Изобретение относится к сварке, в частности к сварочным материалам, предназначенным для электродуговой сварки никеля, применяющегося в химическом машиностроении при изготовлении химического оборудования и аппаратов.
Цель изобретения - повышение стабильности коррозионных и механических свойств наплавленного никелевого металла за счет повышения равномерности распределения титана в металле шва.
Технические требования на сварочные флюсы, в частности плавленные (ГОСТ 9087- 81). регламентируют размер зерен флюса от 0,25 до 4,0 мм и допускают наличие во флюсе до 3% от его массы зерен с размером, выходящим за указанные пределы. Допускается изготовление флюса размерами зерен менее 0,25 мм Однако технические требования не регламентируют фракционного соотношения тех или иных размеров
гранул, Технологические параметры изготовления флюсов, обеспечивающие нижний и верхний пределы размеров гранул,не гарантируют стабильность распределения размеров гранул в указанном диапазоне.
В новом флюсе гранулы малой фракции (0,25-0,50 мм) в количестве 20-30% преимущественно формируют надежную газовую защиту зоны сварки за счет интенсивного разложения газообразующей части флюса и окисления частичек карбида титана. Такое действие находит объяснение в снижении температуры начала разложения и окисления, характерном для мелких фракций по отношению к более крупным. Гранулы крупной фракции (1,6-3,0 мм) в количестве 70- 80% преимущественно участвуют в легировании металла шва, так как в крупных фракциях флюса процессы окисления карбида титана проходят более замедленно за счет образования пленки ТЮг, препятствуЈ
Os
ю
о
NJ CJ
ющей дальнейшему окислению карбида титана. В связи с тем, что регламентируется количество мелкой и крупной фракций флюса, возможно регулирование, например, легирования металла шва титаном, а этим достигается необходимый уровень равномерности распределения титана в металле, а значит возможность повышения стабильности коррозионных и механических свойств наплавленного металла.
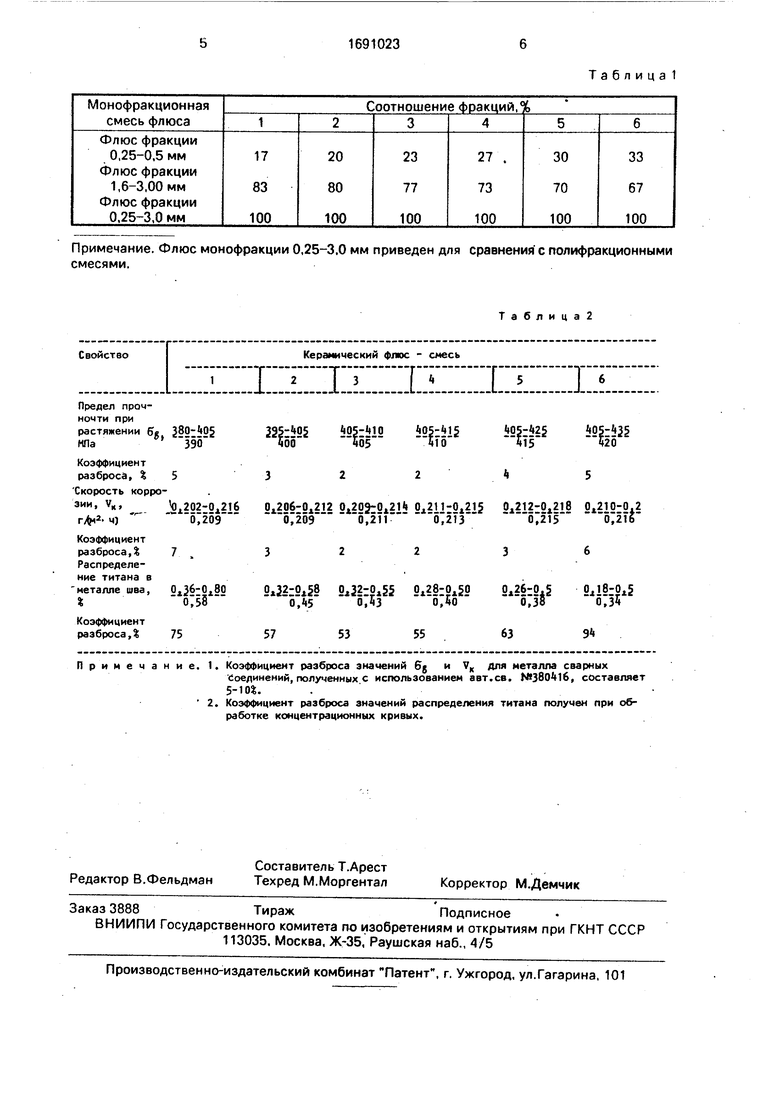
При отработке фракционного соотношения полей грануляций частиц керамического флюса-смеси опробовано несколько соотношений мелкой и крупной фракций. Компонентный состав соответствовал авт.св. №380416. В качестве электрода применялась никелевая проволока диаметром 4,0 мм. Перед сваркой керамический флюс прокаливали при температуре 350°С в течение 1 ч. Опробование выполняли на образцах из никеля НП-2 толщиной 10 мм. Сварку осуществляли постоянным током обратной полярности при силе сварочного тока 520- 530 А и напряжении на дуге 30-32 В. В табл.1 приведены моно- и полифракцион- чые смеси керамического флюса.
В табл.2 представлены результаты испытаний сварных образцов, полученных при сварке плавлением под новым керамическим флюсом.
