Изобретение относится к обработке металлов давлением и может быть использовано при производстве сортовых холод- ногнутых профилей проката.
Целью изобретения является повышение качества за счет исключения трещинообразования при поштучном профилировании уголков.
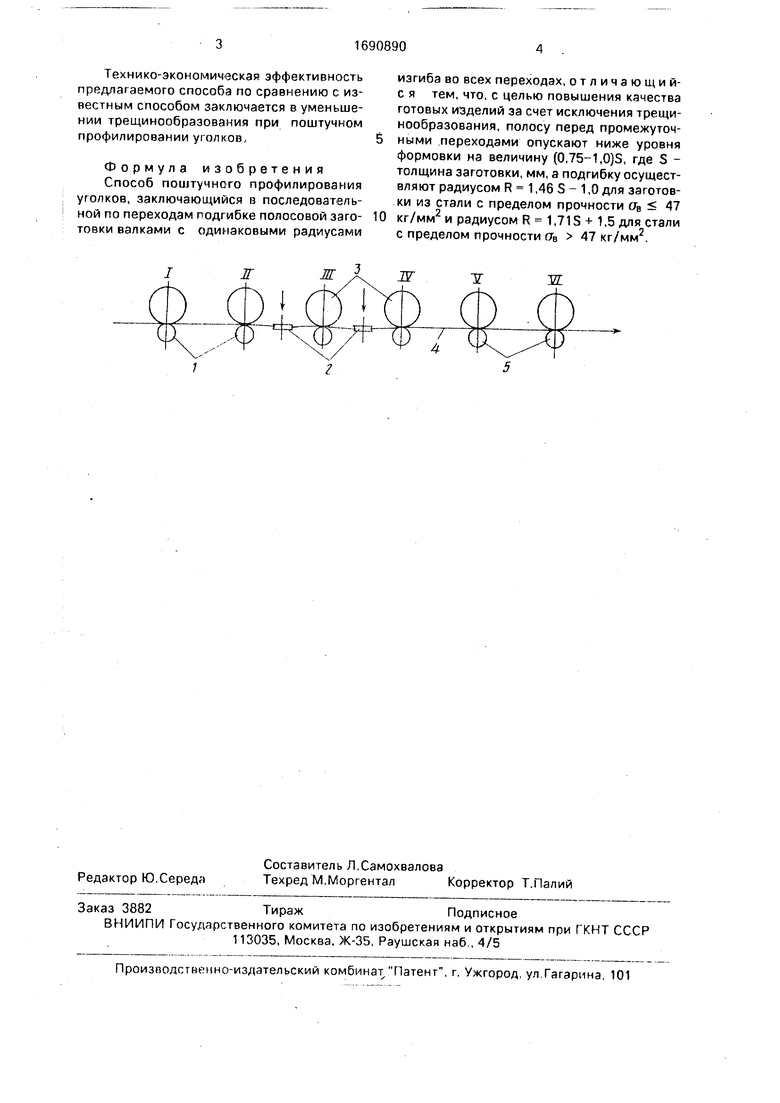
На чертеже показана схема размещения вертикальных роликов между клетями профилегибочного стана.
Поштучное профилирование уголка 1 осуществляли последовательно в черновых 2, промежуточные 3 и чистовых 4 клетях, имеющих валки, выполненные с одинаковыми во всех переходах радиусами формующих закруглений. Перед промежуточными клетями 3 заготовку опускали вертикальными роликами 5 на величину (0,75-1/5)5, где S - толщина металла заготовки. Для заготовки из стали с пределом прочности сь 47 кгс/мм величину радиуса во всех
клетях определяют по зависимости R 1,465-1,0. Для заготовки с пределом прочности Ов 47 кгс/мм2 величину радиуса изгиба во всех клетях определяют по зависимости R 1,71S + 1,5.
Пример 1. Поштучное профилирование уголка 100 х 100 х 3 мм из стали Зкп с 47 кгс/мм з 6 клетях. Вели. ia опускание формуемой полосы перед III и IV ромежуточ- ными) проходами: Д 1,0 5 3 мм.
Радиусы изгиба (во всех клетях): R 1,46х xS - 1,0 1,46-3-1,0 3,5 мм (округляем до 0,5 мм).
Пример 2. Уголок 120 х 120 х 5 мм из стали 08( Оа 47кгс/мм2),Д 0,855 0,85х х 5 4 мм (округляем до 1 мм), R 1.46 5 - 1,0 1,46x5-1,0-6,5 мм.
Пример 3. Уголок 200 х 100 х 8 мм из стали 09Г2 (ае 47 кгс/мм2), Л 0,755 0,75х8 бмм, R 1,71 5 + 1,5 1,71 х х 8 15 мм.
.-«Д
СЬ
ю о
00
ю о
Технико-экономическая эффективность предлагаемого способа по сравнению с известным способом заключается в уменьшении трещинообразования при поштучном профилировании уголков,
Формула изобретения Способ поштучного профилирования уголков, заключающийся в последовательной по переходам подгибке полосовой заготовки валками с одинаковыми радиусами
0
изгиба во всех переходах, отличаю щи й- с я тем, что, с целью повышения качества готовых изделий за счет исключения трещинообразования, полосу перед промежуточными переходами опускают ниже уровня формовки на величину (0,75-1,0)5, где S - толщина заготовки, мм, а подгибку осуществляют радиусом R 1,46 S - 1,0 для заготовки из стали с пределом прочности ств 47 кг/мм2 и радиусом R 1.71S + 1,5 для стали с пределом прочности ав 47 кг/мм2.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1999 |
|
RU2164186C2 |
| Способ непрерывного профилирования | 1986 |
|
SU1423218A1 |
| Стан для профилирования уголков | 1990 |
|
SU1755996A1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНЫХ УГОЛКОВ | 1998 |
|
RU2148449C1 |
| Стан для профилирования уголков | 1989 |
|
SU1690892A1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2096099C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ГНУТЫХ ШВЕЛЛЕРОВ | 2005 |
|
RU2306995C2 |
| Способ поштучного производства швеллеров | 1985 |
|
SU1296258A1 |
| СПОСОБ ПОШТУЧНОЙ ФОРМОВКИ U-ОБРАЗНОГО ГНУТОГО ПРОФИЛЯ | 1992 |
|
RU2040994C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ ПРОСЕЧНОГО УГОЛКА | 1999 |
|
RU2158642C2 |
Изобретение относится к обработке металлов давлением и может быть использо2 пане при производстве сортовых хо/юдног- . vbix профилей проката. Целью изобретения является повышение качества за счет исключения трещинообразования при поштучном профилировании уголков. При профилировании уголков в валках полосу перед промежуточными пререходами опускают ниже уровня формовки на величину (0.75- -1,0)3, где S - толщина металла полосовой заготовки. Подгибку осуществляют валками с одинаковыми радиусами во всех переходах равными R 1,465-1,0 для заготовки из стали с пределом прочности кгс/мм2 и R 1,71 + 1,5 длжтв 47 кгс/мм2. 1 ил.
I
| Чекмарев А.П | |||
| и Калужский В.Б | |||
| Гнутые профили проката | |||
| М.: Металлургия, 1974, фиг | |||
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Приспособление для записи звуковых явлений на светочувствительной поверхности | 1919 |
|
SU101A1 |
