Изобретение относится к устройствам получения неразъемных соединений металлов методами контактной точечной электросварки при изготовлении особо тонкостенных пространственных конструкций, а именно сотовых панелей звукопоглощающих конструкций, состоящих из обшивок и размещенного между ними сотового заполнителя в виде гофрированных лент с отбортовками.
Известно устройство для сварки панелей с сотовым заполнителем, содержащее источник питания, сварочную головку с электродами, установленными с возможностью перемещения в зону сварки, механизм перемещения сварочной головки по оси шва, блок подачи сварочного тока последовательно каждому электроду (а.с. СССР №1245254 В 23 К 11/10, 15.07.1986). Заложенная в этом устройстве технологическая схема не позволяет осуществить сварку панелей с двумя слоями сотового заполнителя, а исполнение механизмов блока подачи сварочного тока с применением нескольких ременных, винтовых, рычажных передач усложняет устройство и снижает надежность его работы.
Известна машина для сборки и сварки панелей с сотовым заполнителем из металлической гофрированной ленты и плоских обшивок, включающая две роликовые головки и токопроводящую гребенку, выполненную в виде укрепленных на держателях раздвижных планок с профилем, соответствующим конфигурации сотового заполнителя, каретку с тормозами для крепления обшивок, приводы перемещения гребенки и каретки (а.с. СССР №381491 В 23 К 11/06, опубл. 26 IX. 1973, Прототип). В известной машине токопроводящие элементы гребенки (раздвижные планки) выполнены монолитными. Внешние рабочие поверхности планок снабжены выступами, обеспечивающими передачу тока и усилия сжатия в местах сварки отбортованной кромки заполнителя с обшивками.
Подключение роликовых головок к источнику питания производится по односторонней схеме сварки.
Вышеописанная машина обеспечивает сборку и сварку панелей только с одним слоем сотового заполнителя, что обусловлено заложенными в ней техническими решениями. Гребенка в известной машине содержит размещенные параллельно друг другу консольно в корпусе токопроводящие планки, наружные рабочие поверхности которых (поверхности выступов) контактируют в процессе сварки с внутренними поверхностями отбортовок ленты сотового заполнителя. Вышеописанная конструкция гребенки не позволяет выполнить сборку сотовых панелей с несколькими, например двумя, слоями сотового заполнителя с размещением между слоями листовой проставки.
А подключение в известном устройстве роликовых электродов по встречно-односторонней схеме позволяет осуществить одностороннюю сварку отбортовки заполнителя с каждой обшивкой со стороны роликовых электродов и исключает возможность протекания электрического тока между электродами верхней и нижней роликовых головок, и соответственно, исключает возможность сварки листовой проставки (средней обшивки) с отбортовками заполнителя. То есть известная машина не позволяет выполнить сварку панелей с двумя слоями сотового заполнителя.
Известно, что применение панелей с несколькими слоями сотового заполнителя с различной высотой ячеек значительно расширяет спектр погашаемых частот шума, поскольку эффективность шумоглушения сотовых панелей определяется высотой ячеек, образованных сотовым заполнителем (М.Уржунцев, В.Карасев. Технологическое обеспечение производства звукопоглощающих конструкций. Аэрокосмический курьер, 2003, №2(36), с. 30.
Задачей настоящего изобретения является создание нового устройства, обеспечивающего возможность сварки сотовых панелей с двумя слоями гофрированного заполнителя с промежуточной листовой проставкой между слоями.
Для достижения указанного технического результата в известном устройстве для сборки и сварки панелей с сотовым заполнителем из металлической гофрированной ленты с отбортовками и листовых обшивок, включающем две головки с роликовыми электродами, токопроводящую гребенку с профилем, соответствующим конфигурации сотового заполнителя, каретку с тормозами для крепления обшивок, приводы перемещения гребенки и каретки, гребенка выполнена в виде закрепленных консольно в корпусе с зазором друг относительно друга верхней и нижней частей, включающих набранные в ряды пакеты пластин из токопроводящего металла, а подключение к источнику питания роликовых электродов выполнено по двухсторонней схеме сварки.
При этом пластины, образующие части токопроводящей гребенки, электроизолированы друг относительно друга, кроме их рабочих поверхностей, контактирующих с отбортовками заполнителя сотовой панели в процессе сварки, а величина зазора между частями гребенки устанавливается с возможностью перемещения листовой проставки сотовой панели при ее подаче в зону сварки.
Отличительные признаки предложенного устройства устраняют недостатки известной машины.
