Изобретение относится к сварке, в частности к сварочным материалам для сварки углеродистых и низколегированных сталей.
Целью изобретения является улучшение сварочно-технологических свойств электродов и повышение производительности сварки.
Вводимый в состав покрытия политетрафторэтилен выполняет следующие функции. При прокалке электродов при 360-380°С происходит плавление политетрафторэтилена, который заполняет имеющиеся в покрытии пустоты. При охлаждении в покрытии и на его поверхности образуется водостойкая пленка, которая снижает его гигроскопичность и повышает прочность, препятствуя тем самым образованию ржавчины на поверхности железного порошка и,
как следствие, снижению склонности электродов к образованию пор в наплавленном металле.
Наряду с этим политетрафторэтилен (CF2 CF2) осуществляет и металлургические функции: наличие активных фтора и углерода в зоне дуги приводит к снижению в наплавленном металле вредных примесей - кислорода, азота и водорода и улучшает характер переноса расплавленного металла. Улучшение характера переноса расплавленного металла при введении политетрафторэтилена в покрытие обусловлено следующими процессами: при сварке между мрамором и политетрафторэтиленом протекают реакции, сумма которых определяет выход следующих продуктов:
СаСОз + CF2 CaF2 + СОгГ+ СОТ.
С
ю
о
ю
V4
Это приводит к уменьшению коэффициента выхода шлака и увеличению газодинамического потока, в результате чего происходит дробление капель расплавленного металла.
При содержании политетрафторэтилена в покрытии менее 2,5 мас.% не обеспечивается снижение гигроскопичности покрытия и не происходит снижение размеров капель переходящего металла.
Введение в покрытие политетрафторэтилена свыше 3,5 мас.% нецелесообразно, так как он плохо смачивается жидким стеклом, что ухудшает технологичность электродов в изготовлении,
Введение политетрафторэтилена в покрытие в соотношении между суммарным содержанием мрамора с железным порошком к нему от 20,14:1 до 32,4:1 обеспечивает высокие сварочно-технологические свойства электродов при сохранении высокой производительности сварки.
Введение в состав покрытия 35-55 мас.% железного порошка существенно повышает производительность наплавки, а наличие комплекса раскислителей, таких как ферросилиций и ферромарганец, в вышеуказанных пределах позволяет регулировать наплавленный металл по уровню механических свойств.
Содержание рутила в покрытии 5-9 мае. % является оптимальным для обеспечения хорошего формирования наплавленного металла и отделимости шлаковой корки.
Для оценки свойств электродного покрытия были изготовлены составы покрытий, представленные в табл.1.
Шихту изготовляли по известной технологии: смешивали с жидким стеклом и методом опрессовки наносили на стержни 4 мм из проволоки Св-08А. При этом контролировали внешний вид электродов и центрич- ность нанесения покрытия на стержень.
После прокалки электродов при 370°С в течение 1,5 ч исследовали технологичность электродов в изготовлении и производительность сварки; склонность покрытия к гигроскопичности и к. образованию пор в наплавленном металле и характер переноса расплавленного металла, а также химический состав и механические свойства металла шва.
Технологичность электродов в изготовлении оценивали по качеству готовых электродов. При этом для каждого варианта (см. табл.1) контролировали по 100 шт. спрессованных электродов на центричность нанесения покрытия и качество опрессовки внешним осмотром в соответствии с требованиями ГОСТа.
Производительность данных электродов оценивали весовым методом. Результаты этих исследований представлены в табл.2.
Для определения склонности покрытия
к гигроскопичности и к образованию пор в наплавленном металле проводили следующие испытания. Прокаленные электроды (tnp 370°C, t 1,5 ч) помещали в атмосферу с
повышенной относительной влажностью (90%) и температурой 30°С и выдерживали электроды в этих, условиях в течение суток. При этом проводили замеры влажности покрытия через 1 и 24 ч доведением навески
покрытия прокалкой до постоянной массы при 380°С.
Кроме того, через 1 и 24 ч после выдержки в вышеуказанных условиях электроды испытывали на склонность к образованию
пор в наплавленном металле путем выполнения трехслойных наплавок длиной 100 мм с периодическими обрывами дуги через каждые 10-15 мм на пластины д 20 мм из В ст.З сп. Внешним осмотром, с последующей
послойной строжкой наплавок через 0,2 мм, определяли склонность электродов к образованию пор. Наряду с этим производили оценку характера переноса расплавленного металла на анализаторе нестационарных
процессов. В качестве критерия служила длительность короткого замыкания т с.з. (мс) при сварке в нижнем положении на постоянном токе обратной полярности.
Результаты динамики роста влажности
покрытия исследуемых электродов, склонности к образованию пор и характера переноса расплавленного металла приведены в табл.3.
