113
Изобретение относится к обработке металлов давлением и может быть использовано при восстановлении крупномодульных зубчатых колес, работающих в условиях ограниченной подачи смазки о
Целью изобретения является повышение долговечности зубчатых колес,
лаживанием, пропиткой легпланким металлом, их уплотнением. Данная операция исключает возможность выхода смазки на периферию паза.
Пример, Способ осуществлен для восстановления шестерни редуктора очистного комбайна 1К101 (деталь- шестерня 1К101.01.282, мм, z
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления крупномодульных зубчатых колес | 1985 |
|
SU1255253A1 |
| Способ восстановления крупномодульных зубчатых колес | 1989 |
|
SU1639933A1 |
| Способ восстановления крупномодульных зубчатых колес | 1988 |
|
SU1613230A2 |
| Способ восстановления крупномодульных зубчатых колес | 1989 |
|
SU1691043A2 |
| Способ восстановления крупномодульных зубчатых колес | 1987 |
|
SU1426739A1 |
| Способ упрочнения зубчатых колес и шестерен | 1986 |
|
SU1392115A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЗВЕЗДОЧЕК ПРИВОДНЫХ ЦЕПЕЙ | 1996 |
|
RU2109614C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2015 |
|
RU2585681C1 |
| ЗУБЧАТОЕ КОЛЕСО | 2015 |
|
RU2585686C1 |
| Способ изготовления из порошковых материалов изделий сложной формы и устройство для его осуществления | 1984 |
|
SU1181775A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при восгтановле1И1и крупномо- дульньгх зубчатых колес , работающих в условиях ограниченно подачи смазки.Цель - повьпиение долговечности зубчатых колес, работающих в условиях гpaни rнoгo трения. В зубьях 1 на всю их длину .вьтолняют пазы 2 глубиной, соответствующей высоте з Г1ьев. Огушествляют раздачу их по ширяне. Заполняют пазы металлмчоск ич иоропи-о (MJ и формируют ИСХОДТ1Ы11 профил - три температурс списания пор(, Порел заполнением пазов МП на рабочих поверхностях зу- бьов в зоне лелителыюй окружности выполняют по меньшей пере один канал 3, выходяипп в паз зуба. Каналы заполняют Mil, уплотняют его ко плотности 0,6-0,8. После формирования исходного профиля колеса и спекания последний пропитывают жидкой смазкой и осущес.твля1 т закрытие пор на поверхности МП в пазах. Для повьппения эффективности теп.лоотвода из зоны трения поверхность каналов предварительно плакируют цветным металлом. При зтом снижается интенсивность изнашивания зубьев в 1,2-1,3 раза и увели- Ч1;вается долговечность восстановленных зубчатых колес в 1,2-1,4 раза 1 3.п. ф-лы, 1 ил. (Л со со оо 00 го
работающих в условиях граничного тре-ю 26, мм, материал - сталь
ния.
На чертеже показано сечение зуба после В1 1полнения в нем паза и каналов, которые заполняют металлическим порошком.
Способ осущестштяют в следующей последовательности.
Зубчатое колесо с изношенными зубьями 1 устанавливают в приспособ- лен1Ш, и на отрезном станке по осям симметрии зубьев на всю их длину выполняют пазы 2 глубиной, соответствующей высоте зубьев. Затем венец зубчатого колеса нагревают до 100020 кривошипном прессе раздавали пазы на величину d 3,0 мм,, Со стороны рабочих поверхностей зубьев в зоне делительной окружности выполняли три канала, выходящих в полость паза.
1050 С, помешают в штамп, разделяют 25 Диаметр каналов 4,5 мм. Поверхность
зубья до требуемой ширины, причем величину паза S после раздачи выбирают из соотношения
каналов плакировали слоем меди толщи ной 50 мкм. В пазы, а также в каналы зубьев помещали порошок ПЖ 2М, после чего осуществляли его уплотнение в каналах до плотности О,6-0,7„ С помо щью кольцевого индуктора ТВЧ разогре вали венец до 1000-1050°С и обжимали в штампе зубьяо На зубопротяжном ста ке получали требуемы профиль зубьев Производили химико-термическую обработку зубчатого венца. Колесо помещали в емкость с маслом Индустриаль ное 20 и выдерживали там 4-5 мин до полной пропитки пористой структуры Поверхность пазов подвергали пластическому выглаживанию с целью закрытия на ней сообщающихся пор.
S S +2Д, +2Л ,. +2Д
4}H
чеч
пор
где S,
Ли5
-ширина паза до раздачи,
-величина максимального износа 3y6aj
мву величина припуска на механическую обработку,
Л,,Р - величина усадки порошка при спекании.
В зоне делительной окружности в зубьях со стороны их рабочих поверхностей выполняют каналы 3, выходящие в полость пазов. В полости пазов и каналов помещают металлический порошок, причем в каналах осуществляют его уплотнение до плотности 0,6-0,8. Зубчатый венец вновь нагревают до 1000-1050 С, после чего в штампе производят обжатие зубьев.
