Изобретение относится к обработке металлов давлением, может быть использовано при восстановлении крупномодульных зубчатых колес и является усовершенствованием изобретения по авт.св. № 1255253.
Целью изобретения является повышение износостойкости восстановленных колес.
Способ осуществляется в следующей последовательности.
Зубчатое колесо с изношенными зубьями устанавливают в приспособлении и на отрезном станке по осям симметрии зубьев на всю их длину выполняют пазы глубиной, соответствующей высоте зубьев. Венец колеса нагревают до температуры 1000- 1050°С, помещают колесо в штамп и раздают зубья до требуемой ширины.
Величину паза определяют из соотношения
S So + 2 Дизн + 2АМех.
где So - ширина паза до раздачи,- Дизн - величина износа зуба, Амех - величина припуска на механическую обработку.
В паз беззазорно помещают спеченную порошковую пористую вставку, затем венец нагревается до температуры 1000-1050°С, после чего в штампе производят обжатие зубьев.
Описанные операции повторяют для каждого зуба. Далзе колесо обрабатывают на зубофрезерном станке и производят химико-термическую обработку.
Порошковую вставку предварительно выполняют переменной пористости, выбираемой из соотношения Hi (1,5- 1,8)П, где П| и П соответственно пористость вставки у торцов зубьев и в среднем сечении.
Os
О
2
ы
ю
Данное условие обеспечивает соответствующее изменение физико-механических свойств вставки и в конечном счете улучшение равномерности нагрузки по длине зуба за счет изменения его податливости.
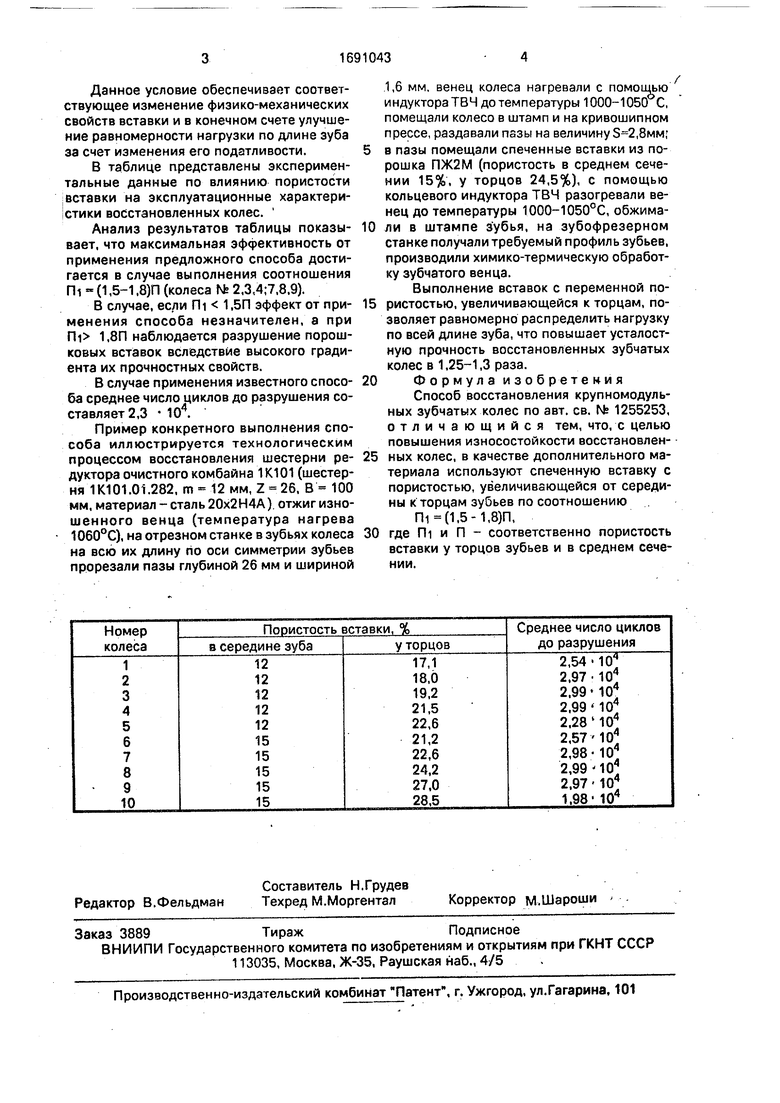
В таблице представлены экспериментальные данные по влиянию пористости вставки на эксплуатационные характеристики восстановленных колес.
