Изобретение относится к изготовлению абразызного инструмента.
Цель изобретения - повышение прочности инструмента.
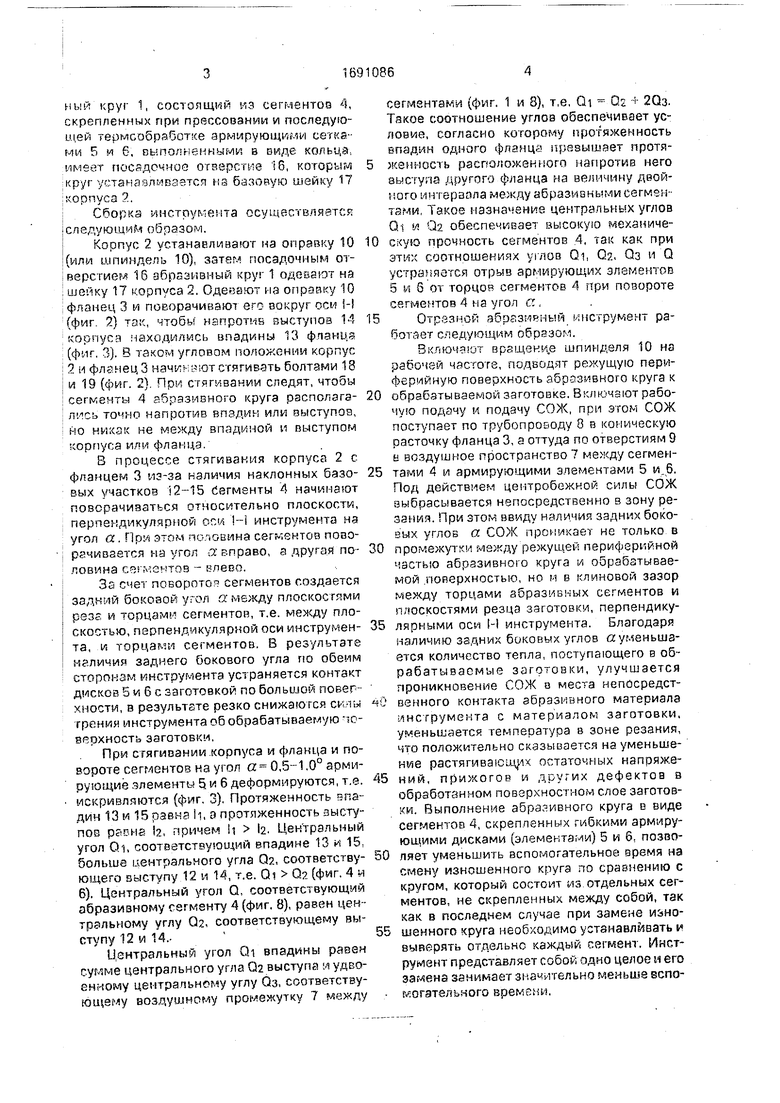
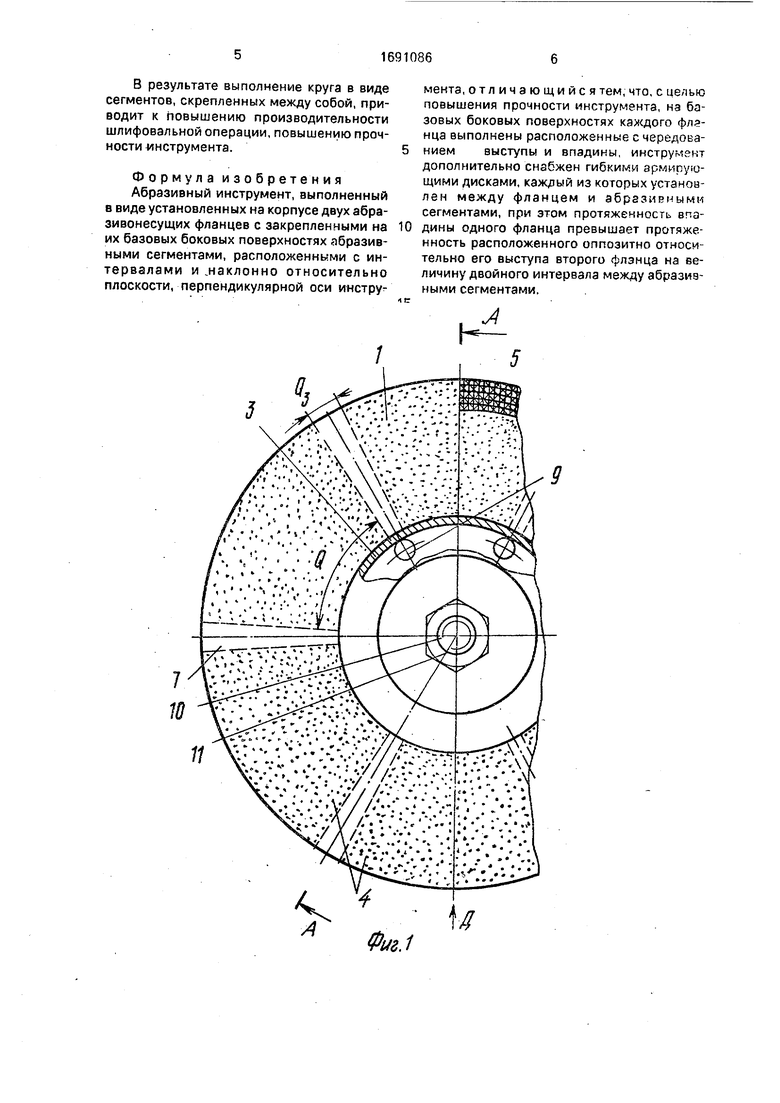
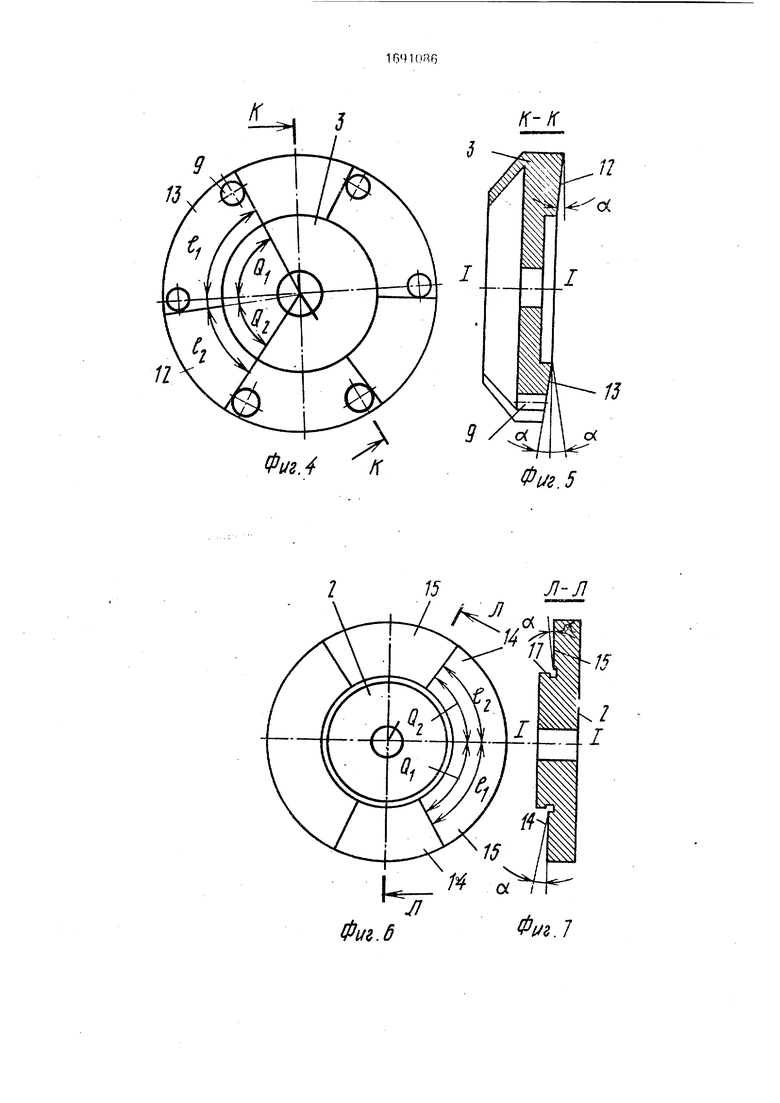
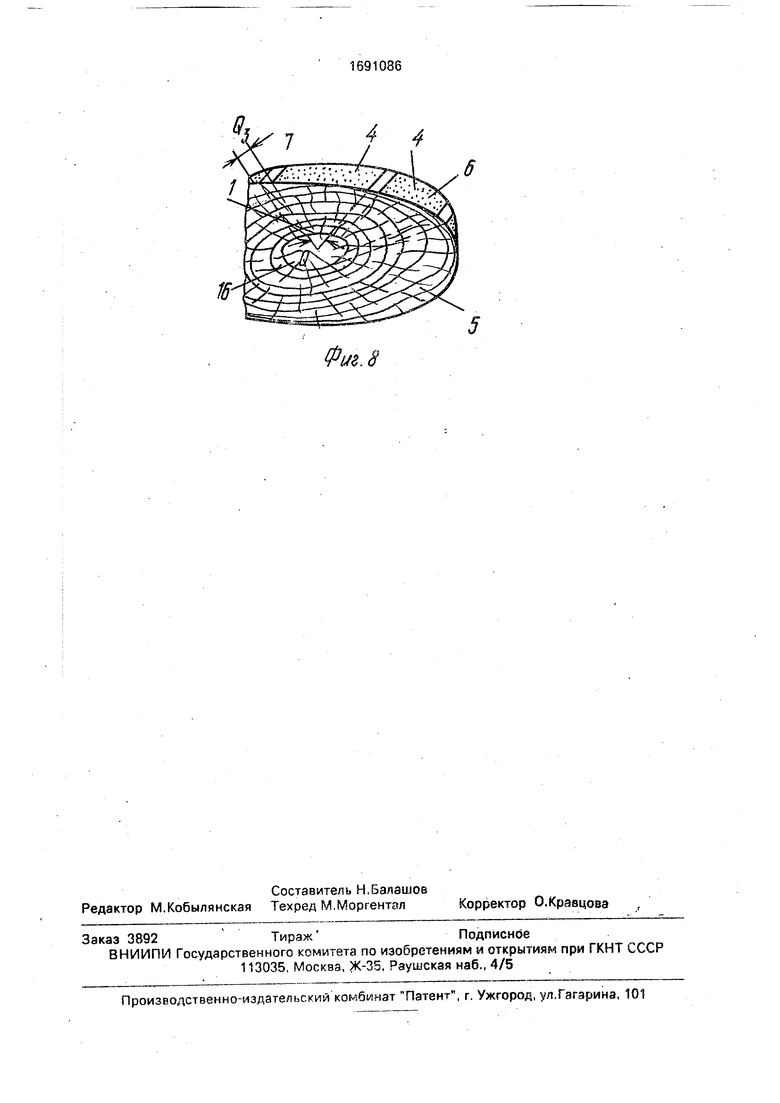
На фиг. 1 изображен отрезной абразивный инструмент; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид по Д на фиг. 1; на фиг. 4 - вид нз закрепляющий торец фланца; на фиг. 5 - сечение на фиг, 4; на фиг. 6 - вид на закрепляющий торец корпуса (второго фланца); на фиг. 7 - сечение Л-Л на фиг. 6; на фиг. 8 - абразивный круг в изометрии.
Отрезной абразивный инструмент состоит из абразивного круга 1, закрепленного между корпусом (фланцем) 2 и фланцем 3. Абразивный круг 1 выполнен в виде отдельных сегментов 4, соединенных между собой гибкими армирующими дисками в виде сеток 5 и б, расположенных по торцам круга 1 (на фиг. 1 во избежение затемнения чертежа
армирующая сетка 5 изображена лишь час- ). Между абразивными сегментами 4 имеются воздушные промежутки (интервалы) 7, по которым можно подавать СОЖ от трубопровода 8 через о;верстие 9 фланца 3 непосредственно в зону резания.
