Изобретение относится к оснастке для переработки пластмасс в изделия, в частности к литьевым формам.
Целью изобретения является повышение надежности работы узла
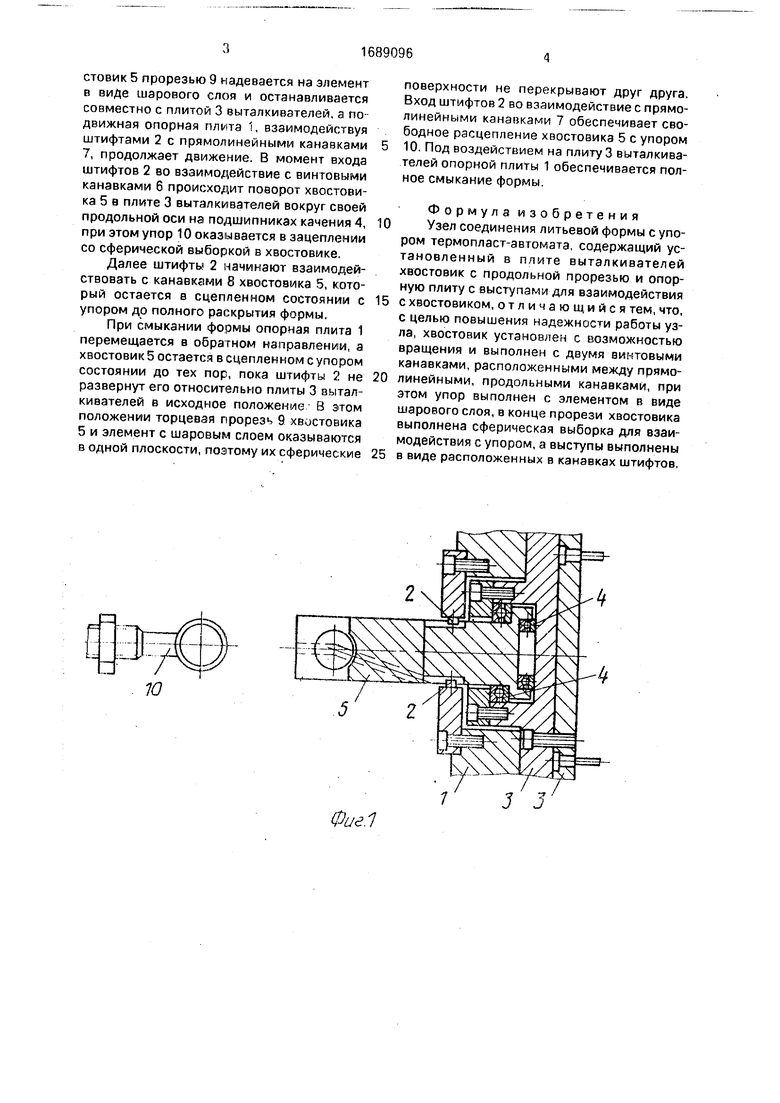
На фиг. 1 изображен узел до соединения с упором термопласт-автомата; на фиг.
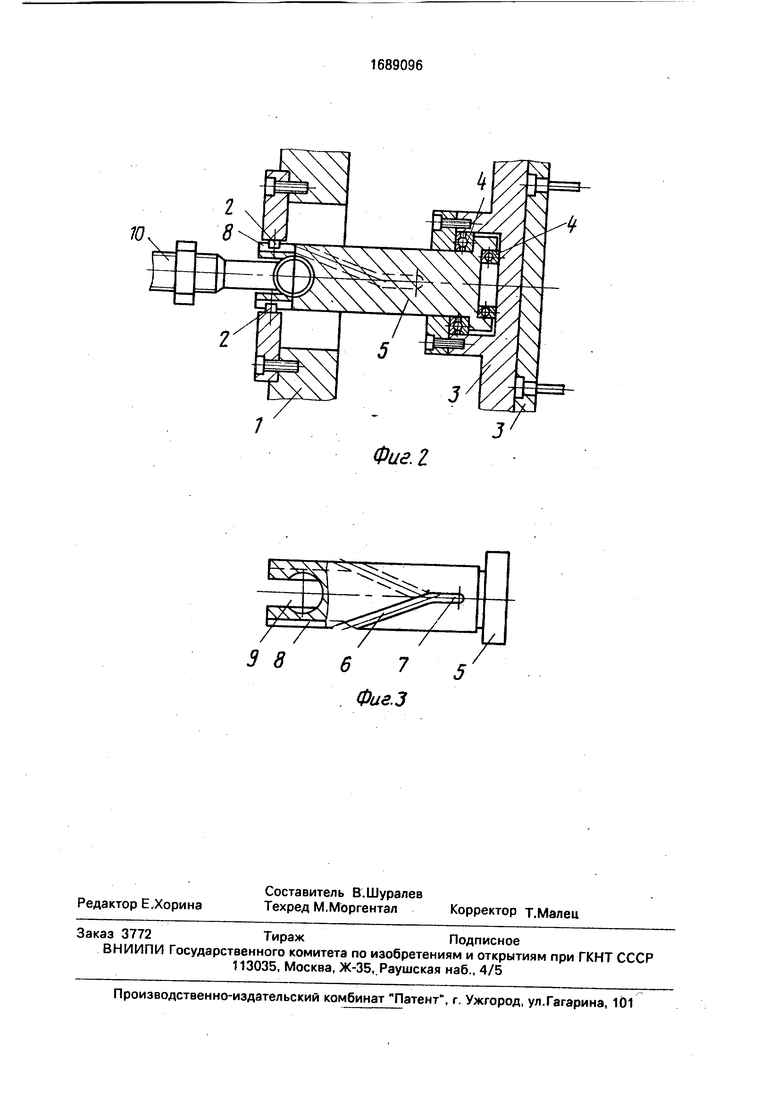
2- то же, момент соединения с упором; на фиг. 3 показан хвостовик с канавками.
Узел соединения литьевой формы с упором термопласт-автомата содержит жестко закрепленные в подвижной опорной плите 1 формы штифты 2 и установленный в плите
3выталкивателей на подшипниках качения
4хвостовик 5 имеющий выполненные на нем две винтовые канавки 6, расположенные между прямолинейными продольными канавками 7 8 и продол ную осевую про
резь 9 на обращенном к упору термопласт- автомата торце. Канавки 7, находящиеся со стороны плиты 3 выталкиватепей, расположены в одной с прорезью Г плоскости, а противолежащие им канавки с параллельно ей.
Винтовые участки представляют собой часть, меньшую половины витка, расположенную вдоль хвостовика между параллельными его оси прямолинейными канавками 7 и 8. Штифты 2 размещены в канавках хвостовиков 5, а в конце прорези 9 выполнено сферическая зыборка для взаимодействия с выполненным на упоре 10 элементом в виде шарового слоя
Узел работает следующим образом.
