2. Способ по п.1, отличающий с я тем, что в каждый паз перед засыпкой порошка помещают металлическую пластину с температурой плавления ниже температуры спекания порошка, причем объем пластины выбирают из соотношения
i j ГТ
h
V - объем паза после раздачи и формирования исходного профиля;
h - глубина паза; h - высота порошкового слоя, пропитанного легкоплавким металлом; П - пористость порошка после
. формирования исходного про- филя,
3. Способ по п.1, отличаю- и и с я тем, что, с целью повьшеf
Изобретение относится к обработке металлов давлением и может быть использовано при восстановлении изношенных зубчатых колес, преимущественно крупномодульных.
изобретения является увеличение долговечности восстановленных зубчатых колес путем повьппения их податливости и изгибной прочности.
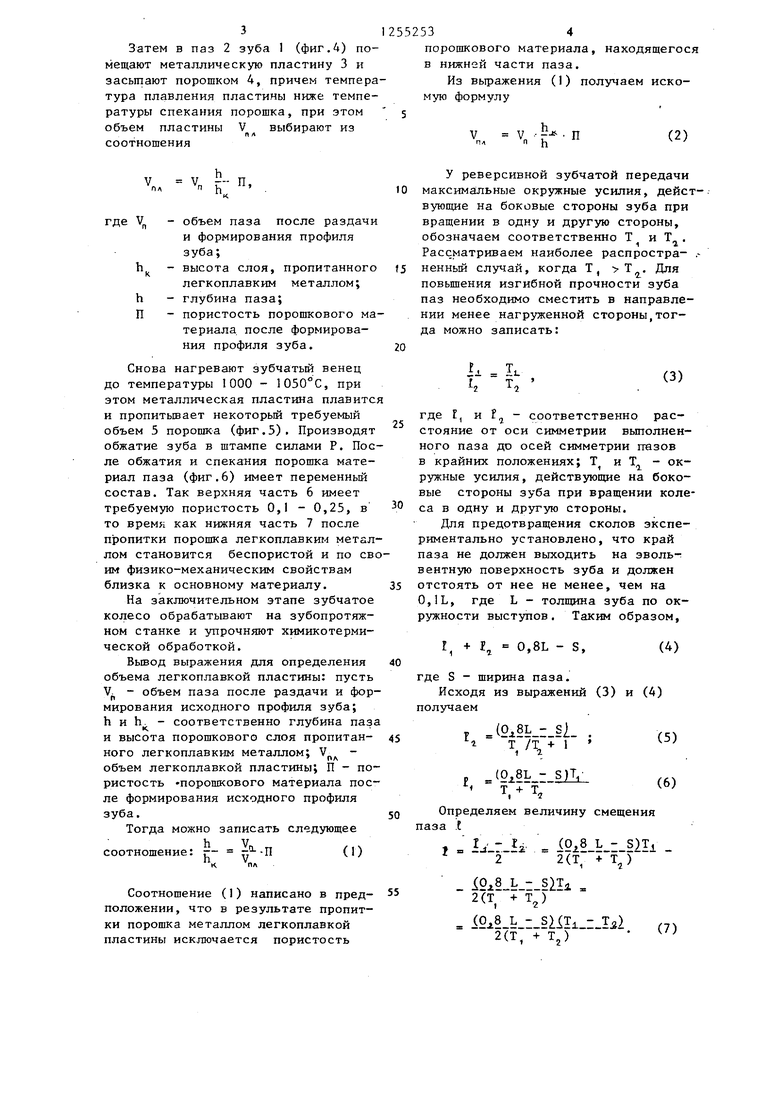
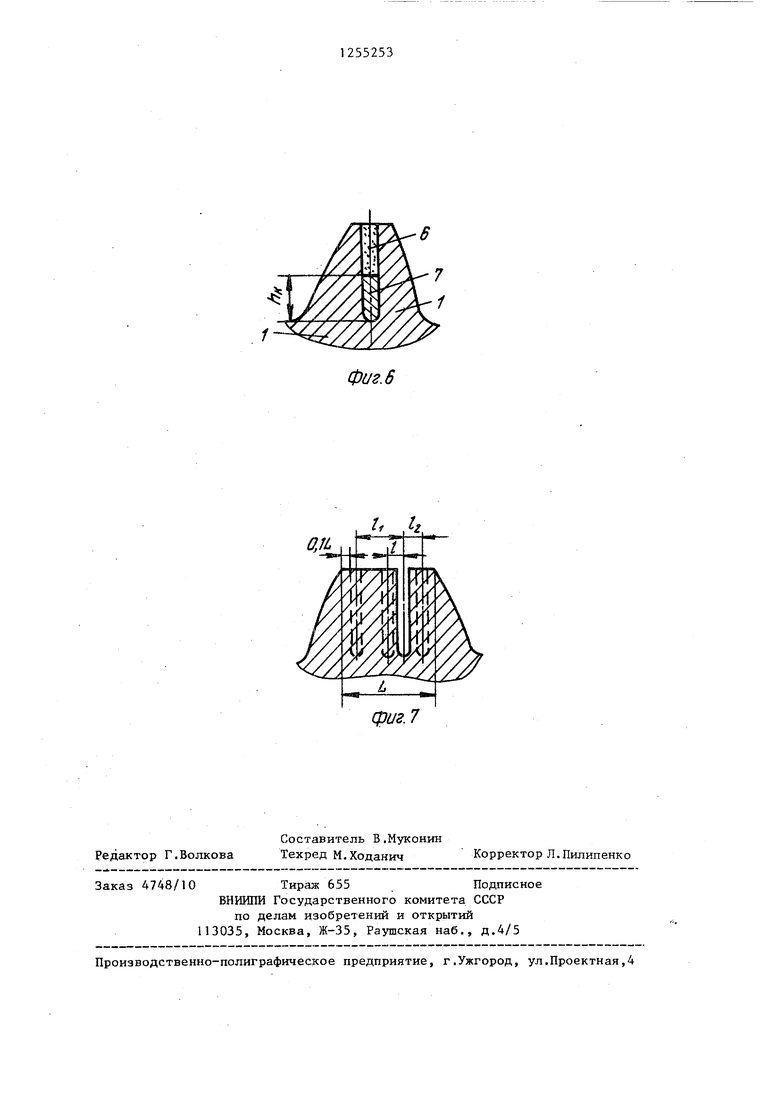
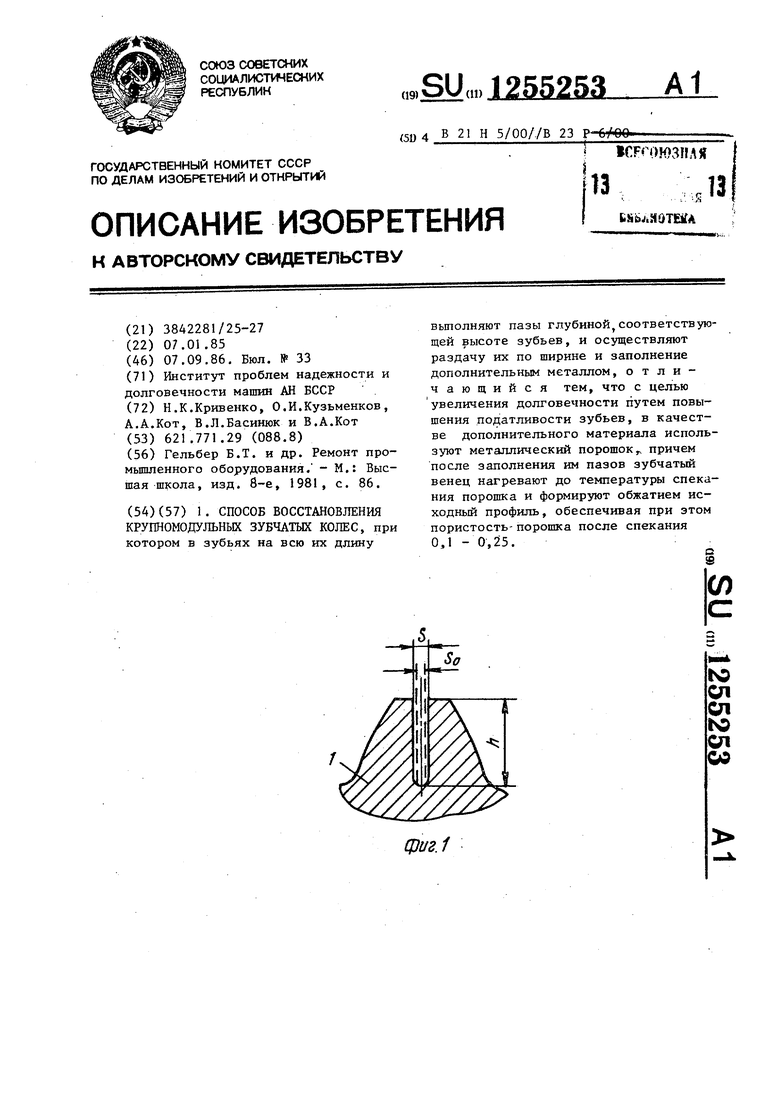
На фиг.1 показан зуб после раздачи; на фиг,2 - то смещенным пазом; на фиг.З - то же, с пазом, выполненным под углом; на фиг.4 - то же, с легкоплавкой металлической пластиной и порошком, помещенным в паз; на фиг.5 - то же, в момент обжатия; на фиг.6 - то же после восстановления; на фиг.7 -паз зуба.
