Изобретение относится к металлургии и может быть использовано в технологии модифицирования серых чугунов при получении отливок машиностроительного профиля.
Целью изобретения является исключение кромочного отбела в тонкостенных отливках и улучшение обрабатываемости чугуна резанием.
Пример. Модификаторы известного и 1 предлагаемого составов получают методом сплавления соответствующих ферросплавов (технически чистого магния, ферросилиция, ферросиликобария, ферросиликокальция, ферромарганца, ФСЗОРЗМЗО, содержание сурьмы в известном модификаторе обеспечивалось вводом технически чистой сурьмы по расплавлению остальных составляющих) в индукционной печи емкостью 60 кг. Модификатор известного состава выполняют при среднем содержании ингредиентов, а предлагаемого - на нижнем, среднем, верхнем,
ниже нижнего, выше верхнего пределов содержания ингредиентов.
Модифицирование чугуна марки С245 проводят в ковше емкостью 30 кг. Расход модификаторов составляет во всех случаях 0,30%, температура модифицирования 1340°С. Модифицированный расплав заливают в сырые песчано-глинистые формы. Опытные образцы имеют форму цилиндров с диаметром 60 мм и пластин с толщиной стенки 4,6 и 8 мм.
Испытания на обрабатываемость проводят методом точения цилиндрических образцов. Наличие кромочного отбела определяют на пластинчатых образцах визуально.
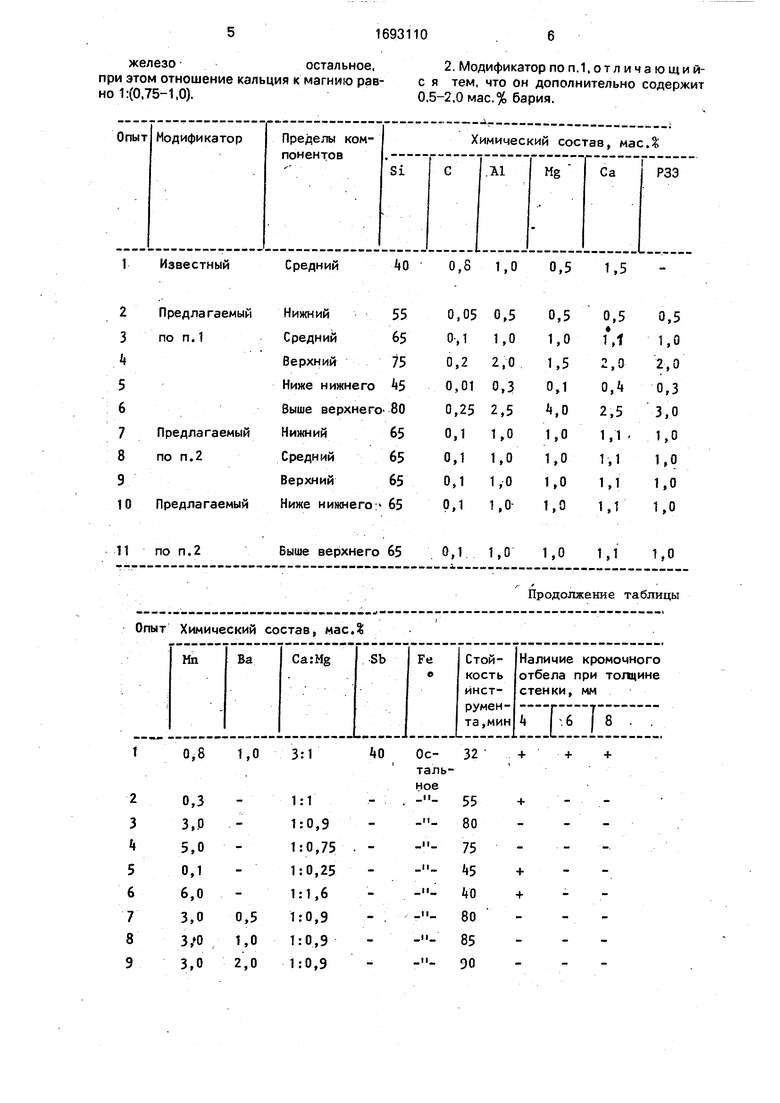
Результаты испытаний чугунов, выплавленных с использованием известного и предлагаемого модификаторов, представлены в таблице.
При массовом производстве отливок из серых чугунов высоких марок (СЧ25 и выше)
ON О СО
О
Основной проблемой является обрабатываемость резанием на автоматических линиях. Причинами низкой обрабатываемости даже и случае исключения отбела являются особенности микрогетерогенного строения металлической матрицы чугунов указанного класса. Ввиду низкого углеродного эквивалента и присутствия легирующих элементов b сплаве, в частности хрома, наблюдается значительная микроликвационная неоднородность. Она определяется значительной долей первичного аустенита, при затвердевании которого примеси вытесняются на границы аустенита с эвтектикой. Этот эф- фект приводит к образованию микроликва- ционных зон с повышенной твердостью и хрупкостью. Данное явление приводит к ухудшению обрабатываемости резанием не только тонкостенных, но и массивных сечений отливок. Усугубляет данное явление также фосфор и не оптимальное соотношение серы к марганцу в чугуне ваграночной плавки. Основной задачей модифицирования этих чугунов является комплексное воздействие на кинетику кристаллизации и морфологию дендритов первичного аустенита, состояние границ аустенит - эвтектика и строение самой эвтектики. Предлагаемый модификатор резко измельчают дендриты первичного аустенита, увеличивает их удельную поверхность, тем самым снижая отрицательное воздействие микроликвации на образование зон с повышенной концентрацией хрома и других кар- бидообразующих элементов.