При раскрытии формы и перемещении ее подвижной части в сторону упора 10 хвоО 00
ю о чэ
сь
стовик 5 прорезью 9 надевается на элемент в виде шарового слоя и останавливается совместно с плитой 3 выталкивателей, а подвижная опорная плита 1, взаимодействуя штифтами 2 с прямолинейными канавками 7, продолжает движение. В момент входа штифтов 2 во взаимодействие с винтовыми канавками 6 происходит поворот хвостови- ка 5 в плите 3 выталкивателей вокруг своей продольной оси на подшипниках качения 4, при этом упор 10 оказывается в зацеплении со сферической выборкой в хвостовике.
Далее штифты 2 начинают взаимодействовать с канавками 8 хвостовика 5, который остается в сцепленном состоянии с упором до полного раскрытия формы.
При смыкании формы опорная плита 1 перемещается в обратном направлении, а хвостовик 5 остается в сцепленном с упором состоянии до тех пор, пока штифты 2 не развернут его относительно плиты 3 выталкивателей в исходное положение В этом положении торцевая прорезь 9 хвостовика 5 и элемент с шаровым слоем оказываются в одной плоскости, поэтому их сферические
поверхности не перекрывают друг друга. Вход штифтов 2 во взаимодействие с прямолинейными канавками 7 обеспечивает свободное расцепление хвостовика 5 с упором 10. Под воздействием на плиту 3 выталкивателей опорной плиты 1 обеспечивается полное смыкание формы.
