Изобретение относится к производству легких строительных панелей, а именно к поточным линиям для изготовления трехслойных панелей с минераловатным утеплителем.
Цель изобретения - повышение производительности и расширение технологических возможностей.
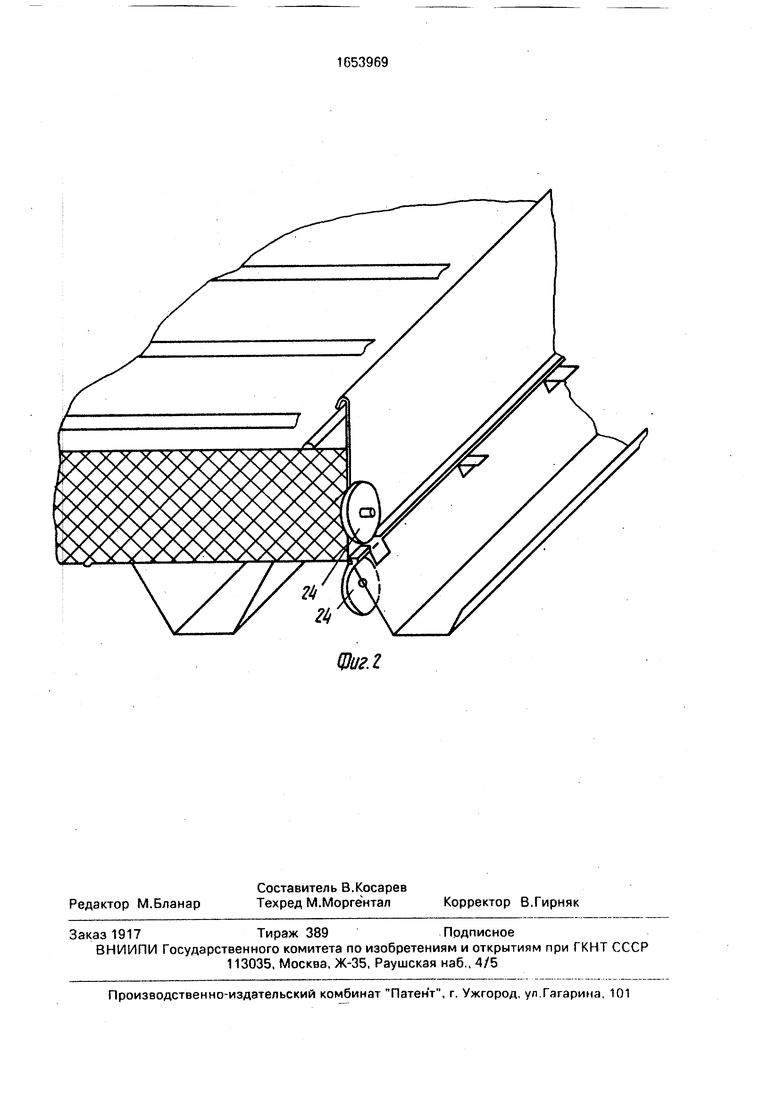
На фиг.1 показана технологическая схема предлагаемой линии; на фиг.2 - изготавливаемая на линии панель в стадии сборки.
Линия содержит участок 1 изготовления нижней обшивки, участок 2 изготовления верхней обшивки, участки основной 3 и дополнительный 4 сборки панелей и участок 5 складирования готовых панелей.
Участок 1 изготовления нижней обшивки содержит разматыватель 6, представляющий собой барабан консольного типа, предназначенный для установки на нем рулонов металлический ленты и последующей их размотки; установку 7 резки обвязочной ленты, установленную возле разматывателя 6 и предназначенную для резки ленты, которой обвязаны рулоны по наружной образующей, отгибатель 8, предназначенный для передачи передни концов рулонов к ооликам тянущим (не показаны) листопра- вильной машины 9, предназначенной для плавки рулонной кривизны на ленте, агрегат 10 продольного роспуска ленты, ножницы 11, предназначенные для отрезки переднего деформированного края ленты, агрегат 12 уборки обрезков} перфоратор 13, предназначенный для перфорации отверстий в ленте и ее резки на мерные отрезки, формировочный продольный стан 14, предназначенный для профилирования контура обшивки в продольном направлении, формовочный поперечный стан 15, предназначенный для формирования поперечных гофров на обшивках, транспортные средства названных агрегатов (не показаны).
Участок 2 изготовления верхней обшивки аналогичен участку 1 и содержит все аналогичные агрегаты. Кроме того, этот участок оснащен транспортером 16, скорость которого в среднем на 30% выше скорости транспортных средств остальных агрегатов.
