относительного перемещения листа и каретки, датчик исходного положения кареткир датчик наличия листа, машину для развальцовки шва с приводом и датчиком развальцовки, привод формовочного стана с блоком управления, привод с блоком управления формующим транспортером, блок управления приводом перемещения каретки, блок уп398940
равления прийодом сшива, блок управления развальцовки, блок возврата машины развальцовки, блок сопровождения нахлеста концов листов, датчик скорости формующего транспортера, блок переключения сшивной машины, блок нагона, блок останова, блок синхронизации хода сшивной машины,блок развальцовки, коман,п;ный блок. 4 ил.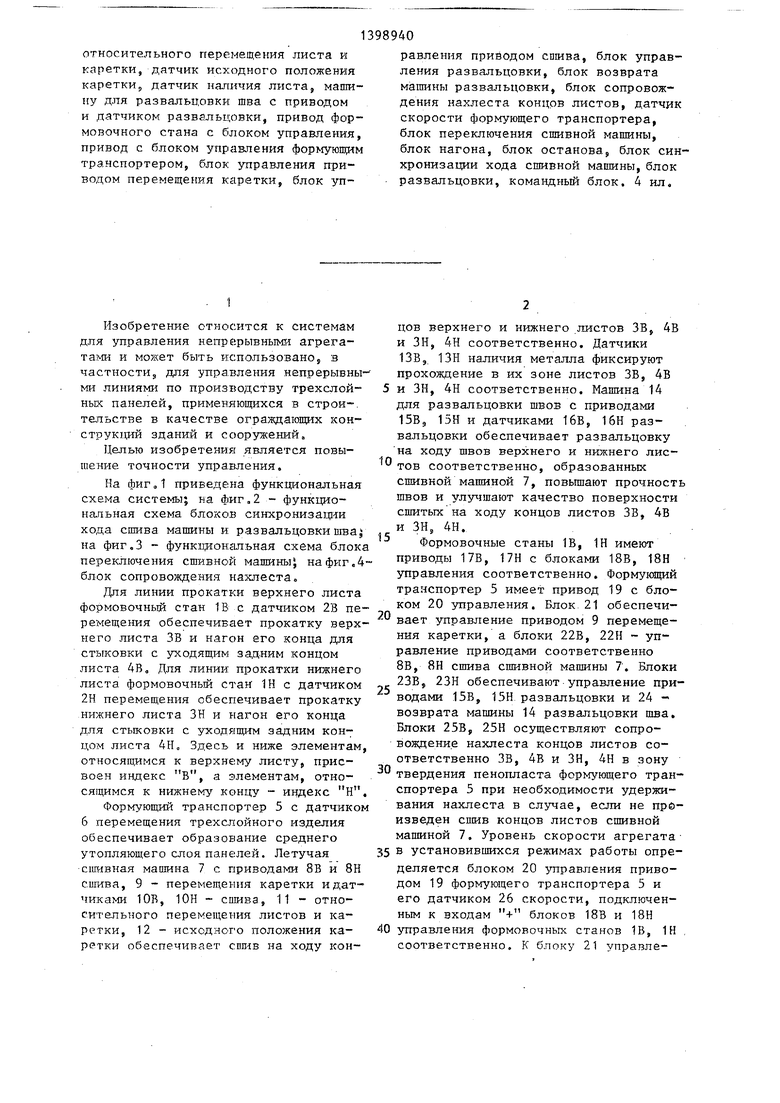
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления непрерывным полосовым агрегатом | 1984 |
|
SU1219195A1 |
| Система управления агрегатомОТдЕлКи пОлОСОВОгО пРОКАТА | 1979 |
|
SU818688A1 |
| Система автоматического останова участкаНАгОНА пЕТли НЕпРЕРыВНОгО АгРЕгАТА | 1979 |
|
SU818690A1 |
| Устройство для надрезки ленты стекла | 1977 |
|
SU743956A1 |
| Устройство управления летучей пилой | 1983 |
|
SU1109270A1 |
| Устройство автоматического замедления полосы на участке нагона петли непрерывного профилегибочного агрегата | 1983 |
|
SU1233972A2 |
| Устройство управления летучей пилой | 1982 |
|
SU1072991A1 |
| Устройство для ввода информации | 1984 |
|
SU1166094A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2005 |
|
RU2287390C1 |
| Устройство для защиты агрегата бесперебойного питания | 1988 |
|
SU1598030A1 |
Изобретение относится к системам для управления непрерывными агрегатами и может быть использовано для управления непрерывными линиями по производству трехслойных панелей, применяющихся в строительстве в качестве ограждающих конструкций зданий и сооружений. Оно позволяет повысить точность управления. Система содержит формовочный.стан верхнего и нижнего листов, обеспечивающий dшив концов 4 листов, датчик перемещения, лист, формующий транспортер с датчиком перемещения изделия, сшивную машину с приводами сшива и перемещения каретки, датчик сшива, датчик с: --Г I I I- I IfSftSHj 11 Sl со оо со 4 L-Jl iM
. 1
Изобретение относится к системам для управления непрерывными агрега- TaiMH и может быть ркспользовано, з частности, для управления непрерывны- ми линиями по производству трехслойных панелей, применяющихся в строи-. тельстве в качестве ограждающих конструкций зданий и сооружений.
Целью изобретения является повышение точности управления.