Исполнение гребенки, содержащей верхнюю и нижнюю части с наличием зазора между ними, позволяет осуществить в процессе сварки сборку сотовых панелей с двумя слоями заполнителя и промежуточной проставкой. А исполнение каждой части в виде наборных пакетов из электроизолированных пластин с отсутствием изоляции контактных рабочих поверхностей и подключение роликовых головок по двухсторонней схеме позволяет обеспечить оптимальные условия для контактной точечной сварки, поскольку практически исключается шунтирование тока, так как его протекание в процессе сварки между электродами верхней и нижней роликовых головок происходит дискретно через электроизолированные пластины по кратчайшему расстоянию при перемещении роликовых электродов относительно пакета свариваемых элементов сотовой панели и гребенки.
При этом необходимое для выполнения сварки контактное давление при перемещении роликовых электродов ограничено зоной контакта электрода (по образующей ролика) с неизолированной контактной рабочей поверхностью каждой пластины гребенки.
В результате местом максимальной концентрации нагрева является зона электрического контакта собранного пакета деталей и обеспечивается качественная контактная сварка всего пакета элементов сотовой панели.
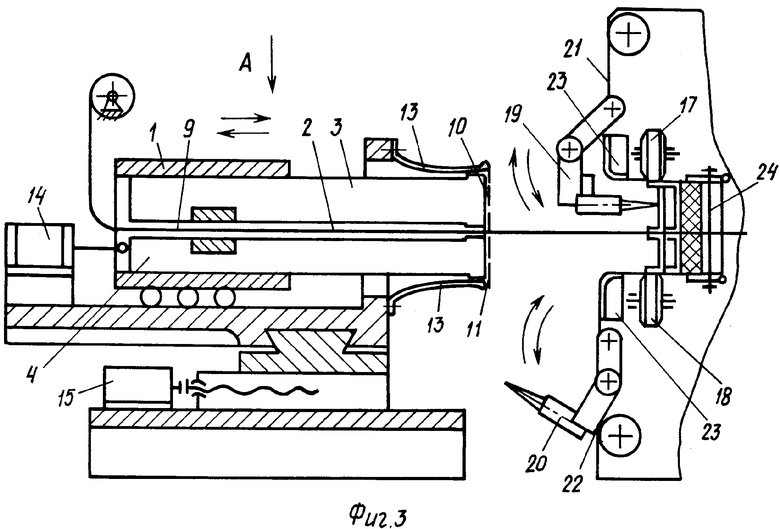
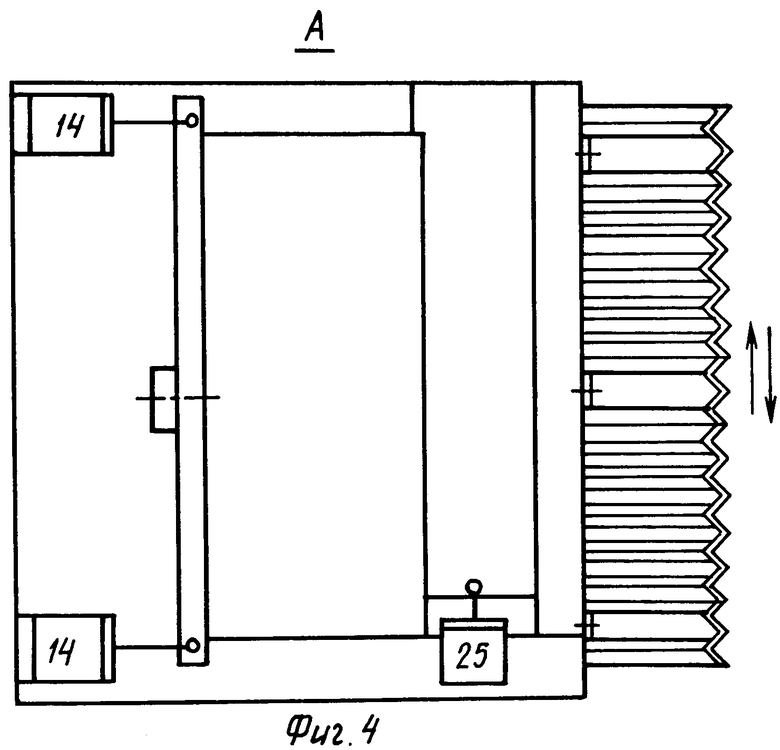
На фигуре 1 показана принципиальная схема устройства, на фигуре 2 - схема подключения питания роликовых электродов. На фигуре 3 показано устройство в исходном положении (положении загрузки заполнителя), на фигуре 4 - вид по стрелке А (вид в плане).