Формула изобретения Узел соединения литьевой формы с упором термопласт-автомата, содержащий установленный в плите выталкивателей хвостовик с продольной прорезью и опорную плиту с выступами для взаимодействия с хвостовиком, отличающийся тем, что, с целью повышения надежности работы узла, хвостовик установлен с возможностью вращения и выполнен с двумя винтовыми канавками, расположенными между прямолинейными, продольными канавками, при этом упор выполнен с элементом в виде шарового слоя, в конце прорези хвостовика выполнена сферическая выборка для взаимодействия с упором, а выступы выполнены в виде расположенных в канавках штифтов.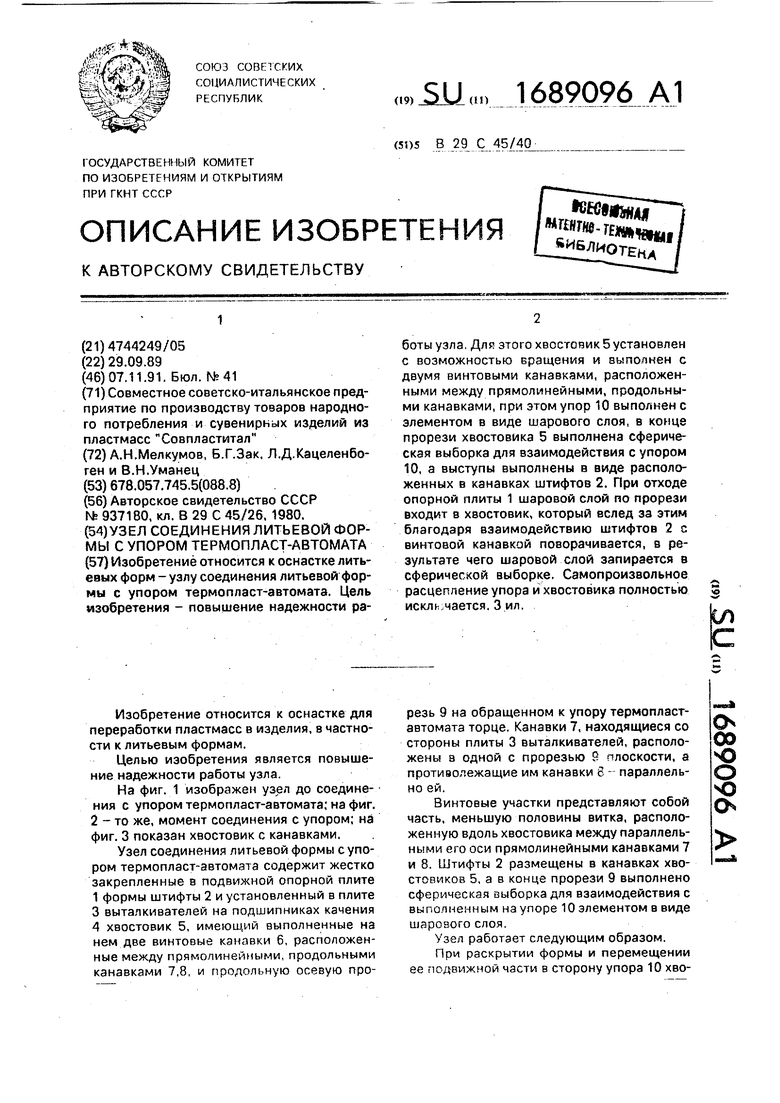
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел соединения литьевой формы с упором термопластавтомата | 1980 |
|
SU937180A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1986 |
|
SU1388317A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1985 |
|
SU1326435A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1985 |
|
SU1303430A1 |
| Литьевая форма | 1981 |
|
SU958112A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1987 |
|
SU1509266A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1781066A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2011523C1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1359146A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С ПОДНУТРЕНИЯМИ | 1991 |
|
RU2015904C1 |
Изобретение относится к оснастке литьевых форм - узлу соединения литьевой формы с упором термопласт-автомата. Цель изобретения - повышение надежности работы узла. Для этого хвостовик 5 установлен с возможностью вращения и выполнен с двумя винтовыми канавками, расположенными между прямолинейными, продольными канавками, при этом упор 10 выполнен с элементом в виде шарового слоя, в конце прорези хвостовика 5 выполнена сферическая выборка для взаимодействия с упором 10, а выступы выполнены в виде расположенных в канавках штифтов 2. При отходе опорной плиты 1 шаровой слой по прорези входит в хвостовик, который вслед за этим благодаря взаимодействию штифтов 2 с винтовой канавкой поворачивается, в результате чего шаровой слой запирается в сферической выборке. Самопроизвольное расцепление упора и хвостовика полностью искли чается. 3 ил.
С
Фие1
4
J J
Фиг. 2
| Узел соединения литьевой формы с упором термопластавтомата | 1980 |
|
SU937180A1 |
| кл | |||
| Солесос | 1922 |
|
SU29A1 |