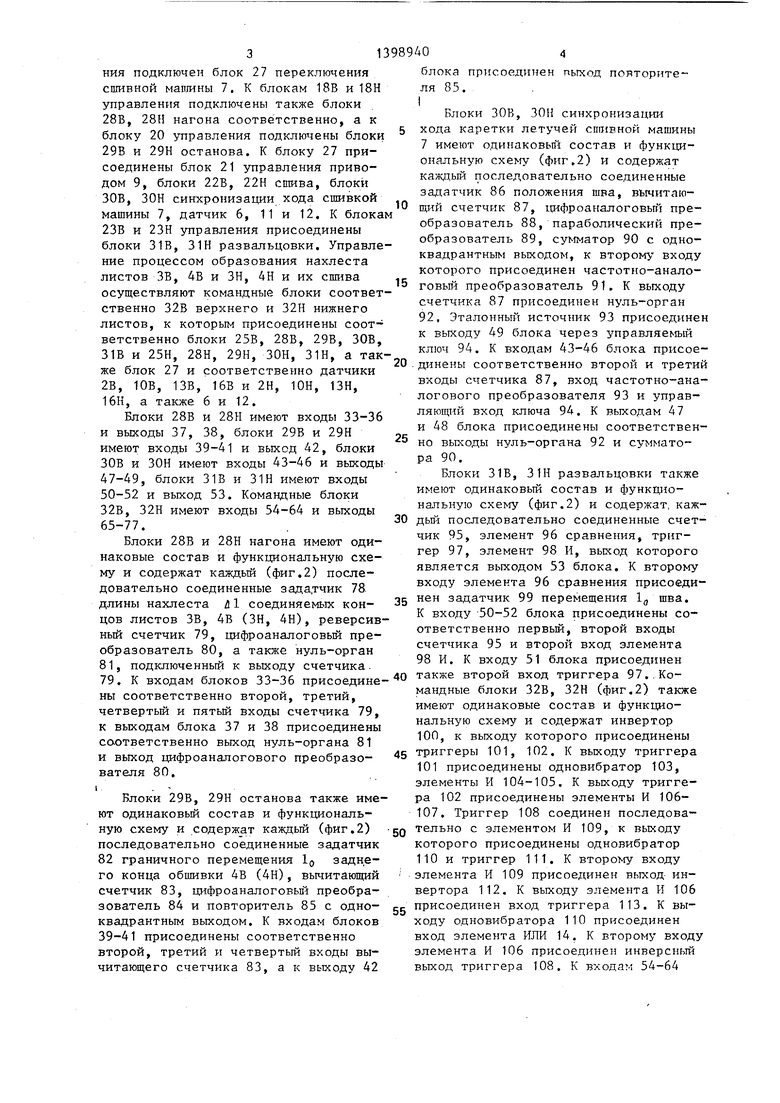
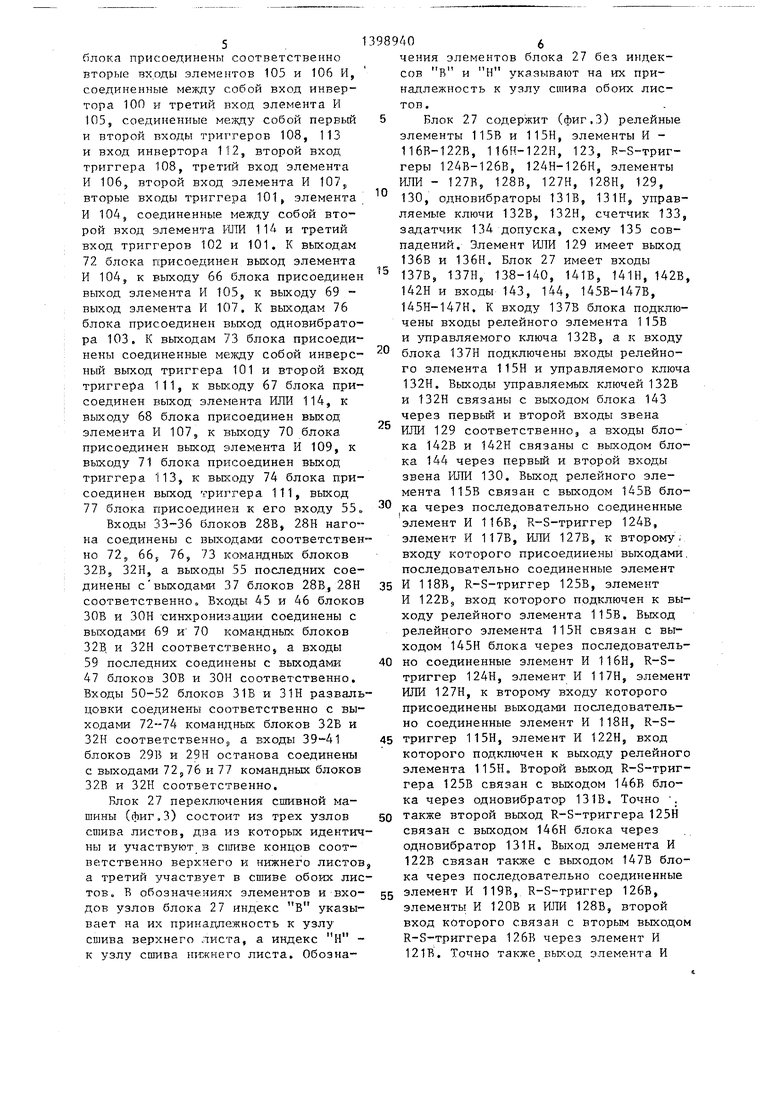
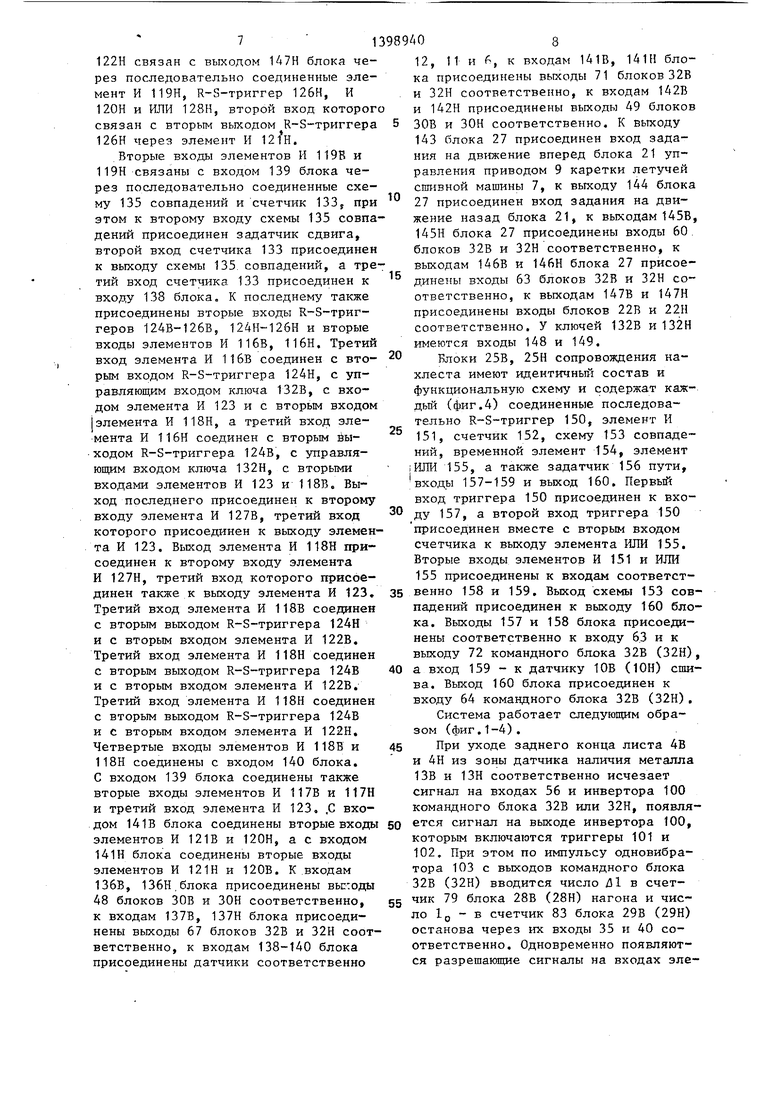
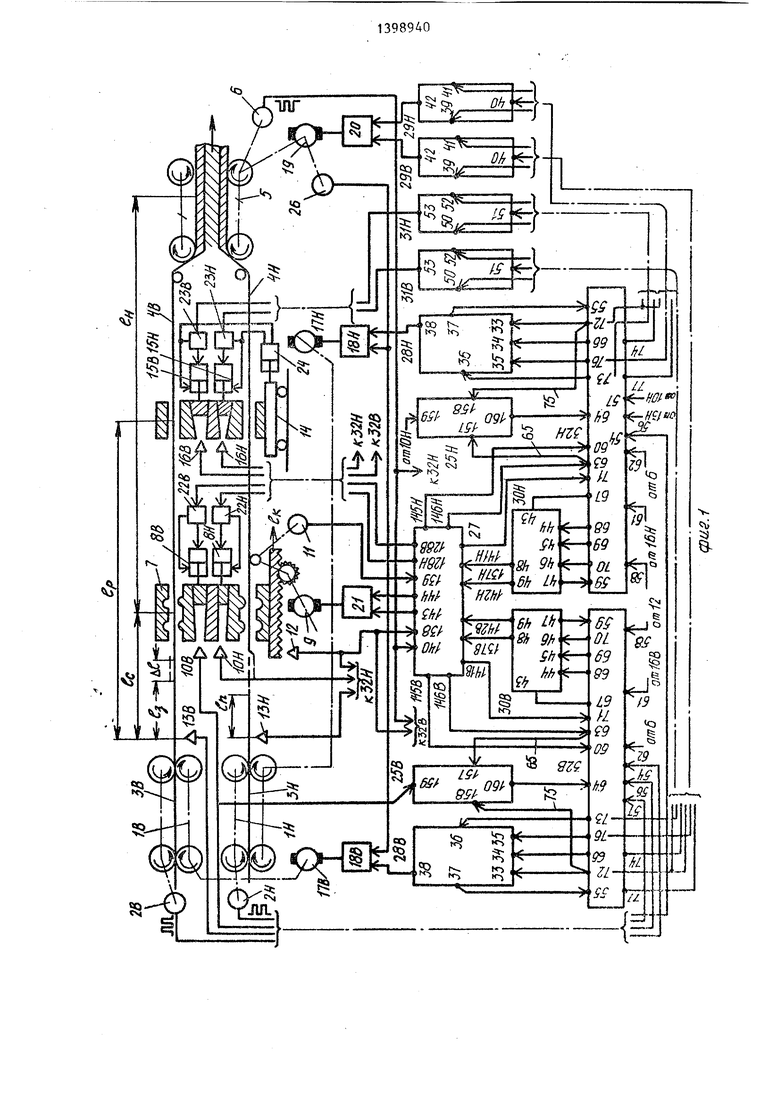
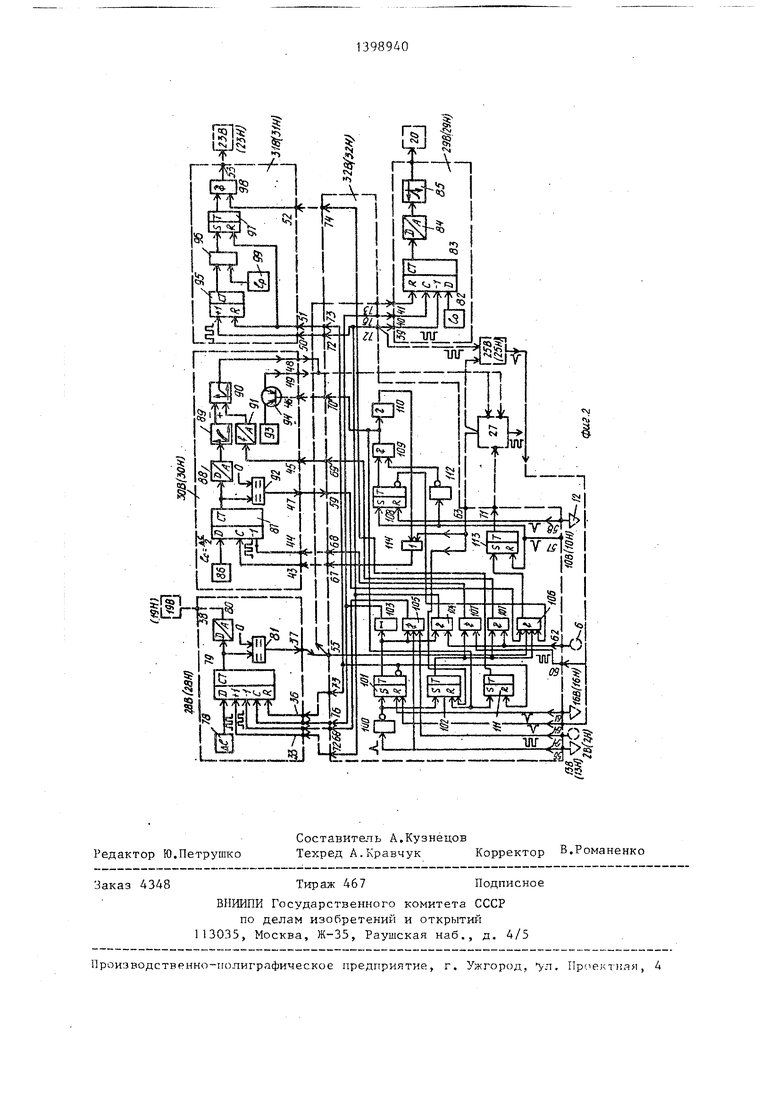
На фиг о 1 приведена функциональная схема системы; на фиг.2 - функцио- напьная схема блоков синхронизацией хода сшива машины и развальцовки шва j на фиг.З - функц юнальная схема блока переключения сшивной машиныJ на фиг.4- блок сопровождения нахлеста.
Для линии прокатки верхнего листа формовочный стан 1В с .датчиком 2В пе- ре мещения обеспечивает прокатку верхнего листа ЗВ и нагон его конца для стыковки с уходящим задним концом листа 4В, Для линии прокатки нижнего листа формовочньш стан 1Н с датчиком 2Н перемещения обеспечивает прокатку нижнего листа ЗН и нагон его конца для стыковки с уходящим задним кондом листа 4Н Здесь и ниже элементам, относящимся к верхнему листу, присвоен индекс Б, а элементам, относящимся к нижнему концу - индекс Н.
Формующий транспортер 5 с датчиком 6 перемещения трехслойного изделия обеспечивает образование среднего утопляющего слоя панелей. Летучая С1 швная машина 7 с приводами 8В и 8Н симва, 9 - перемещения каретки и датчиками 10В, 10И - сшива, 11 - относительного перемещения листов и каретки, 12 - исходного положения каретки обеспечивает CDD-IB на ходу кон0
0
5
0
5
0
цов верхнего и нижнего листов ЗВ, 4В и ЗН, 4Н соответственно. Датчики 13В, 13Н наличия металла фиксируют прохождение в их зоне листов ЗВ, 4В и ЗН, 4Н соответственно. Машина 14 для развальцовки швов с приводами 15Bj 15Н и датчиками 16В, 16Н развальцовки обеспечивает развальцовку на ходу швов верхнего и нижнего листов соответственно, образованных сшивной машиной 7, повышают прочность швов и качество поверхности сшитьпс на ходу концов листов ЗВ, 4В и ЗН, 4Н.