Описанные операции повторяют для каждого зуба. Далее колесо обрабатывают на зубофрезерном станке и упрочняют его химико-термической обработкой
На заключительном этапе осуществляют пропитку порошкового металла жидкой смазкой, после чего производят закрытие пор на поверхности порошкового материала в пазах. Закрытии ппцерхиостных пор выполняют выг20Х2НЧА) в следующей последовательности.
Отжиг изношенного венца. На отрезном станке в зубьях колеса на всю
их длину по оси симметрии зубьев
прорезали пазы глубиной 26 мм и шириной 1,6 ммо Венец колеса нагревали с помощью индуктора ТВЧ до 1000- 1050 С, помещади колесо в штамп и на
кривошипном прессе раздавали пазы на величину d 3,0 мм,, Со стороны рабочих поверхностей зубьев в зоне делительной окружности выполняли три канала, выходящих в полость паза.
Диаметр каналов 4,5 мм. Поверхность
0
5
0
5
0
5
каналов плакировали слоем меди толщиной 50 мкм. В пазы, а также в каналы зубьев помещали порошок ПЖ 2М, после чего осуществляли его уплотнение в каналах до плотности О,6-0,7„ С помощью кольцевого индуктора ТВЧ разогревали венец до 1000-1050°С и обжимали в штампе зубьяо На зубопротяжном станке получали требуемы профиль зубьев. Производили химико-термическую обработку зубчатого венца. Колесо помещали в емкость с маслом Индустриальное 20 и выдерживали там 4-5 мин до полной пропитки пористой структуры Поверхность пазов подвергали пластическому выглаживанию с целью закрытия на ней сообщающихся пор.
Выполнение отверстий в зоне делительной окружности зубчатого колеса и заполнение их металлическим порошком с последующим его уплотнением обеспечивает снижение интенсивности изнашивания зубьев в 1,2-1,3 раза и увеличивает долговечность восстановленных зубчатых колес в 1,2-1,4 разас
Формула изобретения
таллическим порошком на рабочих по-филя колеса металлический порошок в
верхностях зубьев в зоне делительнойканале пропитывают жидкой смазкой и
окружности выполняют по меньшей мереосуществляют закрытие пор на поверходин канал, выходящий в паз зуба, ко- ,ности порошка в пазах, торый заполняют металлическим порош- 2о Способ попо1, отличаю-
ком, уплотняют до плотности 0,6-0,8,щ и и с я тем, что поверхности канаа после деформирования исходного про-лов плакируют цветным металлом.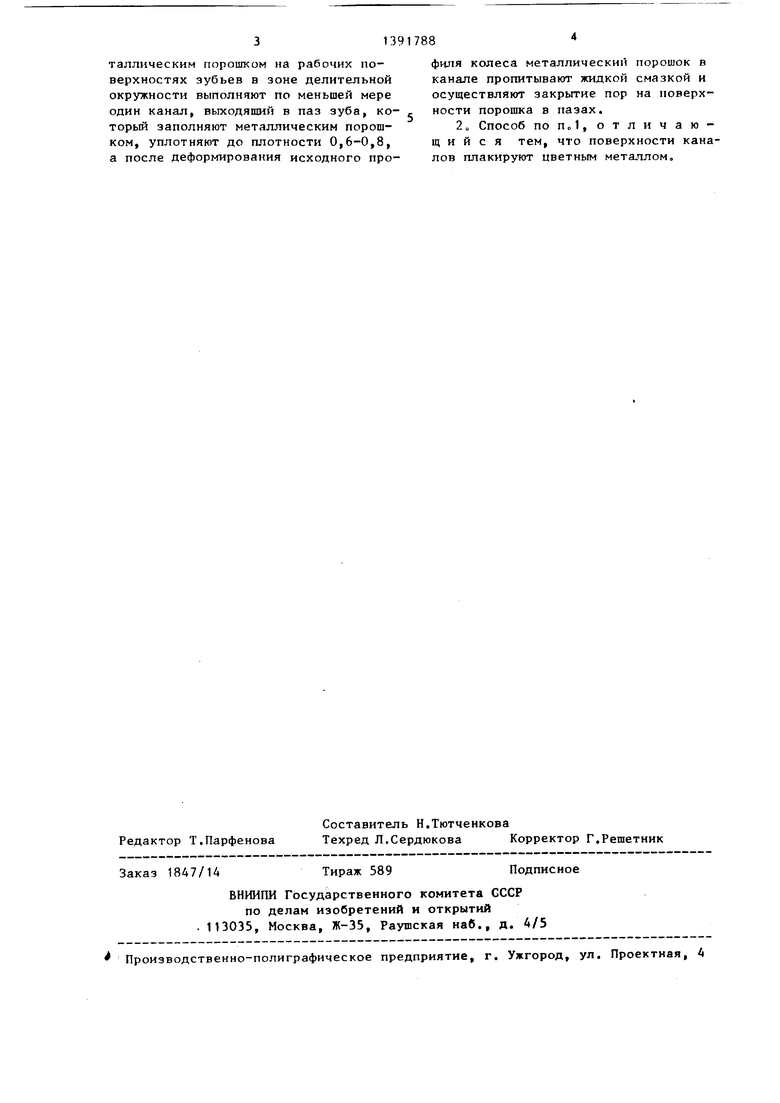
| Способ восстановления крупномодульных зубчатых колес | 1985 |
|
SU1255253A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