Абразисный круг 1, корпус 2 и фланец 3 устанавливают на шпиндель 10 станка и закрепляют гайкой11.
Фланец 3 со стороны закрепляющего торца выполнен в виде чередующихся секторных выступов 12 и впадин 13 (фиг. 3-5). Аналогичные выступы 14 и впадины 15 выполнены на закрепляющем терце корпуса 2 (фиг. 6 и 7).
Поверхности выступов 12 и 14 и впадин 13 и 15, контактирующие с абразивным кругом 1, выполнены наклонно влево и вправо под углом а к плоскости, перпендикулярной к оси I- инструмента (фиг 2, 5 и 7). АбразивО
ю
о
00
ный круг 1, состоящий из сегментоэ 4, скрепленных при прессовании и последуга- щей термообработке армирующими сетке- ми Б и 6, выполненными в виде кольца, имеет посадочное отверстие 16, которым круг устанавливается из базовую шейку 17 корпуса 2.
Сборка инструмента осуществляется {следующий образом.
| Корпус 2 устанавливают на оправку 10 (или шпиндель 10), затем посадочным отверстием 16 абразивный круг 1 одевают на шейку 17 корпуса 2. Одевают на оправку 10 фланец 3 и поворачивают его вокруг оси I-I (фиг, 2} так, чтобы напротив выступов 14 корпуса находились впадины 13 фпанцз (фиг. 3), В таком угловом положении корпус 2 и флзнец 3 «ют стягивать болтами 18 и 19 (фиг. 2). При стягивании следят, чтобы сегменты 4 абразивного круга располагались томно напротив впадин или выступов, но никак не между впадиной и выступом корпуса млн фланца.
В процессе стягивания корпуса 2 с фланцем 3 из-за наличия наклонных базовых участков 12-15 Сегменты 4 начинают поворачиваться относительно плоскости, перпендикулярной оси - инструмента на угол а.. Ирм этом половина сегментов поворачивается на угол а вправо, а другая половина сегментов - влево.
За счет поворотов сегментов создается задний боковой угол ас между плоскостями реза и торцами сегментов, т.е. между плоскостью, перпендикулярной оси инструмента, и торцами сегментов. 8 результате наличия заднего бокового угла по обеим сторонам инструмента устраняется контакт дисков 5 и 6 с заготовкой по большой поверхности, в результате резко снижаются си-ты грения инструмента об обрабатываемую -sc- верхность заготовки,
При стягивании корпуса и фланца и повороте сегментов на угол а 0,5-1.0° армирующие элементы 5 и 6 деформируются, т.е. искривляются (фиг. 3). Протяженность впадин 13 и 15 равна Н, а протяженность выступов равна 2, причем h (2. Центральный угол 0.1, соответствующий впадине 13 и 15; больше центрального угла О., соответствующего выступу 12 и 14, т.е. Qi Оа (фиг. 4 и 6). Центральный угол Q. соответствующий абразивному сегменту 4 (фиг, 8), равен центральному углу 02, соответствующему выступу 12 и 14.Центральный угол СИ впадины равен сумме центрального угла 02 выступа л удвоенному центрапьнсму углу Оз, соответствующему воздушному промежутку 7 между
сегментами (фиг. 1 и 8), т,е, Qi Qj 20з. Узкое соотношение углов обеспечивает условие, согласно которому протяженность впадин одного фланца превышает протяженность расположенного напротив него выступа другого фланца на величину двойного интервала между абразивными сегментами, Такое назначение центральных углов Qi и 0.2 обеспечивает высокую механическую прочность сегментов 4, так как при этих соотношениях углов Qi, Q.. Оз и Q устраняется отрыв армирующих элементов 5 и 6 от торцов сегментов 4 при повороте сегментов 4 на угол с..
Отрезной абразивный инструмент работает следующим образом.
