Изобретение относится к устройствам для изготовления изделий из пластмасс, а более конкретно к пресс-формам для литья под давлением и может быть использовано в различных областях народного хозяйства,
Цель изобретения - упрощение конструкции и повышение производительности за счет снижения времени на подготовительные операции.
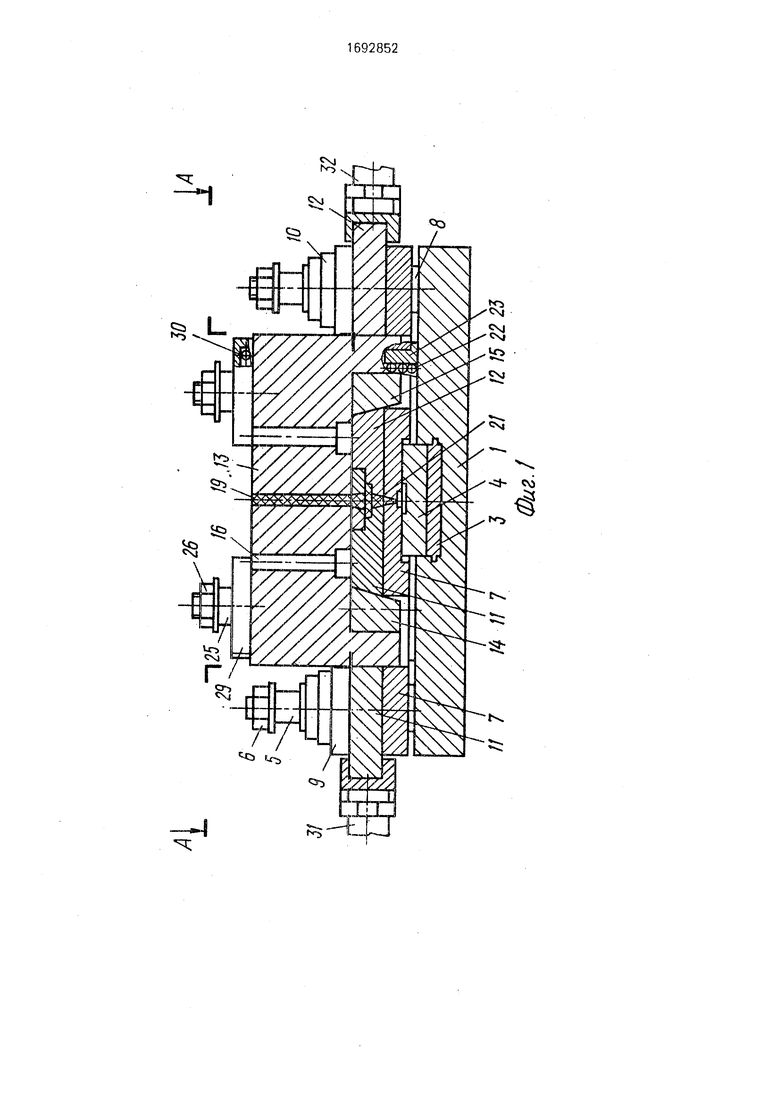
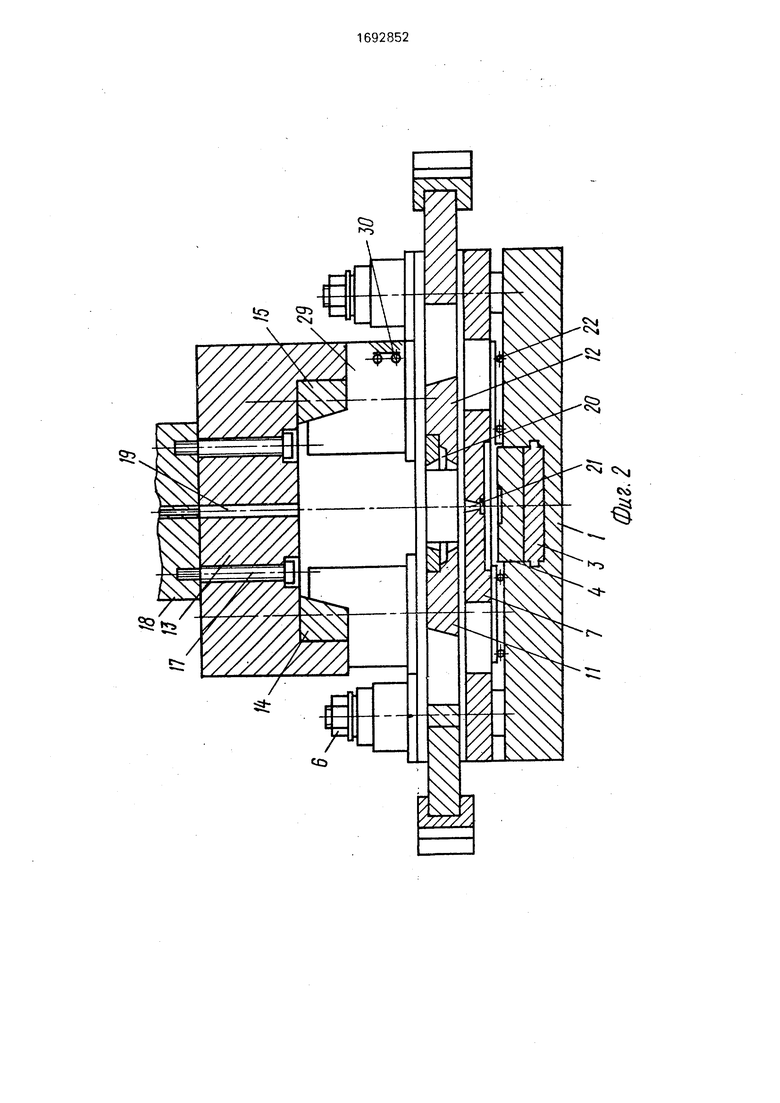
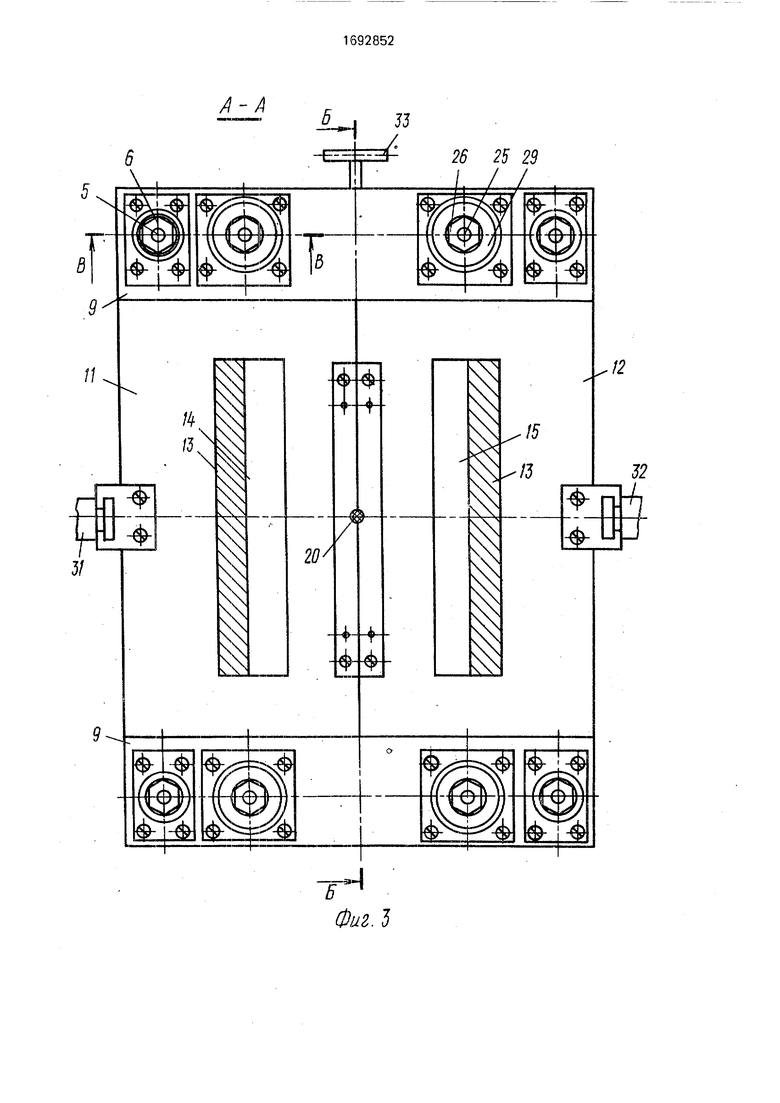
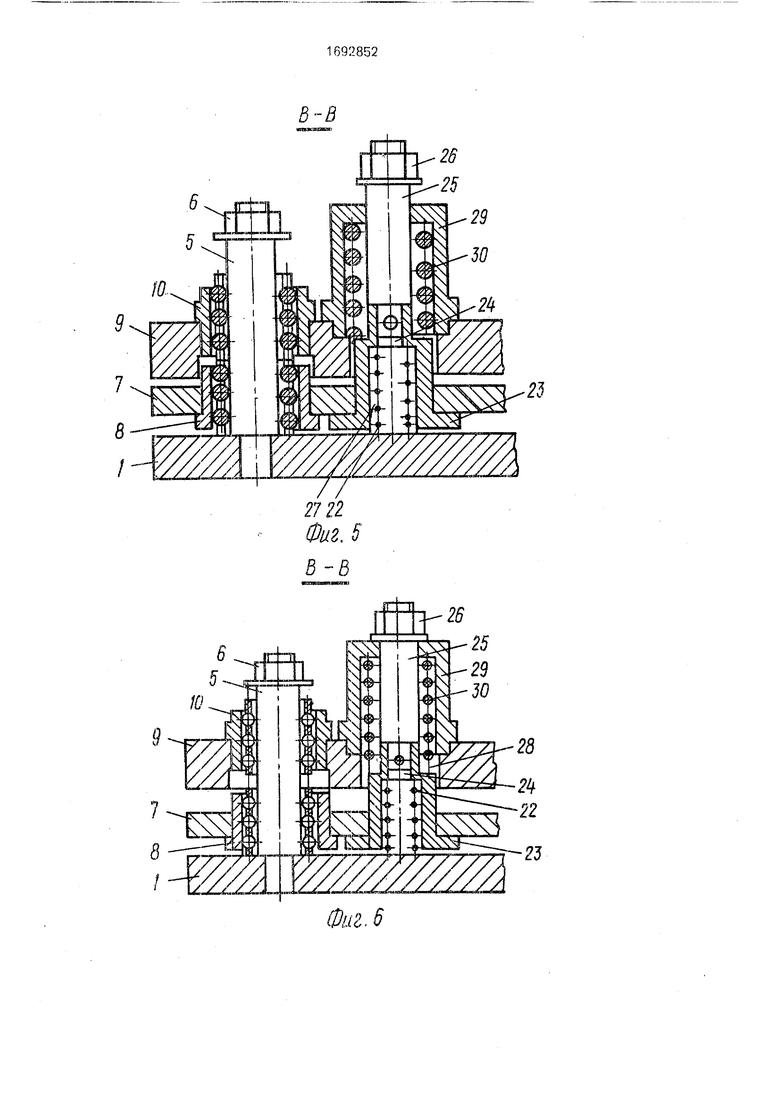
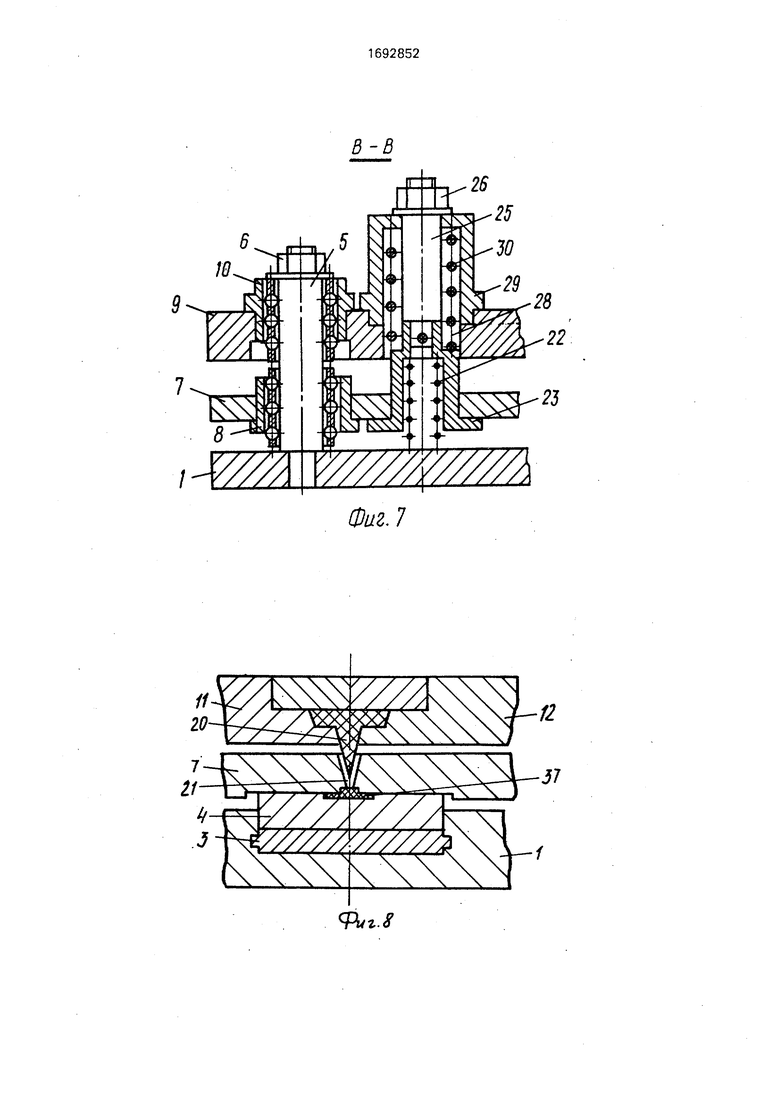
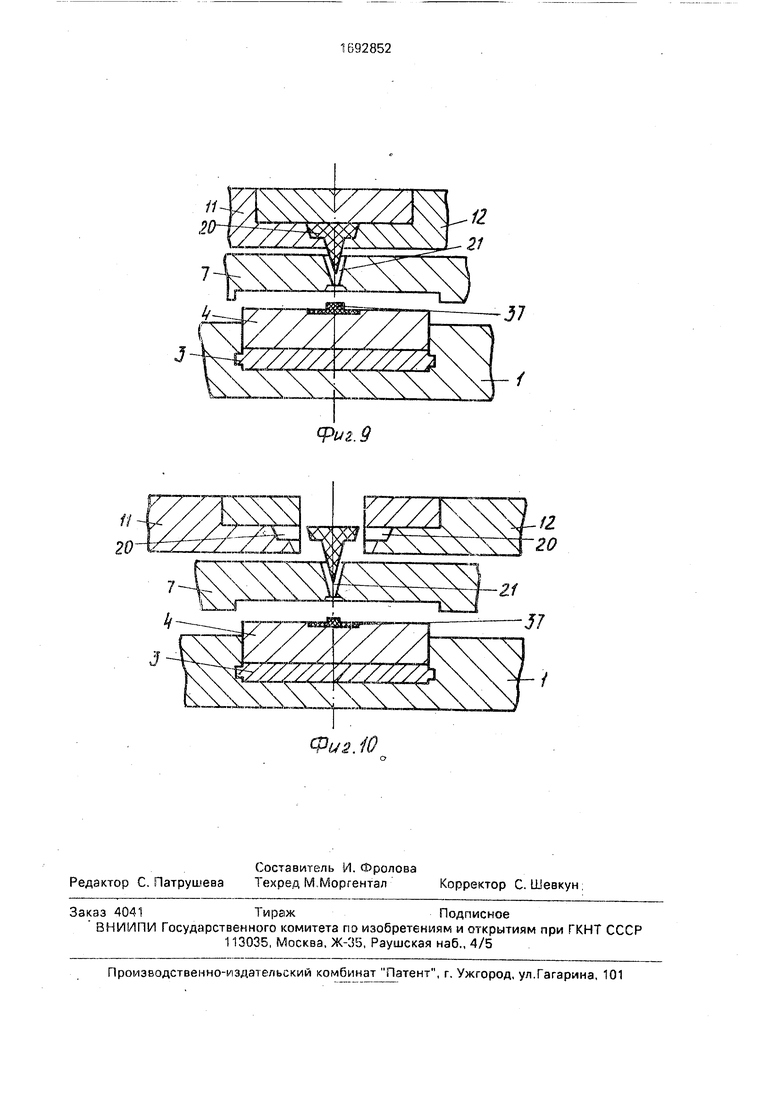
На фиг. 1 представлено устройство в закрытом состоянии, поперечный разрез; на фиг. 2 - то же, в раскрытом состоянии; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 3; на фиг. 6 - то же, при отжатой вверх горизонтальной направляющей; на фиг. 7 - то же, при отжатой вверх верхней полуформе вместе с горизонтальной направляющей; на фиг. 8 - рабочая зона при отжатых вверх подвижных пластинах, поперечный разрез; на фиг. 9 - то же, при отжатой вверх верхней полуформе вместе с подвижными пластинами; на фиг. 10-тоже, при раздвинутых подвижных пластинах.
