Изобретение относится к области машиностроения, в частности к ремонту деталей машин, а именно к восстановлению изношенного профиля зубьев зубчатых колес путем деформации зубьев и компенсации износа.
Известен способ накатывания зубчатых венцов (по патенту РФ №2015780, В21Н 5/00, опубл. 15.07.1994 г.), по которому формируют по высоте и калибруют зубья участками зубчатого венца накатника за несколько оборотов. К причинам, препятствующим достижению указанного ниже технического результата, при использовании известного способа является невозможность восстановления исходных профилей изношенных зубьев компенсацией износа за счет деформации металла при накатке.
Известен способ восстановления зубчатых передач (по патенту РФ №2213650, В23Р 6/00, опубл. 27.05.2003 г.), включающий наплавку на поверхность колес с обеих сторон венцов компенсирующего износ материала, его деформирование вдавливанием в осевом направлении в тело колеса беззубчатым штампом, механическую и термическую обработку. Невозможность достижения этим способом ниже указанного технического результата заключается в том, что этот способ не обеспечивает необходимые точностные параметры зубьев и трудоемок в последующей механической обработке наплавленного металла.
Известен также способ восстановления зубьев зубчатых колес, принятый за прототип (по а.с. №1255253, В21Н 5/00, опубл. 07.09.1986, бюл. №33), при котором в зубьях на всю их длину выполняют прорезкой вулканитовым кругом пазы глубиной, соответствующей высоте зубьев, осуществляют раздачу их по ширине, заполнение дополнительным металлическим порошком, нагрев зубчатого венца до температуры спекания порошка и обжатие исходного профиля зубьев в штампе, механическую и химико-термическую обработку.
Недостатками известного технического решения, принятого за прототип, является высокая трудоемкость последовательной прорезки пазов вулканитовым кругом в каждом зубе, трудность удержания в пазах металлического порошка, высокая трудоемкость обжатия каждого зуба последовательно в штампе, невозможность компенсации стабильных размеров постоянных хорд зубьев.
Известно устройство, принятое за прототип, - «накатной станок» конструкции ВНИИМЕТМАШ и ЗИЛ для горячего накатывания цилиндрических зубчатых колес, содержащее две пары гладких калибровочных и зубчатых накатных роликов, зажимного приспособления с двумя стаканами для закрепления заготовки (см. «Производство зубчатых колес. Справочник / Под общей ред. Б.А.ТАЙЦА, 3-е изд. - М.: Машиностроение, 1990, стр.25, 26). Каждая из двух пар «гладкие калибровочные ролики - зубчатые накатные ролики» расположена на общей оси. Его недостатком является невозможность выдавливания клиновидных пазов для компенсирующего металлического порошка и последующего обжатия зубьев.
Техническим результатом изобретения является снижение трудоемкости получения пазов клиновидной формы с макрошероховатостями в виде рисок на боковых поверхностях каждого зуба, размещение и удержание вязкой самотвердеющей компенсирующей износ смеси металлического порошка и эпоксидной смолы с отвердителем.
Технический результат заявляемого изобретения достигается тем, что после нагрева восстанавливаемого зубчатого колеса формируют парой зубчатых роликов для выдавливания путем обкатки с радиальным давлением последовательно на каждом зубе пазы клиновидной формы с макрошероховатостями в виде рисок на боковых стенках, в которые размещают компенсирующую износ смесь в виде вязкой, самотвердеющей смеси металлического порошка и эпоксидной смолы с отвердителем, производят повторный нагрев зубьев до температуры 250°С и обжатие их обкаткой с радиальным давлением парой зубчатых роликов для обжатия и калибровки.
Для обеспечения точности восстанавливаемых зубчатых колес по длине постоянной хорды и по шагу представлено устройство для реализации предложенного способа. В предложенном устройстве предусмотрены две пары зубчатых роликов: одна пара - для выдавливания вдоль зубьев клиновидных пазов под компенсирующую износ смесь и одна пара - для обжатия и калибровки зубьев, зажимное приспособление для закрепления заготовки и индуктор, установленные на станке с возможностью перемещения; при этом зубчатые ролики для обжатия и калибровки установлены на общих осях с симметричным смещением зубьев на угол γ относительно друг друга.