Включают вращение шпинделя 10 на рабочей частоте, подводят режущую периферийную поверхность абразивного круга к
обрабатываемой заготовке. Включают рабочую подачу и подачу СОЖ, при этом СОЖ поступает по трубопроводу 8 в коническую расточку фланца 3, а оттуда по отверстиям 9 в воздушное пространство 7 между сегментами 4 и армирующими элементами 5 и,6. Под действием центробежной, силы СОЖ выбрасывается непосредственно в зону резания. При этом ввиду наличия задних боковых, углов а СОЖ проникает не только в
промежутки между режущей периферийной частью абразивного круга и обрабатываемой поверхностью, но м в клиновой зазор между торцами абразивных сегментов и плоскостями резца заготовки, перпендикулярными оси I-I инструмента. Благодаря наличию задних боковых углов «уменьшается количество тепла, поступающего 0 обрабатываемые заготовки, улучшается проникновение СОЖ в места непйсредственного контакта абразивного материала инструмента с материалом заготовки, уменьшается температура в зоне резания, что положительно сказывается на уменьшение растягивающих остаточных напряжений, прижогов и других дефектов в обработанном поверхностном слое заготовки. Выполнение абразивного круга в виде сегментов 4, скрепленных гибкими армирующими дисками (элементами) 5 и б, позволяет уменьшить вспомогательное время на смену изношенного круга по сравнению с кругом, который состоит из отдельных сегментов, не скрепленных между собой, так как в последнем случае при замене изношейного круга необходимо устанавливать и выверять отдельно каждый сегмент. Инструмент представляет собой одно целое и его замена занимает значительно меньше вспо- могательного времени.
В результате выполнение круга в виде сегментов, скрепленных между собой, приводит к повышению производительности шлифовальной операции, повышению прочности инструмента.
Формула изобретения Абразивный инструмент, выполненный в виде установленных на корпусе двух абра- зивонесущих фланцев с закрепленными на их базовых боковых поверхностях абразивными сегментами, расположенными с интервалами и наклонно относительно плоскости, перпендикулярной оси инстру
мента, отличающийся тем, что, с целью повышения прочности инструмента, на базовых боковых поверхностях каждого флз- нца выполнены расположенные с чередованием выступы и впадины, инструмент дополнительно снабжен гибкими армирующими дисками, каждый из которых установлен между фланцем и абразивными сегментами, при этом протяженность впадины одного фланца превышает протяженность расположенного оппозитно относительно его выступа второго флэнца на величину двойного интервала между абразивными сегментами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Отрезной абразивный круг | 1990 |
|
SU1738627A1 |
| УПРУГИЙ ПОЛИРОВАЛЬНЫЙ КРУГ ИЗ АЛМАЗНО-АБРАЗИВНОЙ ШКУРКИ | 2004 |
|
RU2261167C1 |
| ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ СБОРНЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2192344C1 |
| СПОСОБ ПРОДОЛЬНО-ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2001 |
|
RU2185269C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2004 |
|
RU2261163C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2200653C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПРЕРЫВИСТОГО ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2205101C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 2001 |
|
RU2188114C1 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2188752C1 |
| СПОСОБ ПРЕРЫВИСТОГО ТОРЦЕКРУГЛОГО ШЛИФОВАНИЯ | 2005 |
|
RU2300453C1 |
Изобретение относится к изготовлению абразивного инструмента. Цель изобретения -- повышение поочности инструмента. Цель достигается тем, что закрепляющие торцы корпуса и фланца выполнены в виде чередующихся и расположенных друг против друга секторных выступов и впадин, наклоненных на равные углы влево и вправо относительно плоскости, перпендикулярной к оси инструмента, а сегменты абразивного круга скреплены между собой армирующими элементами-дисками - с возможностью смещения сегментов друг относительно друга, при этом количество сегментов в круге равно количеству выступов и впадин корпуса. Для повышения механической прочности сегментов абразивного круга выступы и впадины корпуса (фланца) имеют различную протяженность по окружности так. что центральный угол соответствующий впадине, равен сумме центрального угла, соответствующего сегменту, и центрального угла, соот&етству-ощзго двум воздушным поомежуткэм сегментами а центральный угол, соответствующий выступу, равен центральному упу, соответствующему сегменту В ил.
«
Фиг.1
А-А
11
8
Фм.2
7
4
9 Мф
J/-J/
9«i)tn9L
IT
д Мф
i
Ј1
4 4
| Абразивный инструмент | 1978 |
|
SU814771A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