Устройство для запирания выносных пресс-форм содержит плоское основание 1, в прямоугольном направляющем пазу 2 которого размещена горизонтально подвижная платформа 3 с нижней полуформой 4. На основании 1 жестко закреплены вертикальные стойки 5 с ограничительными гайками 6. На вертикальных стойках 5 закреплены с возможностью вертикального перемещения верхняя полуформа 7 через шариковые подшипники 8 и горизонтальная направляющая 9 через шариковые подшипники 10. В
О
о го
00
сл
ю
горизонтальной направляющей 9 над верхней полуформой 7 размещены с возможностью горизонтального перемещения две подвижные пластины 11 и 12. Нац подвижными пластинами 11 и 12 клиновой запирающий узел, включающий расположенную вертикально подвижную прижимную плиту 13, на которой снизу жестко закреплены два клина 14 и 15 и в которой выполнены отверстия 16 под винты 17 для присоединения к головке 18 литьевой машины (не показано) и литьевое отверстие 19, соосное с разъемным литьевым отверстием 20 подвижных пластин 11 и 12 и литьевым отверстием 21 верхней полуформы 7, которая относительно основания 1 подпружинена нижними цилиндрическими пружинами 22 сжатия, размещенными в вертикально расположенных ступенчатых втулках 23, в отверстиях верхних 24 ступеней которых жестко закреплены пальцы 25 с ограничительными гайками 26 и которые жестко закреплены ъ отверстиях 27 верхней полуформы 7 и свободно размещены в соосных отверстиях 28 горизонтальной направляющей 9, на кото-рой жестко закреплены надетые на пальцы 25 с возможностью вертикального перемещения стаканы 29, внутри которых размещены верхние цилиндрические пружины 30 сжатия, взаимодействующие нижними концами с нижними ступенями втулок 23 с усилиями, превышающими усилия нижних цилиндрических пружин 22. Подвижные пластины 11 и .12 присоединены к штокам 31 и 32 пнев- моцилиндров (не показано). Нижняя полуформа 4 присоединена к платформе 3 при помощи винтов ( не показано) и снабжена рукояткой 33, а также снабжена базовыми штифтами 34 для базирования многослойного изделия (например, шины) с целью образования в его отверстиях соединительных пластмассовых заклепок и базовыми штифтами 35 для базирования верхней полуформы 7 относительно нижней полуформы 4. Платформа 3 в рабочем положении взаимодействует с ограничителем 36, запрессованным в основание 1,
Пресс-форма работает следующим образом.