Формовочные станы 1В, 1Н имеют приводы 17В, 17Н с блоками 18В, 18Н управления соответственно. Формующий транспортер 5 имеет привод 19 с блоком 20 управления. Блок 21 обеспечивает управление приводом 9 перемещения каретки, а блоки 22В, 22Н - управление приводами соответственно 8В, 8Н сшива сшивной машины 7, Блоки 23В, 23Н обеспечивают управление приводами 15В, 15Н развальцовки и 24 - возврата машины 14 развальцовки шва, Блоки 25В, 25Н осуществляют сопровождение нахлеста концов листов соответственно ЗВ, 4В и ЗН, 4Н в зону твердения пенопласта формующего транспортера 5 при необходимости удерживания нахлеста в случае, если не пре- изведен спмв концов листов сшивной машиной 7. Уровень скорости агрегата- в установившихся режимах работы определяется блоком 20 зтгравления приводом 19 формующего транспортера 5 и его датчиком 26 скорости, подключенным к входам + блоков 18В и 18Н управления формовочных станов 1В, 1Н , соответственно, К блоку 21 управления подключен блок 27 переключения сшивной мавшны 7. К блокам 18В и 18Н управления подключены также блоки
28В, 28Н нагона соответственно, а к
блоку 20 управления подключены блоки
29В и 29Н останова. К блоку 27 присоединены блок 21 управления приводом 9, блоки 22В, 22Н сшива, блоки ЗОВ, ЗОН синхронизации хода сшивкой машины 7, датчик 6, 11 и 12. К блока 23В и 23Н управления присоединены блоки 31В, 31Н развальцовки. Управление процессом образования нахлеста листов ЗВ, 4В и ЗН, 4Н и их cnniBa осуществляют командные блоки соответственно 32В верхнего и 32Н нижнего листов, к которым присоединены соответственно блоки 25В, 28В, 29В, ЗОВ, 31В и 25Н, 28Н, 29Н, ЗОН, 31Н, а так же блок 27 и соответственно датчики 2В, 10В, 13В, 16В и 2Н, ЮН, 13Н, 16Н, а также 6 и 12.
Блоки 28В и 28Н имеют входы 33-36 и выходы 37, 38, блоки 29В и 29Н имеют входы 39-41 и выход 42, блоки ЗОВ и ЗОН имеют входы 43-46 и выходы 47-49, блоки 31В и 31И имеют входы 50-52 и выход 53. Командные блоки 32В, 32Н имеют входы 54-64 и выходы 65-77..
Блоки 28В и 28Н нагона имеют одинаковые состав и функциональную схему и содержат каждый (фиг.2) последовательно соединенные зада,тчик 78 длины нахлеста Л1 соединяемых кон- цов листов ЗВ, 4В (ЗН, 4Н), реверсивный счетчик 79, цифроаналоговый преобразователь 80, а также нуль-орган 81, подключенный к выходу счетчика. 79. К входам блоков 33-36 присоедине ны соответственно второй, третий, четвертый и пятьй входы счетчика 79, к выходам блока 37 и 38 присоединены соответственно выход нуль-органа 81 и выход цифроаналогового преобразо- вателя 80. I, . Блоки 29В, 29Н останова также имеют одинаковый состав и функциональную схему и содержат каждый (фиг.2) последовательно соединенные задатчик 82 граничного перемещения IQ заднего конца обшивки 4В (4Н), вычитающий счетчик 83, цифроаналоговьш преобразователь 84 и повторитель 85 с одно- квадрантным выходом. К входам блоков 39-41 присоединены соответственно второй, третий и четвертый входы вычитающего счетчика 83, а к выходу 42
блока присоединен пьгход повторителя 85. I
Блоки ЗОВ, ЗОН синхронизации хода каретки летучей спгивной машины 7 имеют одинаковьй состав и функциональную схему (фиг,2) и содержат каждьм последовательно соединенные задатчик 86 положения шва, вычитающий счетчик 87, цифроаналоговый преобразователь 88, параболический преобразователь 89, сумматор 90 с одно- квадрантным выходом, к второму входу которого присоединен частотно-аналоговый преобразователь 91. К выходу счетчика 87 присоединен нуль-орган 92, Эталонный источник 93 присоедине к выходу 49 блока через управляемый ключ 94. К входам 43-46 блока присоединены соответственно второй и трети входы счетчика 87, вход частотно-аналогового преобразователя 93 и управляющий вход ключа 94. К выходам 47 и 48 блока присоединены соответственно выходы нуль-органа 92 и сумматора 90.
Блоки 31В, 31Н развальцовки также имеют одинаковый состав и функциональную схему (фиг.2) и содержат, каждый последовательно соединенные счетчик 95, элемент 96 сравнения, триггер 97, элемент 98 И, выход которого является выходом 53 блока. К второму входу элемента 96 сравнения присоединен задатчик 99 перемещения 1д шва. К входу 50-52 блока присоединены соответственно первый, второй входы счетчика 95 и второй вход элемента 98 И. К входу 51 блока присоединен также второй вход триггера 97.,Командные блоки 32В, 32Н (фиг.2) также имеют одинаковые состав и функциональную схему и содержат инвертор 100, к выходу которого присоединены триггеры 101, 102. К выходу триггера 101 присоединены одновибратор 103, элементы PI 104-105. К выходу триггера 102 присоединены элементы И 106- 107. Триггер 108 соединен последовательно с элементом И 109, к выходу которого присоединены одновибратор 110 и триггер 111. К второму входу элемента И 109 присоединен выход- инвертора 112. К выходу элемента И 106 присоединен вход триггера 113. К выходу одновибратора 110 присоединен вход элемента ИЛИ 14. К второму входу элемента И 106 присоединен инверсный выход триггера 108. К входам 54-64
блока присоединены соответственно вторые входы элементов 105 и 106 И, соединенные между собой вход инвертора 100 и третий вход элемента И 105, соединенные между собой первый и второй входы триггеров 108, 113 и вход инвертора 112, второй вход триггера 108, третий вход элемента И 106, второй вход элемента И 107, вторые входы триггера 101, элемента И 104, соединенные между собой второй вход элемента ИЛИ 114 и третий вход триггеров 102 и 101. К выходам 72 блока гфисоединен выход элемента И 104, к выходу 66 блока присоединен выход элемента И 105, к выходу 69 - выход элемента И 107. К выходам 76 блока присоединен выход одновибрато- ра 103. К выходам 73 блока присоединены соединенные между собой инверсный выход триггера 101 и второй вход триггера 111, к вькоду 67 блока присоединен выход элемента ИЛИ 114, к выходу 68 блока присоединен выход элемента И 107, к выходу 70 блока присоединен выход элемента И 109, к выходу 71 блока присоединен выход триггера 113, к вьсгоду 74 блока присоединен выход триггера 111, выход 77 блока присоединен к его входу 55.