Способ восстановления осуществляется в :ледующей последовател11ности
Зубчатое колесо с изношенными зубьями 1 (фиг. 1 ) после промывки и дефектовки устанавливают в приспособление и на отрезном станке с помощью вулканитового круга по симметрии зубьев на всю их длину выполняют пазы 2 шириной S и глу255253
НИН долговечности путем увеличения изгибной прочности, пазы выполняют со смещением отиисительно оси симметрии зуба на величину I , определяемую из соотношения
Г i2A§L : .Iil
2 (Т + тJ
где L - толщина зуба по окружности впадин;
S - ширина паза после раздачи;
Т - окружные усилия, действующие на одну и другую стороны зуба при вращении колеса в соответствующую сторону. 4. Способ ПОП.1, отличающийся тем, что паз вьтолняют
под углом р - к плоскости симметрии зуба, где оС - угол профиля восстанавливаемого колеса.
биной h, соответствующей высоте зубьев.
В связи с тем, что окружные усилия Т и Т, действующие на зуб при
вращении колеса в одну и другую стороны будут различны, следовательно, будут различны и напряжения в корне зуба. Для повышения изгибной прочности пазы 2 выполняют со смещением в
менее нагруженную сторону относительно оси симметрии зуба на величину I , определяемую из соотношения
Т lOi8t---SliT : Ti) 2(Т + Tj)
Для этой же цели пазы могут быть выполнены под углом .
После вьтолнения пазов венец зубчатого колеса нагревают до температуры 1000 - 1050 С, помещают колесо в штамп и раздают аубья до требуемой толщины, причем величину паза S ,
которую необходимо получить после раздачи, выбирают из соотношения
S S +2л, + 2 +2ft
оИЗНМ Х ПОР
Затем в паз 2 зуба 1 (фиг,4) помещают металлическую пластину 3 и засьшают порошком 4, причем температура плавления пластины ниже температуры спекания порошка, при этом
объем пластины соотношения
V выбирают из
V. V. К-; П .
де V - объем паза после раздачи и формирования профиля зуба;
Ь - высота слоя, пропитанного легкоплавким металлом;
h - глубина паза;
П - пористость порошкового материала, после формирования профиля зуба.
Снова нагревают зубчатьй венец до температуры 1000 - , при этом металлическая пластина плавитс и пропитьшает некоторый требуемый объем 5 порошка (фиг.5). Производят обжатие зуба в штампе силами Р. После обжатия и спекания порошка материал паза (фиг,6) имеет переменный состав. Так верхняя часть 6 имеет требуемую пористость 0,1 - 0,25, в то время как нижняя часть 7 после пропитки порошка легкоплавким металлом становится беспористой и по свим физико-механическим свойствам близка к основному материалу.
На заключительном этапе зубчатое колесо обрабатывают на зубопротяж- ном станке и упрочняют химикотерми- ческой обработкой.
Вывод выражения для определения объема легкоплавкой пластины: пусть V - объем паза после раздачи и формирования исходного профиля зуба; h и h. - соответственно глубина паза и высота порошкового слоя пропитан- ного легкоплавким металлом; V - объем легкоплавкой пластины; П - пористость «порошкового материала после формирования исходного профиля зуба.
Тогда можно записать следующее
соотношение:
h Y.n
.
(I)
Соотношение (1) написано в предположении, что в результате пропитки порошка металлом легкоплавкой пластины исключается пористость
порошкового материала, находящегося в нижней части паза.
Из вьфажения (1) получаем искомую формулу
V . h
П
(2)
У реверсивной зубчатой передачи максимальные окружные усилия, дейст- вуюшд1е на боковые стороны зуба при вращении в одну и другую стороны,
обозначаем соответственно Т и Т .
1 1
Рассматриваем наиболее распростра- л ненный случай, когда Т, Т , Для повышения изгибной прочности зуба паз необходимо сместить в направлении менее нагруженной стороны,тогда можно записать:
20
К
Т 1
(3)
где I, и Е - соответственно расстояние от оси симметрии вьтолнен- ного паза до осей симметрии пазов в крайних положениях; Т и Т - окружные усилия, действующие на боковые стороны зуба при вращении колеса в одну и другую стороны.
Для предотвращения сколов экспериментально установлено, что край паза не должен выходить на эволь- вентную поверхность зуба и должен отстоять от нее не менее, чем на 0,1L, где L - толщина зуба по окружности выступов. Таким образом.
0,8L - S,
(4)
где S - ширина паза.
Исходя из выражений (3) и (4) получаем
Г ( . г Т
Т + T,j
Определяем величину смещения паза .
(5) (6)
( L )Tj 2 ( )
2(Т + Т)
.,j)
2(Т, + Tj)
(7)
Пример. Предлагаемый способ восстановления осуществляется на механическом участке при восстановлении шестерни редуктора очистного комбайна 1К101(деталь 1К101.01.282, , , мм, материал - сталь 20Х2Н4А).