Плиту 13 присоединяют к головке 18 (фиг. 2) литьевой машины (не показано) при помощи винтов 17. Пресс-форму основанием 1 устанавливают на стоя литьевой машины под плитой 13 в требуемом положении, определяемом штифтами (не показано). К подвижным пластинам 11 и 12 присоединяют штоки 31 и 32 пкевмоцилиндров (не показано) и при помощи них раздвигают пластины 11 и 12 (фиг. 2). Нижнюю полуформу 4 вместе с платформой 3 выдвигают за
рукоятку 33 (вручную или при помощи, например, пневмоцилиндра) из основания 1 наружу и укладывают на нее слой за слоем (не показано) многослойное изделие 37 с
целью образования в его отверстиях соединительных пластмассовых заклепок (не показано), используя базовые штифты 34 для правильного размещения многослойного изделия 37, Нижнюю полуформу 4 вместе с
0 платформой 3 задвигают за рукоятку 33 в основание 1 до упора в ограничитель 36. Подвижные пластины 11 и 12 сдвигают при помощи штоков 31 и 32 пневмоцилиндров. Включают литьевую машину, ее головка 18
5 опускается вместе с плитой 13, которая, соприкоснувшись с подвижными пластинами 11 и 12, охватывает их клиньями 14 и 15 и заставляет последние перемещаться вниз, а вместе с ними горизонтальную направляю0 щую 9, вместе с которой перемещаются аниз жестко закрепленные стаканы 29, перемещающие вниз сжатые верхние цилиндрические пружины 30, которые перемещают вниз вместе с пальцами 25 ступенчатые
5 втулки 23, перемещающие вниз жестко соединенную с ними верхнюю полуформу 7 и сжимающие нижние цилиндрические пружины 22 до тех пор, пока верхняя полуформа 7 не соприкоснется с нижней
0 полуформой ч (фиг. 6), базовые штифты 35 которой обеспечивают правильное размещение верхней полуформы 7, после чего, продолжая опускаться, плита 13 продолжает воздействовать вниз на подвижные пла5 стины 11 и 12, через них на горизонтальную направляющую 9 и через последнюю на верхние ступенчатые втулки 29, которые начинают сжимать верхние цилиндрические пружины 30, так как ступенчатые втулки 23
0 перемещаться вниз больше не могут, и продолжают их сжимать до тех пор, пока по- движнце пластины 11 и 12 не соприкоснутся с верхней полуформой 7 (фиг. 1 и 5), в результате чего прижимная плита 13 плотно при5 жимается к пластинам 11 и 12, последние - к верхней полуформе 7, а верхняя полуформа 7 - к нижней полуформе 4, при этом клинья 14 и 15 соприкасаются с боковыми поверхностями подвижных пластин 11 и 12,
0 надежно удерживая их в закрытом (сдвинутом вместе) состоянии, и с верхними боковыми ребрами верхней полуформы 7, обеспечивая соосное совмещение литьевых отверстий 19-21 соответственно прижим5 ной плиты 13, подвижных пластин 11 и 12 и верхней полуформы 7.
Через литьевые отверстия 19-21 литьевая машина впрыскивает под давлением формуемый материал, после чего головка 18 литьевой машины вместе с прижимной плитой 13 и клиньями 14 и 15 начинает перемещаться вверх, Вместе с ними перемещаются вверх подвижные пластины 11 и 12, горизонтальная направляющая 9 и стаканы 29 под действием расжимающихся верхних цилиндрических пружин 30 до соприкосновения стаканов 29 с ограничительными гайками 26 (фиг. 6), в результате чего застывший формуемый материал отделился от стенок литьевого отверстия 21 верхней полуформы 7 (фиг.8), после чего вслед за подвижными пластинами 11 и 12 перемещаются вверх ступенчатые втулки 23 вместе с верхней полуформой 7 под действием нижних цилиндрических пружин 22 до соприкосновения шариковых подшипников 10 с концевыми гайками б (фиг. 7), в результате чего верхняя полуформа 7 разъединится с нижней полуформой 4 (фиг, 9). Головка 18 с прижимной плитой 13 поднимается до выхода клиньев 14 и 15 из зоны возможного зацепления с подвижными пластинами 11, 12, после чего последние раздвигаются при помощи штоков 31 и 32 пневмоцилиндров (фиг. 2), в результате чего застывший формуемый материал отделяется от стенок разъемного литьевого отверстия 20 подвижных пластин 11 и 12 (фиг. 10) и легко удаляется из пресс-формы. Нижнюю полуформу 4 вместе с платформой 3 выдвигают за рукоятку 33 наружу из основания 1 и извлекают многослойное изделие 37, скрепленное пластмассовыми заклепками (не показано), из нижней полуформы 4, тем самым пресс- форма подготовлена к повторному использованию (фиг, 2).