Входы 33-36 блоков 28В, 28Н нагона соединены с выходами соответственно 72g 66, 76, 73 командных блоков 323, 32Н, а выходы 55 последних соединены c выxoдa -lи 37 блоков 28В, 28Н соответственное, Входы 45 и 46 блоков ЗОВ и ЗОН синхронизации соединены с выходами 69 и 70 командных блоков 32В, и 32Н соответственно, а входы 59 последних соединены с выходами 47 блоков ЗОВ и ЗОН соответственно. Входы 50-52 блоков 31Б и 31Н развальцовки соединены соответственно с выходами 72-74 командных блоков 32Б и 32Н соответственнол а входы 39-41 блоков 29Б и 29Н останова соединены с выходами 72,76 и 77 командных блоков 32Б и 32Н соответственно.
Блок 27 переключения спмвной машины (фиг.З) состоит из трех узлов сшива листов, два из которых идентичны и участвуют в сшиве концов соответственно верхнего и нижнего листов а третий участвует в сшиве обоих листов. В обозначениях элементов и входов узлов блока 27 индекс В указывает на их принахщежность к узлу сшива верхнего листа, а индекс И - к узлу сшива нгекнего листа. Обозна10
15
3989406
чения элементов блока 27 без индексов в и Н указывают на их принадлежность к узлу сшива обоих листов .
5 Блок 27 содержит (фиг.З) релейные элементы 115Б и 115Н, элементы И - 116Б-122В, 116Н-122Н, 123, R-S-триг- геры 124В-126В, 124Н-126Н, элементы ИЛИ - 127В, 128В, 127Н, 128Н, 129, 130, одновибраторы 131В, 131Н, управляемые ключи 132Б, 132Н, счетчик 133, задатчик 134 допуска, схему 135 совпадений. Элемент ИЛИ 129 имеет выход 136Б и 136Н. Блок 27 имеет входы 137Б, 137Н, 138-140, 141В, 141Н, 142В, 142Н и входы 143, 144, 145В-147В, 145Н-147Н. К входу 137В блока подключены входы релейного элемента 115В и управляемого ключа 132В, а к входу блока 137Н подключены входы релейного элемента 115Н и управляемого ключа 132Н. Выходы управляемых ключей 132В и 132Н связаны с выходом блока 143 через первый и второй входы звена ИЛИ 129 соответственно, а входы блока 142Б и 142Н связаны с выходом блока 144 через первый и второй входы звена ИЛИ 130. Выход релейного элемента 115В связан с выходом 145Б блока через последовательно соединенные элемент И 116В, R-S-триггер 124Б, элемент И 117В, ИЛИ 127В, к второму, входу которого присоединены выходами, последовательно соединенные элемент
35 И 118В, R-S-триггер 125В, элемент
20
25
30
И 122В5 вход которого подключен к выходу релейного элемента 115Б. Выход релейного элемента 115Н связан с выходом 145Н блока через последовательно соединенные элемент И 116Н, R-S- триггер 124Н, элемент И 117Н, элемент ИЛИ 127Н, к второму входу которого присоединены выходами последовательно соединенные элемент И 118Н, R-Sтриггер 115Н, элемент И 122Н, вход которого подключен к выходу релейного элемента 115Н„ Второй выход R-S-триг- гера 125В связан с выходом 146Б блока через одновибратор 131В. Точно .
также второй выход R-S-триггера 125Н связан с выходом 146Н блока через одновибратор 131Н. Выход элемента И 122В связан также с выходом 147В блока через последовательно соединенные
элемент И 119В, R-S-триггер 126В, элементы И 120В и ИЛИ 128В, второй вход которого связан с вторым выходом R-S-триггера 126В через элемент И 121Б. Точно также выход элемента И
122Н связан с выходом 147Н блока через последовательно соединенные элемент И 119Н, R-S-триггер 126Н, И 120Н и ИЛИ 128Н, второй вход которог связан с вторым выходом R-S-триггера 126Н через элемент И 121Н.
Вторые входы элементов И 119В и 119Н связаны с входом 139 блока через последовательно соединенные схему 135 совпадений и счетчик 133, при этом к второму входу схемы 135 совпадений присоединен задатчик сдвига, второй вход счетчика 133 присоединен к выходу схемы 135 совпадений, а третий вход счетчика 133 присоединен к входу 138 блока. К последнему также присоединены вторые входы R-S-триг- геров 124В-126В, 124Н-126Н и вторые входы элементов И 11бВ, 116Н, Третий вход элемента И 11бВ соединен с вторым входом R-S-триггера 124Н, с управляющим входом ключа 132В, с входом элемента И 123 и с вторым входом элемента И 118Н, а третий вход элемента И 116Н соединен с вторым йы- ходом R-S-триггера 124В, с управляющим входом ключа 132Н, с вторыми входами элементов И 123 и 118В. Выход последнего присоединен к второму входу элемента И 127В, третий вход которого присоединен к выходу элемента И 123, Выход элемента И 118Н присоединен к второму входу элемента И 127Н, третий вход которого присоединен также к выходу элемента И 123, Третий вход элемента И 118В соединен с вторым выходом R-S-триггера 124Н и с вторым входом элемента И 122В. Третий вход элемента И 118Н соединен с вторым выходом R-S-триггера 124В и с вторым входом элемента И 122В. Третий вход элемента И 118Н соединен с вторым выходом R-S-триггера 124В и с вторым входом элемента И 122Н, Четвертые входы элементов И 118В и 118Н соединены с входом 140 блока. С входом 139 блока соединены также вторые входы элементов И 117В и 117Н и третий вход элемента И 123, ,С входом 141В блока соединены вторые входы элементов И 121В и 120Н, а с входом 141Н блока соединены вторые входы элементов И 121Н и 120В. К входам 136В, 136Н,блока присоединены вытоды 48 блоков ЗОВ и ЗОН соответственно, к входам 137В, 137Н блока присоединены выходы 67 блоков 32В и 32Н соответственно, к входам 138-140 блока присоединены датчики соответственно
0
5
0
5
5
0
5
0
5
12, 11 и А, к входам 141В, 141И блока присоединены выходы 71 блоков 32В и 32Н соответственно, к входам 142В и 142Н присоединены выходы 49 блоков ЗОВ и ЗОН соответственно. К выходу 143 блока 27 присоединен вход задания на движение вперед блока 21 управления приводом 9 каретки летучей сшивной машины 7, к выходу 144 блока 27 присоединен вход задания на движение назад блока 21, к выходам 145В, 145Н блока 27 присоединены входы 60 блоков 32В и 32Н соответственно, к выходам 146В и 146Н блока 27 присоединены входы 63 блоков 32В и 32Н соответственно, к выходам 147В и 147Н присоединены входы блоков 22В и 22Н соответственно, У ключей 132В и132Н имеются входы 148 и 149.
Блоки 25В, 25Н сопровождения на- хлеста имеют идентичный состав и функциональную схему и содержат каждый (фиг.4) соединенные последовательно К-8 триггер 150, элемент И 151, счетчик 152, схему 153 совпадений, временной элемент 154, элемент |ИЛИ 155, а также задатчик 156 пути, входы 157-159 и выход 160. Первьй вход триггера 150 присоединен к входу 157, а второй вход триггера 150 присоединен вместе с вторым входом счетчика к выходу элемента ИЛИ 135. Вторые входы элементов И 151 и ИЛИ 155 присоединены к входам соответственно 158 и 159. Выход схемы 153 совпадений присоединен к выходу 160 блока. Выходы 157 и 158 блока присоединены соответственно к входу 6.3 и к выходу 72 командного блока 32В (32Н), а вход 159 - к датчику 10В (ЮН) сшива. Выход 160 блока присоединен к входу 64 командного блока 32В (32Н).