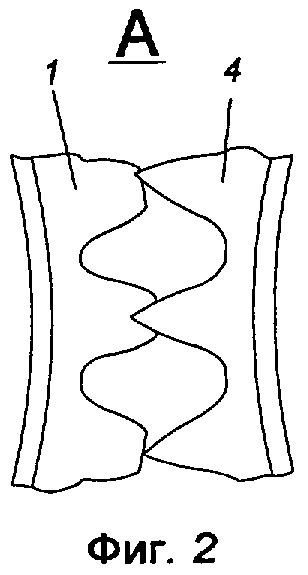
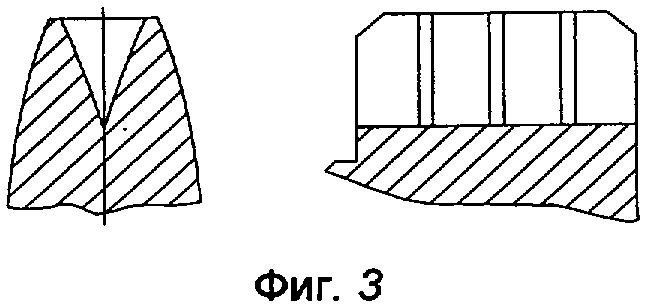
Изобретение поясняется чертежами, где на фиг.1 показана схема устройства с двумя парами зубчатых роликов: одна пара - для выдавливания вдоль зубьев клиновидных пазов под компенсирующую износ смесь и одна пара - для обжатия и калибровки зубьев; на фиг.2 (вид А) показана схема выдавливания клиновидных пазов вдоль зубьев; на фиг.3 - сечение зуба с клиновидной канавкой и вид боковой поверхности с макрошероховатостями для удержания компенсирующей смеси; на фиг.4 и 5 - схема обжатия зубьев обкаткой после размещения в клиновидных пазах компенсирующей смеси и нагрева; на фиг.6 - сечение обжатого зуба с компенсирующей смесью; на фиг.7 - схема расположения зубьев роликов, размещенных на общей оси, со смещением зубьев на угол γ.
Предлагаемый способ заключается в том, что зубчатое колесо 1 с изношенными зубьями устанавливают, центрируют и зажимают верхним 2 и нижним 3 стаканами на накатном станке, фиг.1, между двумя зубчатыми роликами 4 для выдавливания. После индукционного нагрева до 1050°С производят обкатку колеса 1 двумя зубчатыми роликами 4 для выдавливания и формирование за счет радиального давления на каждом зубе клиновидных пазов с макрошероховатостями в виде рисок на боковых стенках. В эти пазы помещают компенсирующую износ смесь 5 металлического порошка, эпоксидной смолы и отвердителя. Затем зубчатое колесо 1 перемещают во второе рабочее положение между зубчатыми роликами 6 для обжатия и калибровки, фиг.5. Производят ускоренный нагрев зубьев колеса до t=250°C и обжатие их зубчатыми роликами 6 для обжатия и калибровки, фиг.4 и 5. Затем зубчатое колесо снимают с накатного станка, производят его очистку от окалины и шевингование.
Для обеспечения точности колеса 1 по длине постоянной хорды и по шагу в накатном станке пары зубчатых роликов 4 для выдавливания и пары зубчатых роликов 6 для обжатия и калибровки расположены с симметричным смещением зубьев на угол γ, фиг.7, относительно друг друга.
Примером применения предлагаемого способа может служить восстановление изношенных зубьев зубчатого колеса редуктора скребкового конвейера «Анжера 30» (m=6 mm, z=20, материал: сталь 20Х4Н4А, габариты: 140×22×82, степень точности: 7-8-8А, допуск на среднюю постоянную хорду  =0,14 мм).
=0,14 мм).
Способ осуществляют в следующей последовательности.
Зубчатое колесо 1 устанавливают и закрепляют между стаканами 2 и 3 зажимного приспособления накатного станка, фиг.1. Осуществляют на станке нагрев колеса в индукторе токами высокой частоты (ТВЧ) до t=1050°C, формирование выдавливанием клиновидных пазов с макрошероховатостями на боковых стенках парой зубчатых роликов 4 для выдавливания последовательно на каждом зубе путем обкатки с радиальным давлением, фиг.2 и 3. В клиновидных пазах размещают вязкую самотвердеющую компенсирующую износ смесь 5. Затем зубчатое колесо 1 в зажатом состоянии вместе с индуктором перемещается в положение между второй парой зубчатых роликов 6 для обжатия и калибровки и после вторичного нагрева зубьев 1 до t=250°C осуществляют обжатие их обкаткой с радиальным давлением. При этом происходит последовательное деформирование зубьев 1 с одновременным спеканием вязкой самотвердеющей компенсирующей износ смеси 5 до заданных размеров длин постоянных хорд , регламентируемых геометрией зубьев обжимных зубчатых роликов 6, фиг.4, 5 и 6, и их симметричным смещением относительно зубьев роликов 4 на угол γ, фиг.7. Трудоемкость восстановления указанного зубчатого колеса, без учета времени затвердевания компенсирующей износ смеси, зачистки и шевингования, составляет примерно 5 мин, а отклонение длины постоянной хорды не превышает 0,14 мм.
Для приготовления эпоксидной смолы холодного (при t=20°C) отвердевания применены: эпоксидная смола ЭД-6 в виде вязкой жидкости, играющей роль связующего вещества, - 10%, пластификатор - дибутилфталат в виде маслянистой жидкости, повышающей пластичность клеевой пленки и ударную прочность эпоксидного состава после отвердевания, - 15-20%, наполнитель - дробленая металлическая стружка - 80-85%, отвердитель - полиэтиленполиамин - 10% в виде вязкой маслянистой жидкости, способствующей переходу эпоксидного состава из тестообразного состояния в необратимое твердое; перед применением из него в течение 3 часов удаляются летучие вещества и влага при интенсивной вентиляции.