В подвижном корпусе 1 с зазором 2 закреплены верхняя 3 и нижняя 4 части гребенки, состоящие из набранных в ряды пакетов электроизолированных пластин 5, 6. Рабочие поверхности 7, 8 пластин, контактирующие с отбортовками заполнителя сотовой панели в процессе сварки не имеют изоляции. Высота пластин каждой части гребенки соответствует внутреннему расстоянию между отбортовками ленты сотового заполнителя. В зазоре 2 устанавливается листовая проставка 9, размещенная между слоями сотового заполнителя 10, 11. На основании 12 закреплены фиксаторы 13, выполненные в виде плоских пружин. Возвратно-поступательное перемещение гребенки из исходного положения (положения загрузки заполнителя) в зону сварки и обратно осуществляется приводами 14, 15.
Привод 14 обеспечивает перемещение корпуса 1 с частями 3, 4 гребенки в рабочую зону до ложементов 23, а привод 15 выполняет перемещение частей 3, 4 гребенки в зону сварки (зону роликовых электродов 17, 18).
Источник питания 16 одним полюсом подключен к роликовой головке 17, а другим полюсом - к роликовой головке 18, перемещающимися вдоль линии сварки. Многоточечные блоки 19, 20 с электродами, размещенными соответственно шагу и числу ячеек сотовых заполнителей 10, 11 обеспечивают многоточечную сварку лент заполнителя между собой.
Устройство работает следующим образом.
В исходном состоянии приводами 14, 15 гребенка, включающая корпус 1 и части 3, 4, установлена в крайнее левое положение. При этом освобождается зона для загрузки лент заполнителя (фиг.3).
Промежуточная листовая проставка 9 сотовой панели пропущена в зазор 2 между верхней 3 и нижней 4 частями гребенки, а листовые обшивки 21, 22 заправляются в радиусные ложементы 23. При этом обшивки 21, 22 и листовая проставка 9 заправляются таким образом, чтобы их концы в зоне сварки были горизонтально закреплены с помощью зажимов 24 на расстоянии, равном ширине лент заполнителя 10, 11.
Предварительно гофрированные ленты заполнителя 10, 11 с отбортованными кромками укладываются на верхнюю 3 и нижнюю 4 части гребенки (фиг.3). При этом положение лент фиксируется пружинными фиксаторами 13 и листовой проставкой 9. Далее включением привода 15 гребенка с лентами заполнителя подается в рабочую зону до радиусных ложементов 23.
Затем включением привода 14 гребенка с лентами заполнителя досылается в зону сварки. При этом при перемещении гребенки ленты заполнителя, размещенные на верхней 3 и нижней 4 частях гребенки, освобождаются от прижимающих их концов пружинных фиксаторов 13 и дальнейшая их фиксация в зоне сварки (роликовых электродов 17, 18) осуществляется обшивками 21, 22 и листовой проставкой 9.
Дальше сварка осуществляется по известной схеме.
Включается тормоз каретки (не показана) с закрепленными на ней прижимом 24 концами обшивок 21, 22 и листовой проставки 9 и выполняется роликовая сварка отбортовок лент заполнителя 10, 11 к обшивкам и листовой проставке.
После окончания роликовой сварки гребенку выводят из зоны сварки возвратным ходом приводов 14, 15 с установкой ее в исходное положение для укладки очередных лент заполнителя. Вторые ленты заполнителя устанавливают с предварительным смещением на половину шага относительно первых включением привода 25 (фиг.4). Горизонтальным перемещением гребенки с лентами заполнителя 10, 11 осуществляется одновременная подача каретки на полшага ячейки (не показана) с зажимом 24, в котором закреплены концы обшивок 21, 22 и листовой проставки 9 с приваренными первыми лентами заполнителя 10, 11. После окончания перемещения каретки с установкой вторых лент заполнителя в зоне сварки осуществляется их роликовая сварка с обшивками и промежуточной проставкой. При этом при совмещении выступов первые и вторые ленты заполнителя образуют ячейки сотовой панели.
Затем в зону сварки вводят многоточечный блок 19 с одновременным выводом гребенки и установки ее в исходное положение (фиг.3). При включении работы многоточечного блока 19 выполняется точечная сварка первой и второй ленты заполнителя 10. При этом электроды многоточечного блока перемещаются вертикально по высоте заполнителя. По окончании сварки между собой лент заполнителя 10 блок 19 выводится из зоны сварки с одновременным вводом многоточечного блока 20. Включением работы блока 20 выполняется точечная сварка первой и второй лент заполнителя 11.