Система работает следующим образом (фиг.1-4).
При заходе заднего конца листа 4В и 4Н из зоны датчика наличия металла 13В и 13Н соответственно исчезает сигнал на входах 56 и инвертора 100 командного блока 32В или 32Н, появляется сигнал на выходе инвертора 100, которым включаются триггеры 101 и 102, При этом по импульсу одновибра- тора 103 с выходов командного блока 32В (32Н) вводится число Л1 в счетчик 79 блока 28В (28Н) нагона и число 1 - в счетчик 83 блока 29В (29Н) останова через их входы 35 и 40 соответственно. Одновременно появляются разрешающие сигналы на входах элементов 10АИ, 107-1И и 107-2И блока 32В (32Н), через которые на выходы 66,: 69 и 72, а также на выход 68 блока начинают проходить импульсы датчиков 6 перемещения трехслойного изделия и датчика 11 относительного пере мещения сшивной маншны и листов, последнего через блок 27 по цепи вход 139 -.элемент И 123 - элемент ИЛИ 127В (127Н) - выход 145В (145Н) и далее через блок 32В (32Н) по цепи вход 60 - элемент И 107-1 - выход, 68
Импульсы датчика 6 поступает на счетный вход счетчика 79 блока 28В (28Н) нагона и на счетньй вход - счетчика 83 блока 29В (29Н) останова, а также на вход частотно-аналогового преобразователя 91 блока ЗОВ (ЗОН) синхронизации хода сшивной машины 7, При этом возрастают выходные сигналы счетчика 79 и гщфроана- логового преобразователя 80 блока 28В (28Н) нагона, увеличивается сигнал на входе и соответственно на выходе блока 19В (19Н), приводы 17В (Г/Н) и станы 1В (1Н) увеличивают свою скорость с целью нагона переднего конца листа ЗВ (ЗН) и образования нахлеста величиной 41 с задним концом листа 4В (4Н) для последующего сшива летучей сшивной машины 7.
На выходе повторителя 85 с одно- квадрантным выходом блока 29В (29Н) останова сигнал при этом отсутствует пока введенное в счетчик 83 число 1р не будет списано импульсами дат- , чика 6. Поскольку 1,;, соответствует граничному перемещению заднего конца листа 4В (4Н) к сшивной машине 7 без стыковки и образования нахлеста с передним концом обшивки ЗВ (ЗН)„ до списания IQ скорость формующего транспортера 5 не снижается. Скорост транспортера 5 начнет снижаться в том случае, если за,цний конец обшивки 4В (4Н) переместится от датчика 13В (13Н) на расстояние Ig IQ не образовав требуемого нахлеста для шва величиной ul с передним концом листа ЗВ (ЗН) (фиг.1). Если нахлест й1 образуется раньше, чем задний конец 4 переместится на расстояние 1, т.е. , то счетчик 83 блока 29В (29Н) будет погашен сигналом нуль- органа 81 блока 28В (28Н) нагона,, и воздействие на снижение скорости формующего транспортера 5 исключается: 1з - текущее перемещение заднего
конца листа 4В (4Н) с момента схода ее с датчика 13В (13Н).
Нулевой сигнал на выходе счетчика 79 блока 28В (28Н) образуется при вы- полнении равенства
In - 1. Ь
(1)
где 1п текущее перемещение переднего конца листа ЗВ (ЗН).
Равенство (1) свидетельствует о том, что перемещение обшивок ЗВ (ЗН) и 4В (4Н) происходит с поддержанием нахлеста переднего и заднего концов заданной величины /)1, Последняя образуется за счет превьш ения скорости формовочного стана 1В (1Н) и листа ЗВ (ЗН) над скоростью формующего транспортера 5 и листа 4В (4Н), При этом с появлением в зоне датчика 13В (13Н) переднего конца листа ЗВ (ЗН) появляется разрешаюш;ий сигнал на входе звена 105 И блока 32В (32Н), импульсы датчика 2В (2Н) начинают поступать на счетный вход - реверсивного счетчика 79 и списывать введенное в него число J1 и записываемое в него от датчика 6В (бН) текущее перемещение 1- заднего конца листа 4В (4Н). После списывания числа д1+1з в счетчике 79 скорость стана 1В (1Н) уравнивается со скоростью формующего транспортера 5. Если по каким-либо причинам 1 станет пре- вьщзать сумму чисел /il+lj , что свидетельствует об увеличении сверх заданной величины ul, то число в счетчике 79 и выходной сигнал цифроана- логового преобразователя 80 изменяет знаки на противоположные, и стан 1В (1Н) начинает замедляться для достижения равенства (1), т.е. блок 28В (28Н) обеспечивает поддержание заданного нахлеста в процессе перемещения его к сшивной машине 7. По мере перемещения нахлеста концов листов ЗВ (ЗН), 4В (4Н) к сшивной машине 7 уменьшается число в счетчике 87 блока ЗОВ (ЗОН) синхронизации хода сшивной машины 7, поскольку импульсами датчика 11 списывается введенное в счетчик 87 в предыдущем цикле сшива число 1(-й1/2, соответствующее расстоянию линии сшива от оси привода 8В (8Н) сшива в момент схода заднего конца листа 4В (4Н) с датчика 13В (13Н). При уменьшении числа в счетчике 87 снижаются выходные сигналы цифроаналогового преобразователя 88 и параболического преобразователя
что свидетельствует о приближении линии шва к приводу 8В (8Н) сшива, появляется выходной сигнал сумматора
90,которым начинает разгоняться привод 9 перемещения каретки сшивной машины 7. Параболическим преобразователем 89 обеспечивается выдача сигнала на разгон привода 9 каретки таким образом, чтобы к моменту разгона привода 9 до скорости, синхронной со скоростью листов ЗВ (ЗН), 4В (4Н), соблюдалось равенство
li-111- 1
j.c-dl/2.
(2)
где 1 f - текущее перемещение каретки 7, а (IJ-IK) - относительное перемещение листа 4В и каретки 7, измеряемое датчиком 11 относительного перемещения и списьшающее в счетчике 87 блока ЗОВ (ЗОН) ранее введенное число (1с-41/2).
Параболический преобразователь 89 настраивается соответственно равенству
uVt.
2а.. (lj-l,,)-(lc-a/2)J ,
гдеЛУц - выходной сигнал параболического преобразователя 89, соответствукнций заданию изменения скорости привода 9 каретки 7;
а - постоянная величина ускорения привода 9.
Равенство (2) свидетельствует о совмещении линии сшива концов БОК ЗВ (ЗН), 4В (4Н) с осью летучей сшивной машины 7 и их синхронном перемещении, что позволяет вьтолнить на ходу качественный сшив концов листов.