Наполнитель и пластификатор вводят в эпоксидную смолу, разогретую до 60-150°С, смешивают с металлическим порошком и всю смесь тщательно перемешивают 3-5 мин. Затем добавляют отвердитель непосредственно перед нанесением в выдавленные канавки зубьев. Риски на боковых стенках канавок способствуют удержанию вязкой смеси и препятствуют ее вытеканию до затвердевания в период обжатия зубьев. Боковые стенки канавок перед нанесением смеси очищают от окалины и обезжиривают. При индукционном нагреве зубьев до 250°С перед обжатием время затвердевания смеси сокращается до 0,2 часа и завершается после обжатия зубьев. После окончательной операции производятся зачистка зубьев и шевингование шевером.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕЗРАЗБОРНОГО РЕМОНТА ЗУБЧАТЫХ ПЕРЕДАЧ РЕДУКТОРОВ ПОДЪЁМНОЙ ЛЕБЁДКИ КАРЬЕРНЫХ ЭКСКАВАТОРОВ | 2022 |
|
RU2803863C1 |
| Способ восстановления изношенного профиля зубчатого колеса | 1977 |
|
SU722642A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ВОССТАНОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 1996 |
|
RU2113311C1 |
| Устройство для подачи заготовок | 1979 |
|
SU846201A1 |
| Стан для накатки зубчатых колес | 1989 |
|
SU1613232A1 |
| СПОСОБ НАКАТКИ ВНУТРЕННИХ ЗУБЧАТЫХ ПРОФИЛЕЙ | 1997 |
|
RU2108887C1 |
| Инструмент для обкатки цилиндрических зубчатых колес | 1974 |
|
SU543453A1 |
| Способ восстановления изношенных зубчатых колес | 1979 |
|
SU874249A1 |
| Способ восстановления зубчатых колес | 1980 |
|
SU946758A1 |
| Способ восстановления крупномодульных зубчатых колес | 1989 |
|
SU1691043A2 |





Изобретение относится к области машиностроения, в частности к ремонту деталей машин, а именно к восстановлению изношенного профиля зубьев зубчатых колес путем деформации зубьев и компенсации износа. После нагрева восстанавливаемого зубчатого колеса парой зубчатых роликов для выдавливания формируют путем обкатки с радиальным давлением последовательно на каждом зубе пазы клиновидной формы с макрошероховатостями в виде рисок на боковых стенках, в которые размещают компенсирующую износ смесь в виде вязкой, самотвердеющей смеси металлического порошка и эпоксидной смолы с отвердителем, производят повторный нагрев зубьев до температуры 250°С и обжатие их обкаткой с радиальным давлением парой зубчатых роликов для обжатия и калибровки. Устройство содержит накатный станок с двумя парами зубчатых роликов, одна пара из которых - для выдавливания клиновидных пазов под компенсирующую износ смесь, а другая пара - для обжатия и калибровки зубьев, зажимное приспособление для закрепления заготовки и индуктор, установленные на станке с возможностью перемещения, при этом зубчатые ролики для выдавливания и для обжатия и калибровки установлены на общих осях с симметричным смещением зубьев на угол γ относительно друг друга. Изобретение позволяет снизить трудоемкость получения клиновидных канавок в изношенных зубьях для размещения и удержания компенсирующей самотвердеющей смеси. 2 н.п. ф-лы, 7 ил.
1. Способ восстановления зубьев зубчатых колес, отличающийся тем, что после нагрева восстанавливаемого зубчатого колеса парой зубчатых роликов для выдавливания формируют путем обкатки с радиальным давлением последовательно на каждом зубе пазы клиновидной формы с макрошероховатостями в виде рисок на боковых стенках, в которые размещают компенсирующую износ смесь в виде вязкой, самотвердеющей смеси металлического порошка и эпоксидной смолы с отвердителем, производят повторный нагрев зубьев до температуры 250°С и обжатие их обкаткой с радиальным давлением парой зубчатых роликов для обжатия и калибровки.
2. Устройство для восстановления зубьев зубчатых колес, отличающееся тем, что оно содержит накатный станок с двумя парами зубчатых роликов, одна пара из которых - для выдавливания клиновидных пазов под компенсирующую износ смесь, а другая пара - для обжатия и калибровки зубьев, зажимное приспособление для закрепления заготовки и индуктор, установленные на станке с возможностью перемещения, при этом зубчатые ролики для выдавливания и для обжатия и калибровки установлены на общих осях с симметричным смещением зубьев на угол γ относительно друг друга.
| Способ восстановления крупномодульных зубчатых колес | 1985 |
|
SU1255253A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЗУБЧАТЫХ ПЕРЕДАЧ | 2001 |
|
RU2213650C2 |
| US 3273232 A, 20.09.1966 | |||
| DE 3018869 A1, 08.10.1981 | |||
| Производство зубчатых колес | |||
| Справочник./ Под общей ред | |||
| Б.А.Тайца, 3-е изд | |||
| - М.: Машиностроение, 1990, с.25-26. | |||

