Изобретение относится к отрасли производства строительных конструкций и может быть использовано, в частности, для производства многослойных панелей с утепляющим слоем из вспененных пенопластов.
Наиболее близким к предлагаемому по технической сущности является устройство для изготовления многослойных панелей с утепляющим слоем из пенопластов, содержащее формующий транспортер и заливочную головку, снабженную приводом с узлом регулирования перемещения, насос подачи компоненте и осциллятор с приводом
Недостатком его является то, что сно не обеспечивает поддержания с высокой точностью заданного положения збнывспенивания, а также стабилизацию- плотности .пенопласта при изменениях скорости технологической линии в процессе, стыковки обшивок панелей на ходу, что неизбежно ухудшает качество многослойных панелей.
Цель изобретения - повышение
качества многослойных панелей при изменениях скорости формующего транспортера.
Поставленная цель достигается тем, что в устройство для изготовления многослойных панелей с утепляющим слоем из пенопластов, содержащее формующий транспортер и заливочную головку, снабженную приводом с узлом регулирования перемещения, дополнительно вводят датчик скоро9ти формующего транспортера, датчик скорос10ти осциллятора, регулятор скорости осциллятора, а также узел регулирования подачи компонентов, причем датчик скорости формующего транспортера подключен к входам узлов регулирования перемещения заливочной
головки и подачи компонентов, а также регулятора скорости осциллятора, второй вход которого соединен с датчиком скорости осциллятора, а выход 20с его приводом.
Причем узел регулирования перемещения заливочной головки содержит функциональный преобразователь, множитель, корректор, регулятор положения, блок управления и датчик положения заливочной головки, причем входы множителя соединены с функциональным преобразователем и корректором, а его выход - с входом положи30тельной связи регулятора положения.
отрицательный вход обратной связи которого подключен к датчику положения заливочной головки, а выход чере блок управления соединен с приводом перемещения заливочной головки.
Кроме того, узел регулирования по дачи помпонентов содержит регулятор шодачи компонентов, датчик частоты вращения насоса, функциональный преобразователь, задатчики ширины и толщины панелей, множитель, корректор и блок управления приводом,насоса, причем вход положительной связи регулятора подачи компонентов соединен с датчиком скорости формующего транспортера, а второй вход отрицательной обратной связи подключен через функциональный преобразователь и множитель к датчику частоты вращения насоса, функциональный преобразователь, кроме того, соединен с задатчиками ширины и толщины панелей, а множитель - с корректором.
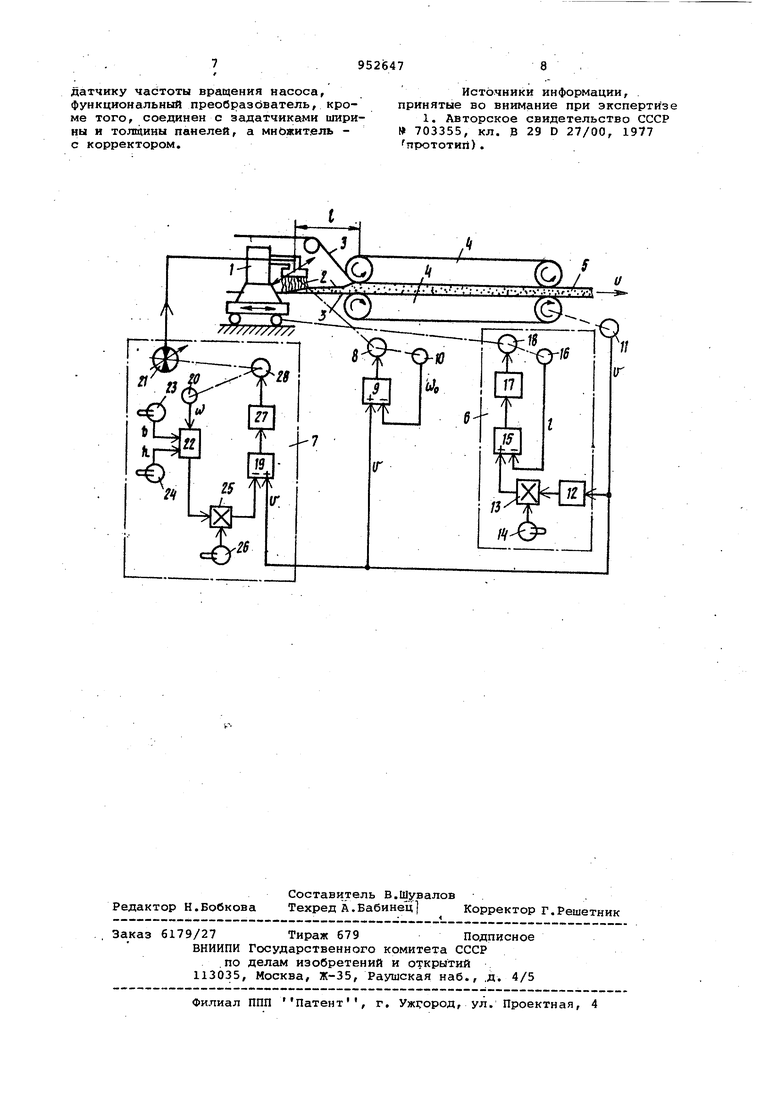
На чертеже приведена функциональная схема предлагаемого устройства.