Из табл.2 следует, что при использовании керамического флюса 2-5 коэффициент разброса значений предела прочности при растяжении и коррозионной стойкости металла шва в броме указывается соответственно в диапазоне значений 2-4% и 2-3%, 9 в случае использования флюса 1 и 6 соот- ретственно 5% и 6-7%. Абсолютные значения показателей прочности и коррозионной Стойкости находятся на уровне таковых значений для монофракционного керамического флюса, где коэффициент разброса этих показателей находится в диапазоне 5-10%.
Из табл.2 видно, что при использовании керамического флюса-смеси 2-5 коэффициент разброса значений распределения титана в наплавленном металле находится в диапазоне 57-63%.
В случае использования флюса-смеси 1 коэффициент разброса составляет 75%, а флюса-смеси 6 соответственно 94%. Средние абсолютные значения распределения
титана в металле сварного шва находятся на уровне прототипа (см. табл.2), где коэф- .фициент разброса значений распределения титана составляет 90-130%.
Таким образом, видно, что использование при сварке керамического флюса-смеси, имеющего состав 20-30% фракции 0,25-0,50 мм и 70-80% фракции 1,6-3,0 мм (соответствует составам 2-5) позволяет получать повышение стабильных коррозионных, механических свойств и повышение стабильного распределения титана в наплавленном металле.
Использование керамического флюса- смеси, имеющего состав 1 (83% фракции
1,6-3,0 мм и 17% фракции 0.25-0,50 мм) и состав 6 (67% фракции 1.6-3,0 мм и 33% фракции 0,25-0.50 мм), т.е. имеющего соотношение фракций ниже нижнего и выше верхнего предела е позволяет достигать
необходимые значения коэффициента разброса, т.е. необходимые значения стабильности свойств коррозионных, механических и распределения титана в металле шва. Техническая эффективность предлагаемого керамического флюса-смеси по сравнению с известным выразится в повышении срока службы химического оборудования из никеля примерно на 10-15%.
Формула изобретения
Керамический гранулированный флюс
для сварки никеля, содержащий следующие компоненты, мас.%:
Мрамор10-20
Глинозем15-20
Карбид титана1-7
Плавиковый шпат60-70
отличающийся тем, что, с целью повышения качества металла шва за счет повышения равномерности распределения
титана в металле шва, флюс имеет разный гранулометрический состав, при этом фракция гранул размером 0,25-0,50 мм составляет 20-30 мае. %, а фракция гранул 1,6-3,0 мм -70-80 мас.%.
0
Т а б л и ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДИФИКАТОР ДЛЯ СВАРОЧНЫХ МАТЕРИАЛОВ | 2015 |
|
RU2608011C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИКАТОРА ДЛЯ СВАРОЧНЫХ МАТЕРИАЛОВ | 2015 |
|
RU2618041C2 |
| Присадочная порошковая проволока для сварки под флюсом | 2018 |
|
RU2687119C1 |
| Присадочная порошковая проволока для сварки под флюсом | 2018 |
|
RU2687120C1 |
| Материал для сварки никеля | 1990 |
|
SU1808591A1 |
| НАУГЛЕРОЖИВАЮЩАЯ ПАСТА ДЛЯ НАПЛАВКИ | 2021 |
|
RU2755912C1 |
| СПОСОБ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 1988 |
|
SU1594808A1 |
| Состав сварочной проволоки | 1983 |
|
SU1139599A1 |
| КОМПОЗИЦИОННАЯ ПРОВОЛОКА ДЛЯ ДУГОВОЙ СВАРКИ И НАПЛАВКИ | 2011 |
|
RU2478029C2 |
| САМОЗАЩИТНАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ СВАРКИ АУСТЕНИТНЫХ ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ | 2004 |
|
RU2281843C1 |
Изобретение относится к машиностроению, преимущественно к сварочным материалам, а именно к сварочным флюсам для сварки никеля. Цель изобретения - повышение качества наплавленного металла за счет повышения равномерности распределения титана в металле шва Керамический флюс - смесь содержит, мае. %,мрамор 10-20, глинозем 15-20. плавиковый шпат 60-70, карбид титана 1-7. Используют новое фракционное соотношение размеров гранул, а именно 20-30% гранул размером 0,25-0,50 мм - остальное. Гранулы имеют размеры 1,6-3,0 мм. Флюс более мелкой фракции обеспечивает надежную защиту зоны сварки, а флюс крупной фракции преимущественно участвует в легировании металла шва 2 табл
Примечание. Флюс монофракции 0,25-3.0 мм приведен для сравнения с полифракционными смесями.
Предел проч- ночти при
растяжении бе 3.
Коэффициент разброса, % 5 Скорость коррозии, VK,k)x202-042l6 ryfcz. ч) -
395-W5 Ms-ino o5-i i5«Ю5-425. И 95:52§
Ш Ш Ш 515«О
0,206-0 212 Oa211-Ot21J 04212:04218 04210;0.2 Ъ ,2ЛЭ0,2116.2ТЗ0,2150,216
Примечание. 1. Коэффициент разброса значений и VK для металла сварных
соединений, полученных с использованием авт.св. N480416, составляет 5-Ю1.
Таблица2
| КЕРАМИЧЕСКИЙ ФЛЮС | 0 |
|
SU380416A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Справочное пособие Сварочные материалы для дуговой сварки, т | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Защитные газы и сварочные флюсы./Под ред | |||
| Н.Н.Потапова, М., подписано к печати 16.05.89, с | |||
| Уровень с пузырьком | 1922 |
|
SU388A1 |