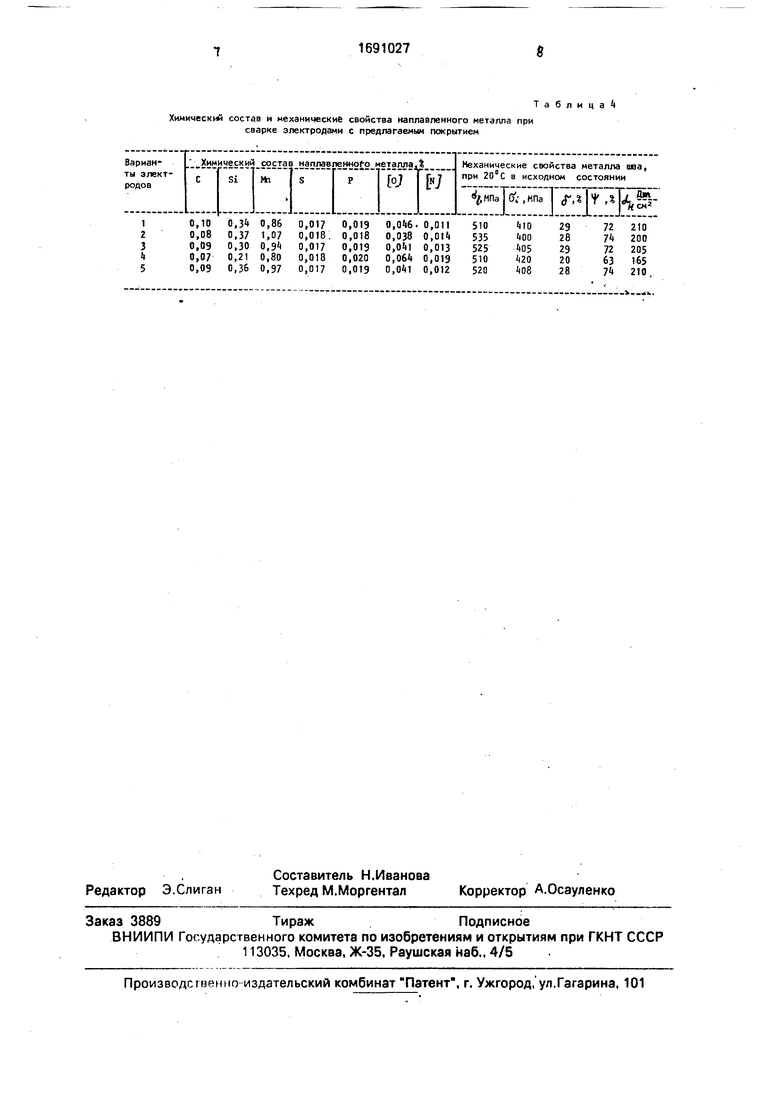
Для определения химического состава и
механических свойств наплавленного металла проводили испытания согласно ГОСТа. Из табл.4, где приведены химический состав и механические свойства наплавленного металла, видно, что электроды
с указанным покрытием отвечают требованиям для типа Э-50А.
Результаты испытания, представленные в табл. 1-4, показывают, что электроды с данным покрытием имеют высокие сварочно-технологические свойства и производительность, а металл, наплавленный ими, соответствует типу Э-50А.
Формула изобретения Состав электродного покрытия, содержащий мрамор, рутил, железный порошок, ферросилиций, ферромарганец и карбоксил метил целлюлозу, отличающийся тем, что, с целью улучшения сварочно-технологических свойств электродов и повышения производительности сварки, состав дополнительно содержит политетрафторэтилен при следующем соотношении компонентов, мас.%:
Рутил5-9
Железный порошок35-55
Карбоксилметилцеллюлоза 0,5-1,0
Ферросилицийб 8
Ферромарганец5-8
Политетрафторэтилен2,5-3,5
Мраморостальное,
причем отношение суммарного содержания мрамора и железного порошка к содержанию политетрафторэтилена составляет 20,14-32,4:1.


| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2009 |
|
RU2397853C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ | 2009 |
|
RU2400341C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ПЕРЛИТНЫХ СТАЛЕЙ | 2010 |
|
RU2428291C1 |
| Состав электродного покрытия | 1982 |
|
SU1076239A1 |
| ЭЛЕКТРОД ДЛЯ СВАРКИ ВЫСОКОЛЕГИРОВАННЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2003 |
|
RU2248869C1 |
| СВАРОЧНЫЙ ЭЛЕКТРОД | 1993 |
|
RU2102209C1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ДУПЛЕКСНЫХ И РАЗНОРОДНЫХ СТАЛЕЙ | 2010 |
|
RU2428290C1 |
| Состав электродного покрытия | 1985 |
|
SU1260159A1 |
| Состав электродного покрытия | 1987 |
|
SU1391846A1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1991 |
|
RU2009823C1 |
Изобретение относится к сварке, в частности к сварочным материалам для сварки углеродистых и низколегированных сталей. Цель изобретения - улучшение сварочно- технологических свойств электродов и повышение производительности сварки. Состав покрытия содержит, мас.%: рутил 5- 9; ферросилиций 6-8; ферромарганец 5-8; карбоксилметилцеллюлоза 0,5-1.0; железный порошок 35-55; мрамор остальное. Для улучшения характера переноса расплавленного металла состав покрытия также содержит 2,5-3,5 мас.% политетрафторэтилена. Хорошие сварочно-технологические свойства электродов при высокой производительности процесса сварки достигаются при соблюдении соотношения между суммарным содержанием мрамора, железного порошка и содержанием в покрытии политетрафторэтилена, равным 20,14- 32,4:1.4 табл. Ј
Составы электродных покрытий
Таблица 2 Технологичность электродов в изготовлении и производительность сварки
ТаблицаЗ
Характер переноса расплавленного металла, склонность электродов к гигроскопичности и к образованию пор при выдержке на открытом воздухе
0,20. 0,23 0,25 0,36
0,19
Таблица 1
6
12 6
10 13
11
15 12
Химический состав и механические свойства наплавленного металла при сварке электродами с предлагаемым покрытием
Таблица1
| Состав электродного покрытия | 1985 |
|
SU1260159A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| 1972 |
|
SU428892A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