Устройство включает подвижную заливочную головку 1 для заливки вспенивающейся композиции 2 в пространство между обшивками 3, непрерывно подаваемые в формующие транспортеры 4. Формующие транспортеры 4 предназначены для обеспечения необходимым временем на отверждение композиции 2 и образования многослойных панелей с утепляющим слоем из пенопласта 5.
Для осуществления установки заливочной головки 1 относительно формующих транспортеров 4 предусмотрен узел 6 регулирования, а для , регулирования подачи компонентов заливочной композиции 2;узел 7 регулирования. Осциллирование заливочной композиции 2 осуществляется приводом 8 с помощью подключенного к нему регулятора 9 скорости и датчика 10 скорости осциллятора, подключенного ко входу регулятора 9 по схеме отрицательной обратной связи. Осциллирование необходимо для нанесения заливочной композиции 2 по ширине обшивок 3.
Для контроля скорости технологической линии предусмотрен датчик 11 скорости, подключенный к задающим входам 6 и 7 регулирования и регулятора 9 скорости осциллятора.
Узел 6 регулирования деремещения заливдчной головки содержит включенные последовательно функциональный преобразователь 12, к входу которого подключен датчик 11 скорости линии, множитель 13, к второму входу которого подключен корректор 14, регулятор 15 положения, к второму входу которого подключен по схеме
отрицательной обратной связи датчик 16 положения заливочной головки 1, блок 17 управления и привод 18 перемещения заливочной головки 1.
Узел 7 регулирования подачи компонентов содержит последовательно включенные регулятор 19, к задающе|му входу которого подключен датчик ill скорости линии, а ко входу обратной связи - датчик 20 частоты вращения насоса 21 и подачи компонентов через последовательно включенные функциональный преобразователь 22, к которому подключены также задатчики соответственно ширины 23 и толщины 24 многослойных панелей, и множитель 25, к второму входу которого подключен корректор 26, блок 27 управления и привод 28 насоса 21.
Устройство работает следующим обзом.
При установившейся скорости V заливочная головка 1 устанавливается на таком расстоянии , от формующго устройства 4, чтобы зона вспенивания заливочной композиции 2 находилась в заданном месте формующего устройства 4. При этом на выходе формующих транспортеров 4 пенопласт 5 успевает отвердеть до требуемого состояния. Производительность насосов 21 подачи компонентов Q и скорость и/о привода 8 осциллятора заливочной композиции 2 также соответствует скорости линии V так, что плотность готового пенопласта соответствует заданной.
