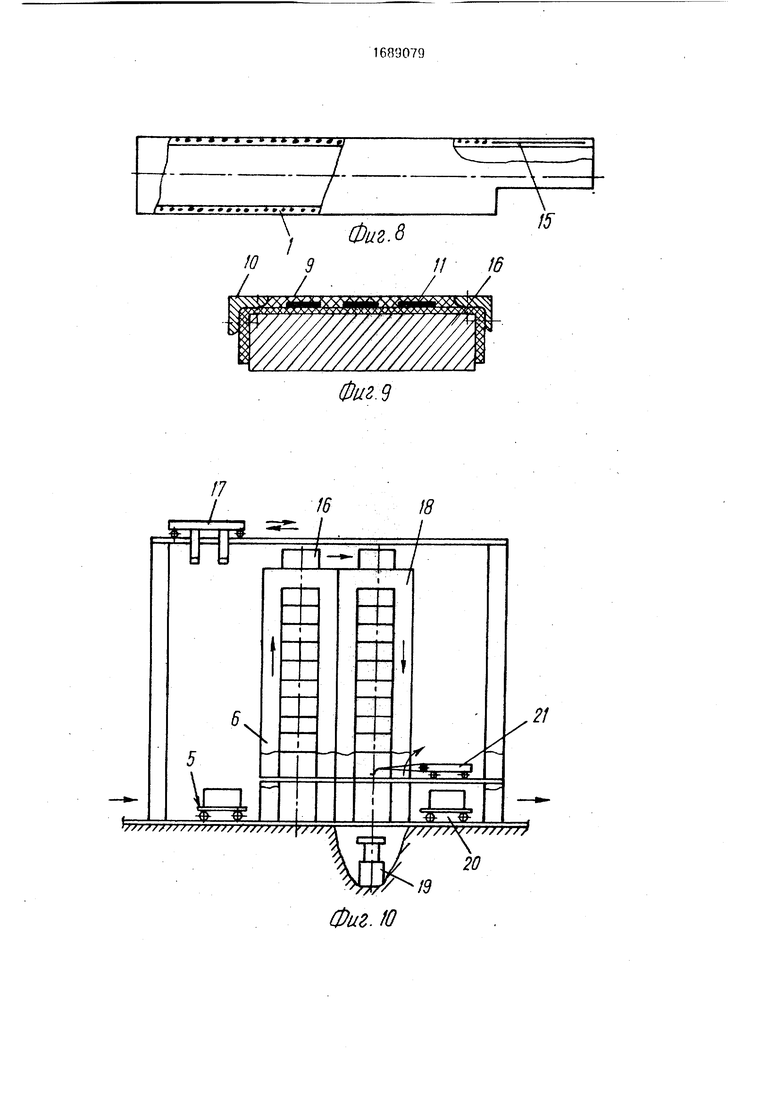
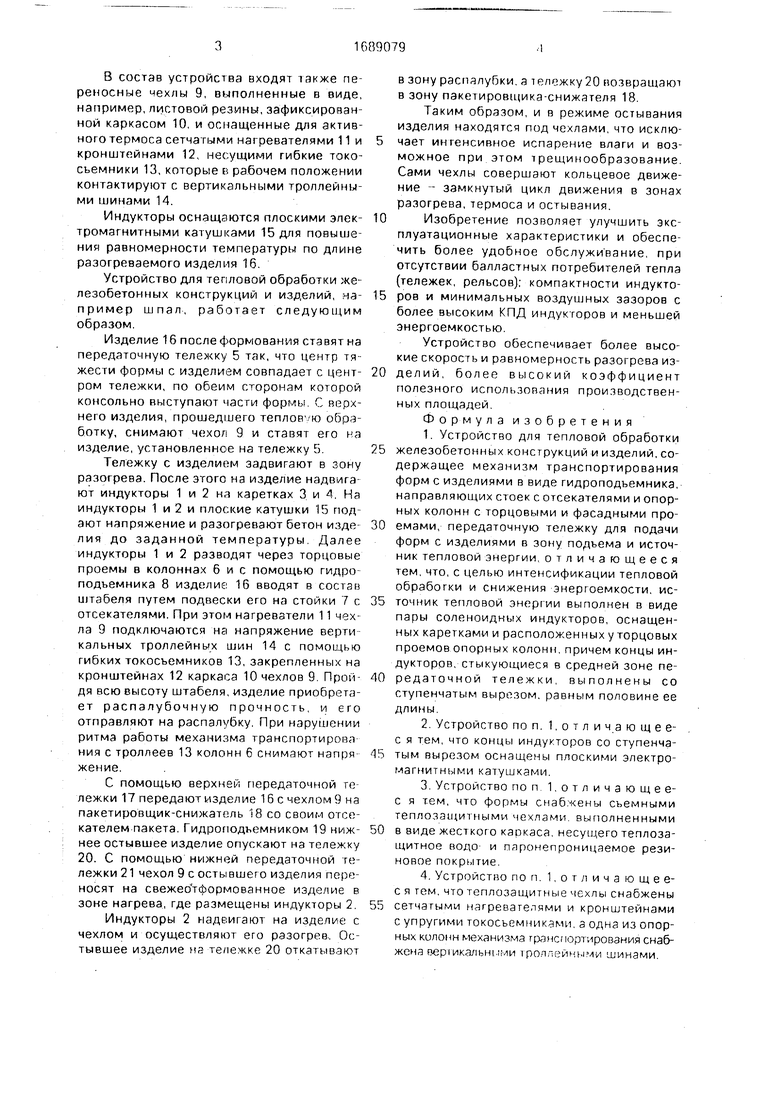
Изобретение относится к производству железобетонных конструкций и изделий и может быть использовано для термообработки железобетонных шпал, свай, настилов. Цель изобретения - интенсификация тепловой обработки и снижение энергоемкости. Устройство для тепловой обработки железобетонных конструкций и изделий соИзобретение относится к производству железобетонных конструкций и изделий и может быть использовано для термообработки железобетонных шпал, свай, насти лов и т.п. Цель изобретения - интенсификация тепловой обработки и снижение энергоемкости. На фиг. 1 представлено устройство, вид сбоку; на фиг. 2 - то же, поперечный разрез; на фиг 3 - разрез А-А на фиг. 1, на фиг. 4 2 держит механизм транспортирования форм с изделиями в виде гидроподъемника, направляющих стоек с отсекателями и опорных колонн с торцовыми и фасадным проемами, передаточную тележку для подачи форм с изделиями в зону подьема и источник тепловой энергии, который выполнен в виде пары соленоидных индукторов, оснащенных каретками и расположенных у торцовых проемов опорных колонн, причем концы индукторов, стыкующиеся в средней зоне передаточной тележки, выполнены со ступенчатым вырезом, равным половине