Анализ результатов таблицы показывает, что максимальная эффективность от применения предложного способа достигается в случае выполнения соотношения ГН - (1,5-1.8)П (колеса Kb 2,3,4;7,8.9).
В случае, если Hi 1,5П эффект от применения способа незначителен, а при П1 1.8П наблюдается разрушение порошковых вставок вследствие высокого градиента их прочностных свойств.
В случае применения известного способа среднее число циклов до разрушения составляет 2,3 104.
Пример конкретного выполнения способа иллюстрируется технологическим процессом восстановления шестерни редуктора очистного комбайна 1К101 (шестерня 1К101.01.282, m - 12 мм, Z 26. В - 100 мм, материал-сталь 20х2Н4А) отжиг изношенного венца (температура нагрева 1060°С), на отрезном станке в зубьях колеса на всю их длину по оси симметрии зубьев прорезали пазы глубиной 26 мм и шириной
1,6 мм. венец колеса нагревали с помощью индуктора ТВЧ до температуры 1000-105ГГ С, помещали колесо в штамп и на кривошипном прессе, раздавали пазы на величину ,8мм;
в пазы помещали спеченные вставки из порошка ПЖ2М (пористость в среднем сечении 15%, у торцов 24,5%), с помощью кольцевого индуктора ТВЧ разогревали венец до температуры 1000-1050°С, обжимали в штампе зубья, на зубофрезерном станке получали требуемый профиль зубьев, производили химико-термическую обработку зубчатого венца.
Выполнение вставок с переменной пористостью, увеличивающейся к торцам, позволяет равномерно распределить нагрузку по всей длине зуба, что повышает усталостную прочность восстановленных зубчатых колес в 1,25-1,3 раза.
Формула изобретения
Способ восстановления крупномодульных зубчатых колес по авт. св. № 1255253, отличающийся тем, что, с целью повышения износостойкости восстановленных колес, в качестве дополнительного материала используют спеченную вставку с пористостью, увеличивающейся от середины к торцам зубьев по соотношению П1(1,5-1,8)П,
где ГН и П - соответственно пористость вставки у торцов зубьев и в среднем сечении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления крупномодульных зубчатых колес | 1988 |
|
SU1613230A2 |
| Способ восстановления крупномодульных зубчатых колес | 1986 |
|
SU1391788A2 |
| Способ восстановления крупномодульных зубчатых колес | 1985 |
|
SU1255253A1 |
| Способ восстановления крупномодульных зубчатых колес | 1989 |
|
SU1639933A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2428293C2 |
| ЗУБЧАТОЕ КОЛЕСО | 2013 |
|
RU2537028C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2013 |
|
RU2535832C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2015 |
|
RU2585681C1 |
| Способ восстановления изношенных деталей | 1985 |
|
SU1379043A1 |
| Способ восстановления изношенных зубчатых колес | 1975 |
|
SU733823A1 |
Изобретение относится к обработке металлов давлением, может быть использовано для восстановления крупномодульных зубчатых колес и является усовершенствованием известного способа по авт.св. № 1255253. Целью изобретения является повышение износостойкости восстановленных колес. Суть способа состоит в том, что в качестве дополнительного материала, компенсирующего износ зубьев, ис- пользуютспеченную вставку с пористостью, увеличивающейся от середины к торцам, исходя из соотношения ГН (1,5- 1,8)П, где П - пористость вставки в среднем сечении, П| - пористость вставки у торцов зубьев. Выполнение вставок с переменной пористостью позволяет равномерно распределить нагрузку по длине зуба, что повышает усталостную прочность восстановленных зубчатых колес в 1,25-1,3 раза.
| Способ восстановления крупномодульных зубчатых колес | 1985 |
|
SU1255253A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