При изменении скорости линии V изменяется задающий сигнал от датчика 11 скорости на входах: регулятра 15 положения узла 6 регулирования перемещения заливочной головки регулятора 19 частоты вращения насоса 21 подачи компонентов узла 7 регулирования, регулятора 9 скорости осциллятора заливочной композиции 2 Регуляторы 15, 19 и 9, воздействуя соответственно на приводы 18, 28 и 8, изменяют соответственно положение 6 заливочной головки 1, производительность Q насоса 21 подачи компонентов и скорость tl/o рсциллирования заливочной композиции 2 так, что сигналы обратные связей на вторых входах этих регуляторов от датчиков соответственно 16, 20 и 10 в -точности соответствуют видающим сигналам, т.е. новому значению скорости линии. При этом сохраняются положение зоны вспенивания в заданном Месте формующего устройства 4, объем вспенивающейся композиции 2, заливаемой на единицу площади обшивок 3, и равномерность нанесения заливочной композиции 2 по ширине обшивок 3. Соответственно не претер певает возмущений процесс отвержде пенопласта 5 и его плотность, т.е. не ухудшается качество многослойны панелей. В узле 6 регулирования функциональный преобразователь 12 реализует функциональную зависимость е f (V)- t. где f(V) - функция скорости V лини которая соответствует з висимости: f (V) V, при , f (V) Vv,,i , при ( V - минимальная скорость линии, функция f (V) образуется в узле 6 регулирования функциональным, преобразователем 12, подключен ным к датчику 11 скорости линии (ф мующего транспортера); tjj - время вспенивания заливочной композиции после выхода ее из заливочной головки 1; это вре может изменяться при изменени состава заливочной композиции качества смешивания, температ ры и других факторов и вводит ся в узле 6 регулирования с п мощью корректора 14 и множите ля 13. В узле 7 регулирования функциональный преобразователь 22 реализу ет функциональную зависимость QH f(u)),(2) где Q - производительность насоса Ш- частота вращения насоса. С другой стороны Q bh-V,(3) где Q.. . - необходимый объем, заливочной композиции 2 в единицу времени; Ь.и h- соответственно ширина и . толщина пенопласта 5. Поскольку , то,приравняв фо мулы (2) и (3), можно получить k - ili - V b-h где k - коэффициент, учитывающий изменения состава жидких компонентов, качество смешения, влияния температуры и другие факторы. Задатчики 23 и 24 вводят коррекцию в функциональный преобразователь 22 по ширине Ь и толщине h пенопласта 5. Множитель 25. и корректо 26 предназначены для ввода коррекции по изменению состава жидких ком понентов, качества смешивания, температуры и других факторов. Равномерность нанесения заливочной композиции 2 по ширине обшивок 3 не изменяется, если а-о V, т.е. если скорость осцилляции за ливочной композиции 2 соответствует скорости линии V. Таким образом, предлагаемое устройство обеспечивает поддержание с высокой точностью положение зоны вспенивания и плотности готового пенопласта, т.е. стабилизацию качества многослойных панелей, при изменениях скорости линии. Формула изобретения 1. Устройство для изготовления многослойных панелей с утепляющим рлоем из пенопластов, содержащее формирующий транспортер и згшивочную головку, снабженную приводом с узлом регулирования перемещения, насос подачи компонентов иосциллятор с приводами, отличающееся тем, что, с целью повышения качества многослойных панелей при изменениях скорости формующего транспортера, оно содержит датчик скорости формующего транспортера, датчик скорости осциллятора, регулятор скорости осциллятора, а- также узел регулирования подачи компонентов, причем датчик скорости формующего транспортера подключен квходам узлов регулирования перемещения заливочной головки и подачи компонентов, а также регулятора скорости осциллятора, . второй вход которого соединен с датчиком скорости осциллятора, а выход с его приводом. 2.Устройство. ПОП.1, ОТЛИчающеес я тем, что узел регулирования перемещения заливочной головки содержит функциональный преобразователь, множитель, корректор, регулятор положения, блок управления и датчик положения заливочной головки, причем входы множителя соединены с функциональным преобразователем и корректором, а его выход - с входом положительной связи регулятора положения, отрица тельный вход обратной связи которого подключен к датчику положения заливочной головки, а выход через блок управления соединен с приводом перемещения за-. ливочной головки. 3.Устройство по п.1, отличающееся тем, что узел регулирования подачи компонентов содержит регулятор подачи компонентов, датчик частоты вращения насоса, функциональный преобразователь, задатчики ширины и толщины панелей, множитель, корректор и блок управления приводом насоса, причем вход положительной связи регулятора подачи компонентов соединен с датчиком скорости формующего транспортера, а второй вход отрицательной обратной связи подключен через функциональный преобразователь и множитель к
датчику частоты вращения насоса, функциональный преобразователь, кроме того, соединен с задатчиками ширины и толщины панелей, а множитель с корректором.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 703355, кл. В 29 D 27/00, 1977 прототиг).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывного изготовления изделий из вспенивающейся композиции | 1980 |
|
SU925652A1 |
| Линия для изготовления слоистых панелей | 1988 |
|
SU1691128A1 |
| Устройство для изготовления трехслойных панелей | 1988 |
|
SU1717397A1 |
| Панель ограждения | 1988 |
|
SU1573118A1 |
| Устройство для приготовления заливочной композиции пенопласта | 1978 |
|
SU724349A1 |
| СПОСОБ УТЕПЛЕНИЯ ПОЛОСТЕЙ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 1991 |
|
RU2011771C1 |
| Линия для непрерывного изготовления гофрированных полос | 1987 |
|
SU1496854A1 |
| Устройство дл непрерывного формования вспененного пенопласта | 1977 |
|
SU703355A1 |
| Установка для непрерывного изготовления заливочных пенопластов | 1983 |
|
SU1147590A1 |
| Способ формования полуцилиндров из пенопласта Данильченко | 1989 |
|
SU1766699A1 |