Основной участок 3 сборки панелей содержит транспортер 17 подающий, предназначенный для транспортировки панелей вдоль участка, механизм 18 установки тетив в обшивку панелей, станок 19 сшивной, предназначенный для сшички тетивы с обшивкой панели, устройство 20 укладки ми- нераловатных плит в обшивку панели, устройство 21 прижимное, предназначенное для плотного прижатия минераловэт- ных плит в нижней обшивке, станок 22
установки прокладок с бунторазматывате- лем 23, машинка 24 закаточная, предназначенная для соединения верхней и нижней обшивок путем совместной закатки их кроДополнительный участок 4 сборки панелей аналогичен участку 3. Участки 3 и 4 в начальной зоне транспортера 17 соединены между собой манипулятором 25 (например,
0 мостовым краном), предназначенным для перемещения каждой второй обшивки с транспортера 17 основного участка 3 на транспортер 17 дополнительного участка 4. Скорость транспорт ров 17 на 30% выше
5 скорости транспортных агрегатов участка 1. Перед закаточной машиной 24 транспортеры соединены с транспортером 16 манипулятором 26, предназначенным для перемещения листов верхней обшивки на
0 участки сборки панелей.
Транспортеры 17 продлены на участок 5 складирования готовых панелей, который оснащен манипулятором 27, предназначенным для перемещения готовых панелей с
5 транспортеров 17 к пакетировщикам 28 пане по 1
На транспортере 16 установлен неподвижный упор 29, а на транспортерах 17 для осуществления тактовых операций установ0 лены выдвижные упоры 30-32.
Линия работает следующим образом. Мостовым краном посредством специальной траверсы рулон на поддоне транспортируют к барабану разматывателя 6 и
5 надевают его на разматынатель 6. Последовательность действий аналогична для участков 1 и 2.
Посредством установки 7 режется обвязочная лента. Вращением барабана разма0 тывателя Б сторону, противоположную размотке, лента отделяется от рулона. Включается на рабочий ход барабан разматывателя 6 и передний конец ленты по столу отгибателя 8 перемещается к тянущим роли5 кам листоправильной машины 9. Перед ли- стоправильной машиной 9 лента центрируется по оси линии посредством центрирующих роликов (не показаны). Далее на агрегате 10 осуществляется продоль0 ный роспуск ленты ( обрезка кромок) и на ножницах 11 отрезается передний деформированный конец ленты.
На агрегате 12 обрезки утилизируются и убираются. Далее на перфораторе 13 в
5 ленте формируются конструктивные отверстия и лента режется на листы обшивок. Далее мерные листы поступают: нижних обшивок - на транспортер 17 основного участка 3 сборки панелей, а верхних обшивок - на транспортер 16. За счет повышенной скорости транспортера 16 обеспечивается г- стояние между обшивками при их перги щении по транспортеру 1о.
В конце транспортера 16 обшивка тормозится упором 29, захватывает ся манипуi ягором 26 л переносите i участок 3 или 4 (через одну) сбсог-и па с- пей Повышенная скорость icnoprepa 16 необходима дня создсч- ия расстояние между чистами обшипок так как при торможении листа упором для ею переноски в зону сборки необходимо чтобы последующий лист не 1эехал на предыдущий При разнести скоростей менее 20% разрыв между ми нестабилен за счет плохой захватываемое™ обшив и транспортеоом Т при разю ;ти скоростек спыше 5Г % PJ: рыв нестлбиге1- за счет ухудш нно дч- с1- мики процесса за%п,нтч является диапазон 20-50% Дэлеен 1 рг-ы- портере 17, скорость котор )гп выше скорости гранспортннх мехчнизмоь участка 1 по нллогии с транспортеров 1f, листы обми пок кч/кдая вторая тормо л.сч выдвижным уппоом 20 L юно мачипул т-п,о 25, котором чпреносятсч на п днс.портсо 1Т дополнительного 4 сбсрк плнетрЛ гДалее илПпта г.тков 3 и 4 идентична 00 шипча доходит до выдвижного упора 31 стчгк 19 сшивного, где в торцы обшивки м хаг и ма 18 утэнавлипзют л тег.пы и с.шивГ1. ;тся с CTatiKOM 19.
После силачки те i ив с ос нивкой упор 31 гшивмого станка о1 водится и оОлжвкз перемещается транспортером 17 к ус-рсйсгву20 /кладки минерал, ззтных плит, где минера- лов || ые плиты сбрасывают -т обшивку станяяливлются по месту досычатепсм (не показан) и прижимаются вниз устройством 2J прижимным. На этой стадии обшивки следуот по транспортеру 17 безостановоч- нс. Дагег боковые кромки обшивок входчт в изолирующие прокладки, которые подаются станком 22 установки проклпдок с бунторазматыоателя 23.