Кремний в пределах 55-75% в составе модификатора обеспечивает хорошую растворимость модификатора и создает обогащенные кремнием зоны, в процессе растворения которых образуются дополнительные центры кристаллизации. -Нижний предел (55%) обеспечивает требуемую кинетику создания зон. Превышение верхнего предела (75%) ухудшает растворимость,
Углерод (0,05%) способствует образованию карбида кремния в модификаторе, Свыше 0,2% трудно достижимо на практике.
Алюминий (0,5%) и РЗМ (0,5%) способствуют зарождению дендритов первичного аустенита и их измельчению при росте. Превышение верхних пределов (2,0%) указанных элементов не дает приращения указанного эффекта.
Марганец в пределах 0,3-5,0% улучшает растворимость модификатора и уменьшает микроликвационную неоднородность за счет взаимодействия с серой в чугуне ваграночной плавки. Верхний предел (5,0%) ограничен ввиду возможности образования цементита в структуре.
Магний в совокупности с кальцием уменьшает ликвационную неоднородность вследствие частичного связывания серы до момента кристаллизации аустенита, измельчает строение аустенита и эвтектики и очищает границу аустенит - эвтектика от поверхностно-активных элементов (примесей, присутствующих в чугуне). Важны при этом не только абсолютные концентрации
0 магния, кальция, но и их соотношения.
Нижние пределы (0,5%) обусловлены необходимостью достижения описанных эффектов. Верхний предел по магнию(1,5%) ограничен ввиду пироэффекта и пылегазо5 вых выбросов в атмосферу при обработке расплава. Верхний предел по кальцию (2,0%) ухудшает растворимость модификатора. Соотношение кальция к магнию 1:(0,75-1,0) обеспечивает высокую раство0 римость и комплексное воздействие на устранение микроликвационной неоднородности чугунов. Выше верхнего предела соотношений (1:1) ухудшается растворимость модификатора и эффективность
5 обработки.
Для высококачественных легированных чугунов с пластинчатым графитом характерна также неоднородность размеров и распределения графита в разностенных
0 отливках. Дополнительный ввод 0,5% бария s предлагаемый состав способствует гомогенизации графитной фазы в разностенных отливках. Свыше 2,0% бария не дает приращения эффекта и ухудшает растворимость.
5 Гомогенизация графитной фазы в отливках положительно сказывается на улучшении обрабатываемости чугуна.
Как следует из данных, представленных а таблице, предлагаемый модификатор для
0 чугуна позволяет устранить кромочный от- бел в отливках с толщиной стенки меньше 8 мм и улучшить обрабатываемость резанием чугуна более, чем в 2 раза.
Формула изобретения
5 1. Модификатор для чугуна, содержащий кремний, углерод, алюминий, магний, кальций, марганец и железо, отлича ющий- с я тем, что, с целью исключения кромочного отбела в тонкостенных отливках и улуч0 шения обрабатываемости чугуна резанием, он дополнительно содержит редкоземельные металлы при следующем соотношении компонентов, мас.%:
кремний55-75
5 углерод0,05-0,20
алюминий0,5-2,0
магний0,5-1,5
кальций0,5-2,0
редкоземельные металлы0,5-2,0,
марганец0,3-5,0
железоостальное,
при этом отношение кальция к магнию равно 1:(0,75-1,0).
2. Модификатор поп. 1, отличаю щи й- с я тем, что он дополнительно содержит 0,5-2,0 мае. % бария.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ СЕРОГО ЧУГУНА | 2011 |
|
RU2489511C2 |
| Модифицирующая присадка для чугуна | 1984 |
|
SU1275056A1 |
| Модификатор | 1987 |
|
SU1420055A1 |
| Модификатор для серого чугуна | 1987 |
|
SU1458415A1 |
| СПОСОБ ГРАФИТИЗИРУЮЩЕГО МОДИФИЦИРОВАНИЯ ЧУГУНА | 2015 |
|
RU2620206C2 |
| Чугун | 1982 |
|
SU1116086A1 |
| Способ получения чугуна с шаровиднымгРАфиТОМ | 1979 |
|
SU834141A1 |
| Лигатура | 1982 |
|
SU1081230A1 |
| ЧУГУН | 2007 |
|
RU2354737C1 |
| Чугун для тонкостенных отливок | 1989 |
|
SU1700085A1 |
Изобретение относится к модификаторам для чугуна. Целью изобретения является устранение отбела в тонкостенных отливках и улучшение обрабатываемости чугуна резанием. Модификатор содержит, мас.%: SI55-75; С 0,05-0-20; AI 0,5- ,2,0; Мд 0,5-1,5; Са 0,5-2,Oj,;P3M 0,5-2.0; Мп 0,3-5,0, Fe остальное, , причем отношение кальция к магнию составляет 1; (0,75-1,0). Кроме того, модификатор может дополнительно содержать 0,5-2,0 мас.% Ва. Модифицирование в ковше чугуна С425 предлагаемым модификатором в количестве 0,3% от массы чугуна позволяет более, чем в 2 раза повысить стойкость режущего инструмента, при этом хромочного отбела в отливках с толщиной стенки 4-8 мм не наблюдается. 1 з.п. ф-лы, 1 табл.
Известный
Средний
Опыт Химический состав, мае.
40
0,8 1,0 0,5 1,5
Продолжение таблицы
Опыт Химический состав, масД
10 3,0 0,3 1:0,9
113,0 3,0 1:0,9
Примечание. Режимы резания: скорость 100 м/мин; подача 0,2 мм/об;
глубина резания 2,5 мм, материал инструмента ВК 8.
Продолжение таблицы
Ос- 80
тальное
75
| Модификатор для внутриформенной обработки чугуна | 1985 |
|
SU1275057A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Лигатура | 1986 |
|
SU1407986A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