ее длины. Концы индукторов со ступенчатым вырезом оснащены плоской электромагнитной катушкой. Формы снабжены съемными теплозащитными чехлами, выполненными в виде жесткого каркаса, несущего теплозащитное водо- и паронепроницаемое резиновое покрытие. Теплозащитные чехлы снабжены сетчатыми нагревателями и кронштейнами с гибкоупругими токосъемниками, а одна из колонн механизма транспортирования снабжена вертикальными троллейными шинами. 3 з.п. ф-лы, Т1 ил. разрез Б-Б на фиг. 1; на фиг. 5 - источник тепловой энергии; на фиг. 6 и 7 - то же, поперечные разрезы, на фиг. 8 - конструкция индуктора; на фиг. 9 - формы изделия с чехлом, поперечный разрез; на фиг. 10 и 11 - зона остывания устройства. В состав устройства входят индукторы 1 и 2 на каретках 3 и 4 и передаточная тележка 5, механизм транспортирования в виде колонн 6 и стоек 7 с отсекателями и гидроподъемником 8. О 00 Ч) о V4 О
Фиг.З
CjJ
t
«ч
1
ч
Фигд
Фиг. Ю
JS
Фиг./f
17
20
| ВСЕСОЮЗНАЯ nATfHTHO-ILKil^i'iE^'HAflБИБЛИОТЕКАС. Г. Романовский | 0 |
|
SU341653A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Марьямов Н.Б | |||
| Тепловая обработка изделий на заводах сборного железобетона | |||
| М.: Стройиздат, 1970, с | |||
| Станок для изготовления из дерева круглых палочек | 1915 |
|
SU207A1 |