В процессе выполнения многоточечной сварки блоками 19, 20 производится укладка очередных лент заполнителя на верхнюю 3 и нижнюю 4 части гребенки (фиг.3). При сварке последующих лент заполнителя вышеописанные процессы повторяются. При этом после сварки очередных лент заполнителя 10, 11 приводом 25 выполняется перемещение частей 3, 4 гребенки и блоков 19, 20 точечных электродов на половину шага ячеек заполнителя (фиг.4).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ СОТОВЫХ ПАНЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2309826C1 |
| ;ОЮЗНАЯ | 1973 |
|
SU381491A1 |
| Машина для сборки и сварки сотовых конструкций | 1974 |
|
SU549289A1 |
| Устройство для сварки панелей с сотовым заполнителем | 1980 |
|
SU1245254A3 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ С ГОФРИРОВАННЫМ ЗАПОЛНИТЕЛЕМ | 2003 |
|
RU2248265C2 |
| ОБЪЕМНЫЙ ЭЛЕМЕНТ ДЛЯ СОТОВЫХ КОНСТРУКЦИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ СОТОВЫХ КОНСТРУКЦИЙ С ЕГО УЧАСТИЕМ | 1994 |
|
RU2084349C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ СОТОВЫХ КОНСТРУКЦИЙ | 2003 |
|
RU2247637C1 |
| Способ изготовления многослойной сотовой панели | 1980 |
|
SU935581A1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 1992 |
|
RU2040403C1 |
| Многослойная ячеистая панель | 1978 |
|
SU734359A1 |

Изобретение относится к устройствам для контактной многоточечной сварки панелей с сотовым заполнителем из металлической гофрированной ленты с отбортовками и листовых обшивок. Устройство включает две головки с роликовыми электродами и токопроводящую гребенку с профилем, соответствующим конфигурации сотового заполнителя, каретку с тормозами для крепления обшивок, приводы перемещения гребенки и каретки. Устройство отличается тем, что гребенка выполнена в виде закрепленных консольно в корпусе с зазором друг относительно друга верхней и нижней частей, включающих набранные в ряды пакеты электроизолированных пластин с отсутствием изоляции на рабочей поверхности, контактирующей с отбортовками заполнителя сотовой панели, а подключение к источнику питания роликовых электродов выполнено по двухсторонней схеме сварки, причем величина зазора между частями гребенки установлена с возможностью перемещения листовой проставки сотовой панели при ее подаче в зону сварки. Использование устройства позволяет выполнить сварку панелей звукопоглощающих конструкций с двумя слоями сотового заполнителя, между которыми размещена листовая проставка. 1 з.п.ф-лы., 4 ил.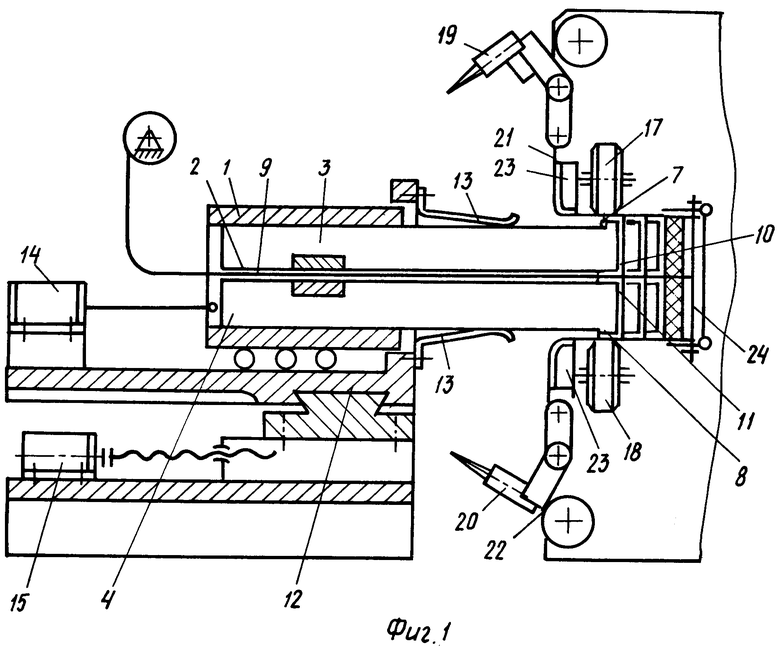
| Устройство для сварки панелей с сотовым заполнителем | 1980 |
|
SU1245254A3 |

