Фиг
Изобретение относится к пресс-формам для изготовления полимерных изделий и является усовершенствованием известного устройства по авт.св, N° 1388303.
Цель изобретения - повышение качества готовых изделий и сокращение расхода материала.
На фиг.1-4 - показана пресс-форма в различные моменты прессования.
Пресс-форма (фиг. 1) содержит литьевую камеру 1 с нагнетающим плунжером 2, кольцевую матрицу, коаксиально закрепленную на литьевой камере 1, на торце которой свободно расположен рассекатель 3, выполненный из упругого материала с углом наклона образующей сопрягаемой поверхности А с поверхностью 5 литьевой камеры 1 к вертикальной оси больше, чем у образующей поверхности 5, и пуансон б, в котором выполнено гнездо 7 для рассекателя 3.
Матрица выполнена составной с подпружиненной относительно основания 8 оформляющей частью 9, в которой с внешней и внутренней сторон выполнены проточки для уплотнительных элементов 10.
Пресс-форма работает следующим образом.
В литьевую камеру 1 помещают заготовку пресс-материала для многоразового использования (фиг.1).
Далее опускается пуансон 6, после контакта которого с внешней стороной оформ- ляющей части 9 матрицы начинает перемещаться нагнетающий плунжер 2. В результате рассекатель 3 приподнимается, образуя для полимерного материала проход в оформляющую полость (фиг.2).
По мере заполнения пресс-материалом возрастает давление, под воздействием которого оформляющая часть 9 матрицы опускается, деформируя расположенные в замкнутых полостях уплгтнительные элементы 10, которыми при этом перекрывается зазор между сопряженными
поверхностями матрицы и пуансона 6. матрицы и литьевой камеры 1. Это исключает вытекание формуемого материала в зазоры между ними. После чего начинают дальнейшее опускание пуансона 6, который, надав- ливая на упругий рассекатель 3, перекрывает доступ материалу из оформляющей полости и выдавливает остаток материала из зазора между поверхностями 4 и 5,
при этом оформляющая часть 9 опускается на основание 8 (фиг.З).
При окончательном опускании пуансона б (фиг.4) поверхности 4 и 5 плотно прижаты друг к другу, а пресс-материал, который
при выполнении рассекателя 3 из жесткого материала должен был бы образовать несжимаемую пленку, отвердиться и попасть в отходы в виде облоя, полностью выдавливается в литьевую камеру 1 и пригоден для
