Известен способ изготовления защитных оболочек из фторопласта для кольцеобразных упругих уплотнительных манжет круглого сечения путем формования фторопласта в прессформе, содержащей пуансон и матрицу при температуре бО-380°С.
Этот способ характеризуется затруднениями, связанными с переработкой порошкового фторопласта, требует значительных затрат времени и навыков работы с указанным термопластом.
Предлагаемый способ отличается от известного тем, что фторопластовую пленку вытягивают в виде стакана на пуансоне при температуре 130-160°С в течение 30 мин, вырезают из стакана цилиндрическую заготовку, высота которой соответствует длине окружности поперечного сечения оболочки, надевают на заготовку жесткое кольцо круглого сечения, и затем пуансон с заготовкой и кольцом помещают в прессформу, где производят формование оболочки при давлении 1-10 кг/см и температуре 200-250°С.
Предлагаемый способ позволяет изготавливать оболочки различной толщины и значительно упрощает технологический процесс изготовления их.
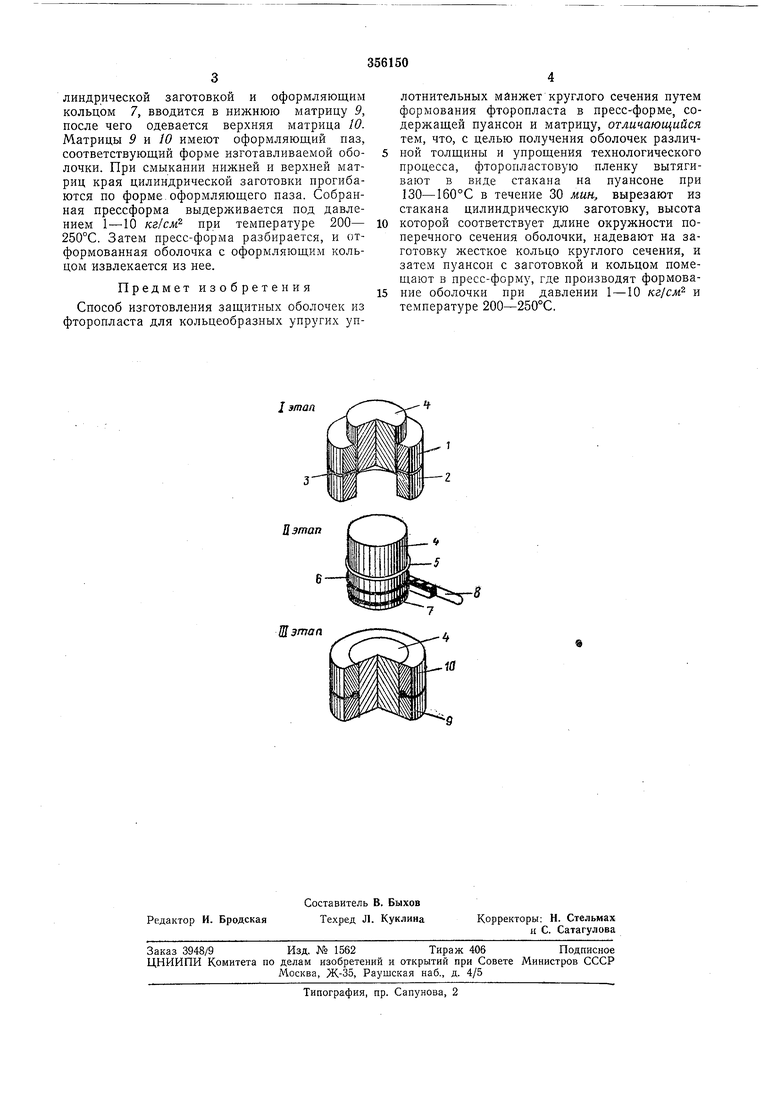
I этап. Вытяжка «стакана из пленки.
Производится в прессформе, состоящей из верхней и нижней матриц / и 2, между которыми помещается круглая заготовка 3, вырезанная из фторопластовой пленки. В прессформу вводится пуансон 4 до соприкосновения с поверхностью пленки. Собранная таким образом пресс-форма нагревается до температуры 130-160°С и выдерживается при этой температуре не менее 30 мин. Затем на прессе осуществляется плавная вытяжка «стакана 5.
П этап. Вырезка цилиндрической заготовки.
На «стакан 5, расположенный на пуансоне 4, одевают ограничительное и оформляющее кольца 5 и 7 из жесткого материала, например металла. Установочное кольцо необходимо для фиксации оформляющего кольца на стакане на определенной высоте, определяемой диаметром уплотнительной манжеты. После установки оформляющего кольца и вырезки заготовки установочное кольцо снимают. На этом же пуансоне вырезают цилиндрическую заготовку ножом 8, имеющим два лезвия, расстояние между которыми устанавливается в зависимости от требуемой ширины заготовок.
линдрической заготовкой и оформляющим кольцом 7, вводится в нижнюю матрицу 9, после чего одевается верхняя матрица W. Матрицы 9 и 10 имеют оформляющий паз, соответствующий форме изготавливаемой оболочки. При смыкании нижней и верхней матриц края цилиндрической заготовки прогибаются по форме-оформляющего паза. Собранная прессформа выдерживается под давлением 1 - 10 кг/см при температуре 200- 250°С. Затем пресс-форма разбирается, и отформованная оболочка с оформляющим кольцом извлекается из нее.
Предмет изобретения
Способ изготовления защитных оболочек из фторопласта для кольцеобразных упругих уплотнительных манжет круглого сечения путем формования фторопласта в пресс-форме, содержащей пуансон и матрицу, отличающийся тем, что, с целью получения оболочек различной толщины и упрощения технологического процесса, фторопластовую пленку вытягивают в виде стакана на пуансоне при 130-160°С в течение 30 мин, вырезают из стакана цилиндрическую заготовку, высота которой соответствует длине окружности поперечного сечения оболочки, надевают на заготовку жесткое кольцо круглого сечения, и затем пуансон с заготовкой и кольцом помещают в пресс-форму, где производят формование оболочки при давлении 1 -10 кг/см и температуре 200-250°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления комбинированного уплотнительного кольца | 1989 |
|
SU1691124A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАНИОИ УПЛОТНИТЕЛЬНОЙ МАНЖЕТЫ | 1971 |
|
SU314656A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕТКАНОГО МАТЕРИАЛА «МР» ИЗ МЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1966 |
|
SU183174A1 |
| ОБОГРЕВАЕМЫЙ ПУАНСОН ДЛЯ ИЗГОТОВЛЕНИЯ СГОРАЮЩИХ ИЗДЕЛИЙ | 2015 |
|
RU2617507C1 |
| Пресс-форма для изготовления резиновых уплотнительных манжет | 1983 |
|
SU1111871A1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВО-ФТОРОПЛАСТОВОГО КОМБИНИРОВАННОГО УПЛОТНЕНИЯ | 2005 |
|
RU2308372C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОФТОРОПЛАСТОВОГО КОМБИНИРОВАННОГО УПЛОТНЕНИЯ | 2010 |
|
RU2443553C1 |
| ЗАГОТОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕЛ1ЫХ СПЛАВОВ | 1970 |
|
SU278610A1 |
| Пресс-форма для изготовления резиновых уплотнительных манжет | 1980 |
|
SU897560A1 |
| Способ изготовления поршневых колец из полимерных композиционных материалов | 1989 |
|
SU1713820A1 |
I этап
и этап
Щэтап