Способ осуществляется в след;ую- щей последовательности.
Изношенный венец отжигают с целью снижения твердости перед механичр.с- кой обработкой.
На отрезном станке с помощью вулканического круга в зубьях колеса на всю их длину прорезают пазы глубиной 26 мм и шириной 1,6 мм. Пазы вьтолняют со смещением I 0,52 мм. Величину смещения паза, определяют из выражения (7)
1М-2- л Ш§- 2 :2llO ) 2(48 То + 22
, j
„ 2-70 °
мм
Венец зубчатого колеса нагревают с помощью кольцевого индуктора ТВЧ до температуры 1000 - 1050°С, помещают колесо в щтамп и на кривощипном прессе раздают пазы на величину А 2,8 мм.
Величина раздачи определяется следующим образом: пусть S - ширина паза до раздачи; S - ширина паза после раздачи; Д- величина раздачи паза (зуба); У , б плотность порошка до и после обжатия;, Л „„ - ве О личина
, - величина припуска
максимального износа зуба;
на механическуюусадки порошка при
Тогда имеем соотношение
обработку; - величина спекании,,
§
к S +
S
- 2л
S
.,.i
S + 2u
«JH
ПОР
+ 2Д.,
После некоторого преобразования получаем
Г - Ч
)(|
+ Д
И}И
1-й ) (9)
М л V J Ч /
Тогда fl получаем из выражения (9)
ПОР
f9z8 0,6
0,6 vjM
+ 0,3 -t- 0,5)
S S. -J- 2й
S 1,6
i S льюс-
уллуымм.
15
)
20
25
ют Ч еном
слеаачи пове30
S5
;
и
40
45
8)
я
50
(9)
Ч /
в пазы зубчатого колеса, находящегося в шт;1мпе, помещают медные пластины (по одной в каждый паз) и засьтают порощок ПЖ, 2М, с помощью кольцевого индуктора ТВЧ разогревают зубчатый венец до температуры 1000 - , обжимают в штампе зубья и спекают порошок. Во время разогрева венца медные пластинки расплавляются и пропитывают требуемый объем порощка в пазах. Объем медной пластины определяют из выражения (2);
V V 1- п ,
3
55
п h 2,6 гО,085 см
На зубопротяжном станке модели 525 получают требуемый профиль зубьев .
Зубчатые колеса, восстановленные по предлагаемому и известному способам испытьшаются на изгибную прочность и виброакустическую активность. Испытьшаются по три образца. Испытания на изгибную прочность проводятся на гидропульсаторе с нагруже- нием окружной силой 481 О кН. Виброактивность измеряется на стенде с замкнутым силовым контуром СИ 3 посредством датчиков Д 14, устанавливаемых на испытательных коробках, и комплекта виброизмерительной аппаратуры фирмы РФГ. Оценка виброактивности проводится при нагружении моментом 2000 Нм, частоте вращения ведущего вала 151 с, смазке маслом НТ-20.
Полученшле результаты приведены в таблице.
Восстановление зубчатых колес по предлагаемому способу позволяет повысить долговечность восстановленных колес по изгибной прочности зубьев в 1,33 раза и снизить виброактивность на 3,3 дБ по сравнению с восстановленными- колесами по известному способу.
Известный способ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления крупномодульных зубчатых колес | 1986 |
|
SU1391788A2 |
| Способ изготовления биметаллических зубчатых колес | 1988 |
|
SU1579632A1 |
| Способ изготовления и восстановления зубчатых колес и устройство для его осуществления | 1988 |
|
SU1606247A2 |
| Способ восстановления крупномодульных зубчатых колес | 1989 |
|
SU1691043A2 |
| Способ изготовления зубчатого колеса | 1988 |
|
SU1574404A1 |
| Способ восстановления крупномодульных зубчатых колес | 1988 |
|
SU1613230A2 |
| Зубчатое колесо и способ его изготовления | 1985 |
|
SU1325231A1 |
| Способ восстановления тонкостенного зубчатого колеса | 1985 |
|
SU1368150A1 |
| Способ изготовления порошковых изделий | 1989 |
|
SU1722691A1 |
| Способ восстановления деталей с внутренней полостью | 1982 |
|
SU1093398A1 |
Фиг. 2
фиг.З
ф1/г.4
фиг.5
1Фае. 6
OJL
I. It
Редактор Г.Волкова
Составитель В.Муконин Техред М.Ходанич
Заказ 4748/10 Тиразк 655Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
фиг. 7
Корректор Л.Пилипенко
| Гельбер Б.Т | |||
| и др | |||
| Ремонт промышленного оборудования, - М.: Высшая школа, изд | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