дальнейшей переработки. Причем это также исключает загрязнение готовых изделий во время формования частицами ранее отвер- жденного материала или продуктами его термодеструкции, а также брак готовых изделий по размерной неточности из-за неплотного смыкания формы при налипании на поверхности 4 и 5 облоя из перерабатываемого пресс-материала.
Таким образом, предлагаемая конструкция формы позволяет снизить расход материала и повысить качество готовых изделий.
Ф о р м у л а и з о б р е т е н и я Пресс-форма для изготовления полимерных изделий литьевым прессованием по авт.св. № 1388303, отличающаяся тем, что, с целью повышения качества готовых изделий и сокращения расхода материала, рассекатель выполнен из упругого
материала с углом наклона образующей, сопрягаемой с торцовой поверхностью литьевой камеры к верти калькой оси, больше, чем угол наклона образующей сопрягаемой поверхности литьевой камеры.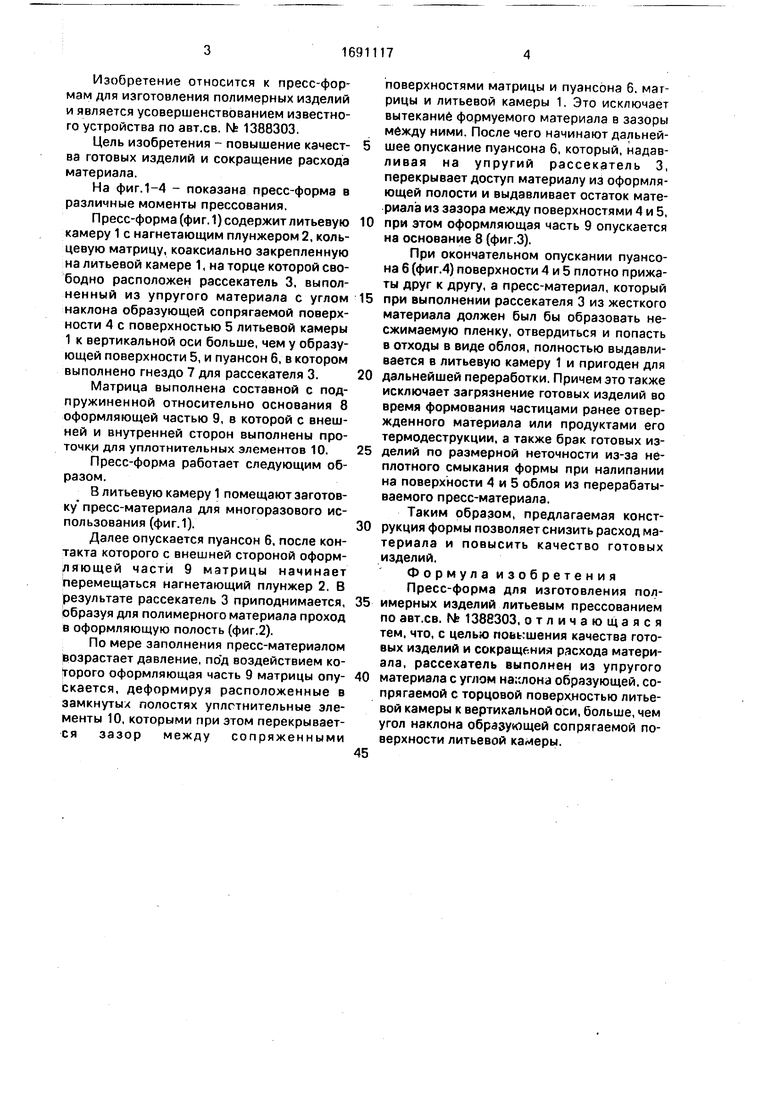
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления полимерных изделий литьевым прессованием | 1986 |
|
SU1388303A1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2085379C1 |
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1993 |
|
RU2085378C1 |
| Пресс-форма для литьевых машин и прессов Е.А.Колкунова | 1984 |
|
SU1181876A1 |
| Пресс-форма для литьевых машин и прессов | 1983 |
|
SU1123862A1 |
| Литьевая форма для изготовления полимерных изделий с поднутрениями | 1980 |
|
SU919897A1 |
| ПРЕСС-ФОРМА ДЛЯ БЕЗОБЛОЙНОГО ПРЕССОВАНИЯ | 2011 |
|
RU2484967C2 |
| МАШИНА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ ПО ЭКСТРУЗИОННО-ПРЕССОВОЙ ТЕХНОЛОГИИ | 2009 |
|
RU2409467C2 |
| Устройство для изготовления резиновых полусферических оболочек | 1987 |
|
SU1481078A1 |
| Установка для прессования изделий из вязких реактопластов | 1980 |
|
SU954240A1 |

Изобретение относится к пресс-формам для изготовления полимерных изделий. Для этого устройство снабжено литьевой камерой 1 с нагнетающим плунжером 2, кольцевой матрицей 9, коаксиально закрепленной на литьевой камере 1, на торце которой свободно расположен рассекатель 3. Рассекатель 3 выполнен из упругого материала с наклоном к образующей, сопрягаемой с торцом литьевой камеры 1, поверхности 4 к вертикальной оси, больше, чем у образующей сопрягаемой поверхности 5 литьевой камеры 1. 4 ил.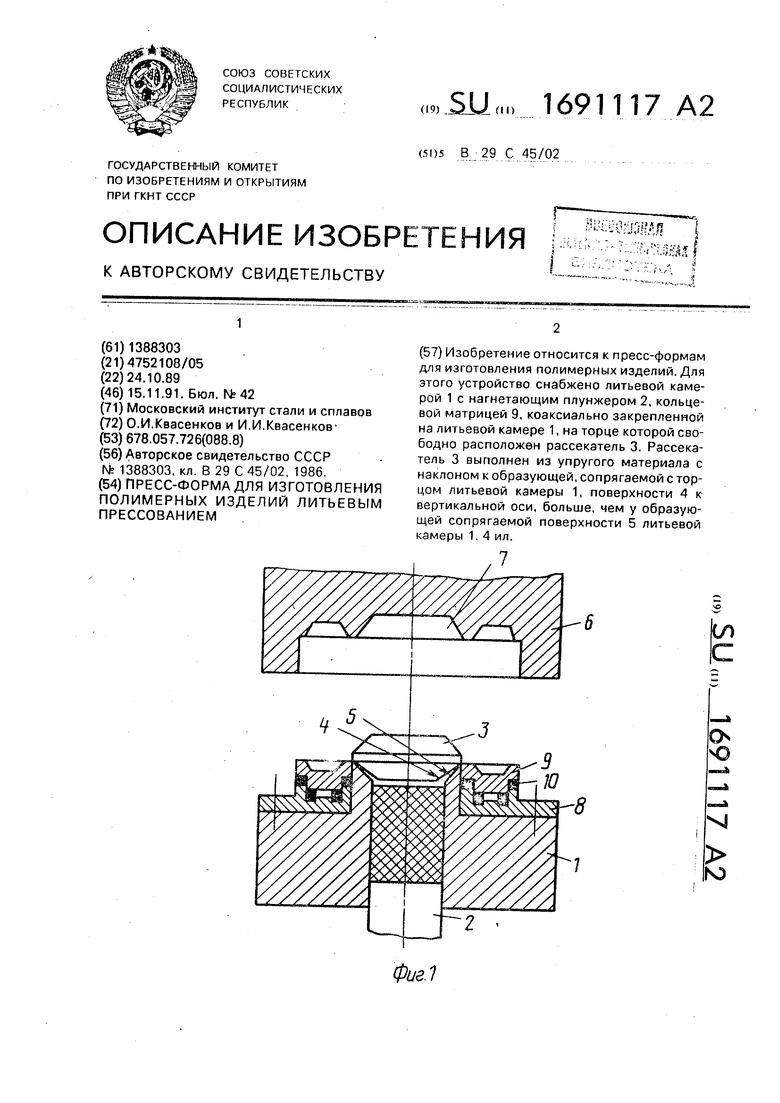
Фиг. 2
Фиг.З
Фиг. Ч
| Пресс-форма для изготовления полимерных изделий литьевым прессованием | 1986 |
|
SU1388303A1 |
| Солесос | 1922 |
|
SU29A1 |