После выхода заднего торна обшивки из станка 22 осуществляется отрезка прокладки ножами (не показаны), установленными на станке 22. Далее обшивка перемещоэтся до упора 3 в зсче действия манипулятора 26, где останавлипа тся и нз нее от/с а°1ся мямип. 1,, 25 верхняя обшивка с транспортера 16. Зя.ем упор 32 убирается и панель в собранно - ьиде пост,- пает в зачаточную машину 74, (де производится соед.. ониеобшивос санепи (верхней с нижней). готовые пгнели посыпают
13 / tacTOK G складириь чия до у, юра (не- псказан/, де они останавпиваюгсч Р зс.;с действия манип/ляторл 27, котоо м lep-1- мещаются к пакет гонщикам 78.
Таким сг раоом, пугем разбивки потока
сборки пачепей на два и обеспечением разности скоростей транспортных средств на , о. тига jTcn повышение производительности при однгл ременном уменьц ении производственных площа ьй та счет сокращения мехоперационных коммуникаций.
Формула изобретения
Поточная лиьия для изготовление трехлипных пано/ ей с минерэловатным теплиш ем,.ащаяуч -тки
формирования верхних и нижних обшивок с
гоанспорг,)с1ми, ч часток соорки панелей, t л очзя транспортер, укладчик минерало- ПЧТННУ лит, прижимное устройство, уча- с;ок складирования готовых панелей и перегрузочные устройства с участка на учаглск о т л и ч а ю щ а т с я тем, что, с нельЮ пвышеии производительности и ренмя технологических всзможностей, ли- h Hf cчaбжe a дополнительным участком сборки панелей, вторым перегрузочным дополнительным устройством, участок формирования верхнич обшивок - на выходе транспортером со скоростью перемещения на 20- 50% выше скорости перемещения на этом у тетке транспоотер участка сборки
панелей- выдвижным упором для фиксации каждой R-орой обшипки, установленным в зоне действия nepaoio перегрузочного уст- роиства транспортер участка формирования верхних обшивок - неподвижным
упором дтя фиксациии каждой второй обшивки, установленным в зоне действия второго перегрузочного устройства, при этом участки формирования обшивок и соответственно транспортер на выходе участка
формирования верхних обшивок, основной и дополнительный участки сборки панелей расположены параллельно и оппозитно мел ду собой, транспортеры основного и дополнительного участков сборки панелей
им-зют скорость на 20-50% выше скорости других участков, перегрузочные устройства Расположены между участками сборки па- негей, первое - для передачи каждой второй нижней обшивки последовательно с
основного участка сборки на дополнительный, второе - для попеременной передачи аерхних обшивок с транспортера участка их формирования на участки сборки панелей.
И
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕСПРАЙМЕРНЫЙ СПОСОБ ПРОИЗВОДСТВА ПОЛИИЗОЦИАНУРАТНЫХ НЕГОРЮЧИХ СТРОИТЕЛЬНЫХ СЭНДВИЧ-ПАНЕЛЕЙ | 2014 |
|
RU2561119C1 |
| Агрегат продольной резки полосы | 1979 |
|
SU872058A1 |
| Линия для изготовления слоистых панелей | 1988 |
|
SU1691128A1 |
| Устройство для изготовления трехслойных панелей | 1988 |
|
SU1717397A1 |
| Способ изготовления панелей | 1991 |
|
SU1791623A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
| Комбинированный агрегат для травления стальной ленты | 1956 |
|
SU120727A1 |
| Установка для подготовки и размотки рулонов ленты | 1989 |
|
SU1710163A1 |
Изобретение относится к производству легких строительных панелей. Цель изобрег 1 г ы и илди1щщ ь-v---$TO У/П ,/ I Т тения - повышение производительности и расширение технологических возможностей. Поточная линия содержит участки 1 и 2 формирования соответственно нижних и верхних обшивок, основной 3 и дополнительный 4 участки сборки панелей и участок 5 складирования готовых панелей. Транспортеры 17 участков 3 и 4 и транспортер 16 участка 2 выполнены со скоростью, превышающей скорость остальных транспортных средств участков 1 и 2 на 20-50%. Транспортеры 17 соединены между собой манипулятором 25 и с транспортером 16 манипулятором 26. Для осуществления тактовых операций на транспортерах 17 установлены выдвижные упоры 30-32, а на транспортере 16 установлен неподвижный упор 29. 2 ил. 26 fe О сл GJ ю о ю Фиг.1
Фиг. I
| Поточная линия для изготовления многослойных строительных панелей | 1980 |
|
SU939209A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