Формула изобретения 1. Пресс-форма для изготовления изделий из пластмасс литьем под давлением, содержащая основание,-верхнюю полуформу с литьевым отверстием,горизонтальную направляющую с двумя горизонтальными подвижными пластинами, имеющими по линии разъема литьевое отверстие, соосное литьевому отверстию в верхней полуформе, нижнюю полуформу, закрепленную на горизонтально подвижной платформе, и подвижный клиновой запирающий узел, отличающаяся тем, чго, с целые упрощения конструкции и повышения производительности за счет снижения времени на подготовительные операции nyiew исклю- 5 чения облоя, горизонтально подвижная платформа размещена в направляющем пазу, выполненном в основании, снабженном вертикальными стойками, на которых подвижно установлены верхняя полуформа и 0 горизонтальная направляющая, при этом верхняя полуформа подпружинена относительно основания и горизонтальной направляющей, причем относительно основания она подпружинена с меньшим усилием, чем
5 относительно горизонтальной направляющей.
2. Пресс-форма по п, 1, о т л и ч а ю щ а- я с я тем, что верхняя полуформа подпружинена относительно основания цилиндриче0 скими пружинами сжатия, размещенными в жестко закрепленных в ней вертикальных ступенчатых втулках, в отверстии верхней ступени которых жестко закреплен палец с резьбой и ограничительной гайкой на сво5 бодном конце, при этом ступенчатые втулки установлены с возможностью перемещения в отверстиях горизонтальной направляющей, а относительно горизонтальной направляющей верхняя полуформа
0 подпружинена посредством цилиндрических пружин сжатий, надетых на указанные пальцы и размещенных одним концом на нижних ступенях ступенчатых втулок, а другим - в жестко закрепленных в горизонталь5 кых направляющих стаканах, установленных с возможностью перемещения под ограничительными гайками, причем усилие пружины, размещенной в стакане, превышает усилие пружины, размещенной.
0 в ступенчатой втулке.
Г3. Пресс-форма по п. 1,отличают, а- я с я тем, что верхняя полуформа и горизонтальная направляющая установлены на вер- тикальных стойках посредством
5 подшипников качения, которые наружными кольцами жестко закреплены в соосных отверстиях верхней полуформы и горизонтальной направляющей.
N-5
А-А
ь л
в
5 25 29 II

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для запирания пресс-форм | 1987 |
|
SU1456319A1 |
| Устройство для обжатия наконечников экранирующей оплетки кабелей | 1988 |
|
SU1493362A1 |
| Литьевая форма термопластавтомата для изготовления изделий из пластмасс | 1980 |
|
SU1028515A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ | 1991 |
|
RU2007297C1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1984 |
|
SU1186514A1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1987 |
|
SU1509266A1 |
| БЕСТРАВЕРСНОЕ УСТРОЙСТВО ДЛЯ ЗАМЫКАНИЯ ФОРМЫ ЛИТЬЕВЫХ МАШИН (ВАРИАНТЫ) | 1995 |
|
RU2104155C1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1988 |
|
SU1731646A1 |

Изобретение относится к переработке пластмасс литьем под давлением, конкретно к пресс-форме для изготовления изделий с арматурой. Цель изобретения - -упрощение конструкции и повышения производительности за счет снижения времени из подготовительные операции путем исключения образования облоя. Для этого в пресс-форме, содержащей основание, верхнюю полуформу с литьевым отверстием, горизонтальную направляющую с двумя горизонтальными подвижными пластинами, имеющими по линии разьема литьевое отверстие, соосное литьевому отверстию в верхней полуформе, нижнюю полуформу, закрепленную на горизонтально подвижной платформе, и подвижный клиновой запирающий узел, горизонтально подвижная платформа размещена F направляющем пазу, выполненном з основании, снабженном вертикальными стойками, на которых подвижно установлены верхняя полуформа, подпружиненная относительно основания и горизонтальной направляющей, причем относительно основания она подпружинена с меньшим усилием, чем относительно горизонтальной направляющей. 2 з.п. ф- лы, 10 ил. Ј
//
/f /3
Efr
3/
20 /
Фиг. J
12
.15 /3
32
В-В
Фиг, 6
26
26
Фаг. 7
Фиг.8
в-в
26
фиг. 9
| Устройство для запирания пресс-форм | 1987 |
|
SU1456319A1 |
| Солесос | 1922 |
|
SU29A1 |