Управляющий сигнал с выхода сумматора 90 передается через выход 48 блока 28В (28Н) к входу блока 21 уп0
5
0
5
0
5
0
5
0
5
равления приводом 9 каретки сширной машины 7 через блок 27 переключения по цепи вход 136В (136Н) - управляемый ключ 132В (132Н) - элемент 130 ШТО - выход 143. При появлении на выходе сумматора 90 блока 28В (28Н) управляющего сигнала срабатывает релейный элемент 115В (115Н) в блоке 27 переключения, через элемент И 116В (116Н) поступает сигнал на включение триггера 124В (124Н), и при включении последнего открывается элемент И 117В (117Н) и закрывается элемент И 123. При этом сигналы датчика 11 относительно перемещения сшивной машины и обшивок начинают поступать к счетчику 87 блока ЗОВ (ЗОН) по цепи элемент И 117В (117Н) - элемент ИЛИ 127В (127Н) - выход 145В (145Н).
При достижении равенства (2) число в счетчике 87 блока ЗОВ (ЗОН) списывается до нуля, нулевым становится выход параболического преобразователя 89, ЛУ)0, и на вход сумматора 90 и блока 21 подается лишь задающий сигнал скорости от датчика 6 перемещения (через частотно-аналоговьв1 преобразователь 91), соответствующий скорости обшивок ЗВ (ЗН), 4В (4Н), т.е. каретка 7 и приводы 8В, 8Н сшива перемещаются синхронно с листами ЗВ (ЗН), 4В (4Н), а датчик 11 относительного перемещения сшивной машины и листов останавливается. При этом срабатывает нуль-орган 92 в блоке ЗОВ (ЗОН). Появление сигнала нуль- органа 92 блока ЗОВ (ЗОН) на входе элемента И 106 комавдного блока 32В (32Н) вызывает срабатывание триггера 113, так как на трех других входах элемента И 106 имеются разрешающие сигналы: с выхода нуль-органа 81 блока 28В (28Н) нагона, с выхода триггера 102 и с инверсного выхода триггера 108.
Выходной сигнал триггера 113 через выход 71 командного блока 32В (32Н), вход 141В (141Н) - элемент И 121В (121Н) - элемент ИЛИ 128В (128Н) - выход 147В (147Н) блока 27 подается на вход блока 22В (22Н) управления приводом 8В (8Н) сшИва, и последний сшивает на ходу концы листов ЗВ (ЗН), 4В (4Н) . Окончание операции спмва фиксируется датчиком 10В (10Н) сшива, сигналом которого отключается триггер 113 и происходит возврат привода 8В (8Н) сшива в исходное положение. Одновременно сигналом датчика
10В (юн) сшива вкл1 очается триггер 108, на его инверсном выходе исчезает сигнал и снимается разрешающий сигнал с входа элемента И 106,, При этом ис кдючается возможность повторного включения привода 8В (8Н) сшива. После возврата последнего в исходное положение исчезает сигнал датчика 10В (юн) сшива на вькоде инвертора 112 и соответственно на вькоде элемента И 109 появляется сигнал,, которым отключается триггер 102, и сигналы датчиков б и 11 прекращают подаваться к входам блока ЗОВ (ЗОН) синхронизации хода каретки. Одновременно с выхода элемента И 109 подается сигнал на управляющий вход ключа 94 блока ЗОВ (зон), и через блок 27 переключения по цепи вход 142В (142Н) - элемент ИЛИ 130 - выход 144 к входу блока 21 управления приводом 9 каретки сшивной мапшны 7 подводится с обратным знаком сигнал эталонного источника 93,- привод 8 каретки возвращает сшивную машину 7 в исходное положение. Также с выхода рдновибратора 110 через эле™ мент ИЛИ 114 подается импульсньй сигнал на ввод в счетчик 87 блока ЗОВ (ЗОН) числа (1--Л1/2),
1
При подходе С11ш:вной машины 7 к исходному положению срабатывает датчик 12, по сигналу .которого отключается триггер 108 в блоке 32В (32Н), отключается ключ 94 в блоке ЗОВ (ЗОН) - снимается сигнал эталонного источника 93 с входа блока 21 управления приводом 9 перемещения сшивной машины 7. Летучая сшивная машп;1на 7 останавливается в исходном положении. Одновременно по сигналу датчика 12 отключается триггер 124В (124Н) в блоке 27 переключения, последний приходит в исходное состояние. На этом цикл сшива концов обпгавок ЗВ (ЗН), 4В (4Н) летучей сшивной машчгной 7 заканчивается о
Работа блока переключения 27 в случае одновременной или близкой во времени вьщачи управляющего воздействия на привод 9 сшивной машины 7 блока1 ш ЗОВ (зон) синхронизации хода рассматривается ниже. Привод 15В (15Н) машины 14 развальцовки шва включается для повьш ения прочности шва и улучшения качества поверхности обшивок после перемещения шва к оси привода
15В (15Н), Контроль движения шва к If
оси машины 14 осуществляется счетчи
5
0
5
0
5
0
5
0
5
ком 95 блока 31В (31Н) развальцовки, который отсчитывает импульсы датчика б перемещения заднего конца обшивки 4В (4Н), проходящие чарез элемент И 104 и выход 72 командного блока 32В (32Н) после схода заднего конца обшивки 4В (4Н), с датчика 13В (13Н) наличия металла. После накопления в счетчике 95 числа 1р, соответствующего перемещению шва к оси машины 14, срабатывает звено 96 сравнения, к второму входу которого подводится число 1р от задатчика 99. При этом срабатывает триггер 97 и при включенном триггере 111 командного блока 32В (32Н) элемент 98И вьщает сигнал на вход блока 23В (23Н) управления приводом 15В (15Н) развальдовкИд ко- торьй при этом включается для развальцовки швао При включении привода 15В (15Н) машина 14 развальцовки - сцепляется с обпшвками ЗВ (ЗН), 4В (4Н) и перемещается вместе с ними. Фиксация окончания развальцовки шва осзш;ествляется датчиком 16В (16Н), по сигналу которого отключается триггер 101 и соответственно триггер 111 блока 32В (32Н)5 а также триггер 97 блока 31В (31Н), и производится гашение счетчика 95 этого блока. При этом снимается сигнал с входа блока 23В (23Н) управления приводом 15В (15Н) машины 14 развальцовки и привод 24 возврата возвращает машину 14 в исходное положение..На этом цикл работы машины 14 развальцовки шва заканчивается и заканчивается весь цикл сшива обпювок ЗБ (ЗН), 4В (4Н).
Рассмотрим работу блока 27 переключения системы в случае близкого во времени подхода нахлеста концов верхнего ЗВ, 4В и нижнего ЗН, 4Нлистов к сшивной машине 7. I
Если появился сигнал на входе 48
блока ЗОВ синхронизации хода, соответствующий подходу нахлеста концов верхнего листа ЗВ, 4В к сшивной машине 7, то при срабатывании релейного элемента 115В в блоке 27 и соответственно срабатывании триггера 124В с выхода 145Н блока выдаются в блок 32Н и соответственно в блок ЗОН импульсы датчика 6 перемещения трехслойного изделия вместо датчика 11. При этом обеспечивается слежение :без ошибки за возможным подходом на- хлеста концов нижних листов ЗН и 4Н к исходному положению сшивной машины
Если при срабатывании релейного элемента 115В и сходе под действием блока ЗОВ сшивной машины 7 с датчика
12 исходного положения срабатывает
I
релейный элемент 115Н, т.е. при небольшом разбеге в перемещениях нах- лестов концов верхних ЗВ, 4Ви нижних ЗН и 4Н листов, то через звено 122Н срабатывает триггер 125Н и одновибрато- ром 131Н через выход 14бН блока выдается на вход 63 командного блока 32Н импульсный сигнал, которым в блоке 32Н отключается триггер 102, а в блоке ЗОН в счетчик 87 вводится начальное число (l(;-/ll/2). При отключении триггера 102 к счетному входу счетчика 87 в блоке ЗОН прекращают подаваться списывающие импульсы датчика 11 или 6, а к частотно-аналоговому преобразователю 91 - импульсы датчика 6. Этим исключается из работы блок ЗОН синхронизации хода линии нижней обшивки, поскольку невозможна одновременная синхронизация одной летучей сшивной машины 7 со сдвинутыми во времени и в пространстве нах- лестами концов верхнего и нижнего , листов. При этом сшив концов нижних листов ЗН, 4Н не производится, а движущийся ненрошитый нахлест поддерживается с помощью блока 28Н нагона, перемещаясь в зону затвердения пенопласта формующего транспортера 5, где нахлест закрепляется затвердевшим пенопластом. При этом качество трехслойного изделия удовлетворяет требованиям норм.
Путь перемещения непрошитого на- хлеста нижнего листа ЗН, 4Н в зону затвердения пенопласта формующего транспортера 5 контролируется счетчиком 152 блока 25Н, на счетный вход которого после срабатывания триггера 150 по импульсу одновибратора 131Н блока 27 подаются с выхода 72 блока 32Н счетные импульсы датчика 6 перемещения трехслойного изделия. После отсчета счетчиком 152 пути 1, задаваемого задатчиком 156 пути, сраба- тывает схема 153 совпадений, по им пульсу которой в командном блоке 32Н отключается триггер 101 и командньй блок 32Н возвращается в исходное состояние. С вьщержкой времени времен0 ного элемента 154 отключается триггер 150 и гасится счетчик 152 - блок 25Н сопровождения нахлеста также приходит в исходное состояние. Блок 25Н гасится также по импульсу датчика
5 ЮН сшива, если происходит сшив нахлеста листов ЗН, 4Н.
Аналогично работает и блок 25В сопровождения непрошитого нахлеста верхних листов ЗВ и 4В.
0 Блок 27 переключения сшивной машины 7 допускает одновременный сшив концов верхнего и нижнего лпстов, если расстояние оси шва второго нахлеста от первого по ходу листов не
5 ,превьш1ает допустимого сдвига шва,
определяемого задатчиком 134 сдвига. Для этого счетчик 133 со схемой 135 совпадений. Если, например, сработал релейный элемент 115В и
0 включился триггер 124В, то при последующем включении релейного элемента 115Н по сигналу, проходящему через элементы И 122Н и 119Н (последний пропускает сигнал, если не сраg ботала схема 135 совпадений), включается триггер 126Н и вьздает разрешение на пропуск через элементы И 120Н и ИЛИ 128Н сигнала из командного блока 32В на включение блока 22Н и привода
0 сшива 8Н концов нижнего листа ЗН, 4Н, т.е. происходит одновременный сшив верхнего н нижнего листов. Если же релейньй элемент 115Н сработает после отсчета счетчиком 133 относительg ного пути, равного допустимому сдвигу шва и задаваемого задатчиком 134 допуска, то элемент 119Н закроется, триггер 126Н не переключится, и команда на сшив концов нижнего листа
не подается.
Аналогично работает блок 27 при отставании верхнего нахлеста от нижнего, только в данном случае в работе участвуют элементы 122В, 119В, 126В, 120В, В дальнейшем при сходе задних концов листов 4В, 4Н с датчиков 13В, 13Н наличия металла описанный цикл сшива концов повторяется.
Таким образом, благодаря дополнению системы блоком переключения сшивной машины и в кажцой линии прокатки блоком сопровождения нахлеста, связанньк меж,цу собой и с элементами системы,.обеспечивается непрерывность процесса производства трехслойных панелей и повышается производительность агрегата.
Ф
ормула изобретения Система управления агрегатом производства трехслойных панелей, содержащая датчик наличия листа, командный блок и линию сшива верхнего листа, состоящую из формовочного стана с механизмом перемещения листа, блоком управления механизмом, блоком нагона и датчиком перемещения, из сшивной машины с приводом сшива и перемещения каретки, с блоками ттрав- ления приводами сшива и перемещения каретки, блоком синхронизации хода сшивной машины, датчиком исходного положения .каретки, датчиком относительного перемещения листа и каретки и датчиком спгава., из машины развальцовки с приводами развальцовки и возврата, блоком развальцовки, бло- ками управления приводами развальцовки и возврата, датчиком развальцовки, из формующего транспортера с приводом и блоком управления, блоком останова и датчиком перемещения изделия, причем датчики перемещения, наличия листа, сшиваJ исходного положения каретки, развальцовки и перемещения изделия соединены с первыми входами командного блока, первые выходы командного блока подключены к соответствуюш 1м входам блока нагона, вторые выходы командного блока подключены к соответствующим входам блока синхронизации хода сшивной машины,
5
0 5 Q
5
0
одни выходы блоков пагона и синхронизации хода сшивной машины соединены с вторыми входами командного блока, третьи выходы которого соединены с соответствующими входами блока развальцовки и блока останова, о т л и- ч а ю ш, а я с я тем, что, с целью повьтюния точности управления системы, в нее введены дополнительная линия сшива нижнего листа, расположенная под линией сшива верхнего листа, блок переключения сшивной машины, блок сопровождения нахлеста и датчик скорости формующего транспортера, причем датчик скорости формующего транспортера подключен к одним входам блоков управления механизмами перемещения верхнего и нижнего листов, другие входы которых соединены соответственно с другими выходами блоков нагона верхнего и нижнего листов, датчики сшива верхнего и нижне- то листов соединены с одними входами соответствующих блоков сопровождения нахлеста, другие входы которых соединены с- четвертыми выходами соответствующих командных блоков, другие выходы блоков синхронизации хода сшивной машины соединены с одними входами блока перемещения сшивной машины, одни выходы которого соединены с третьими входами командных блоков, датчики исходного положения каретки, относительного перемещения листа и каретки -перемещения изделия соединены с другими входами блока переключения сшивной машины, другие выходы которого подключены.соответственно к входам блока управления перемещения, остальные выходы блока переключения сшивной машины подключены к соответствующим входам блоков управления приводами сшива верхнего и нижнего листов.
u
-1
liir
| Система управления агрегатомОТдЕлКи пОлОСОВОгО пРОКАТА | 1979 |
|
SU818688A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Система управления непрерывным полосовым агрегатом | 1984 |
|
SU1219195A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
