Известно загрузочно-делительное устройство, которое работает по способу поштучного шагового смеш,ения каждой детали и обеспечивает загрузку в отсеки магазина деталей типа тел врашения, имеюш,их такое отношение длины к их диаметру, при котором деталь остается устойчивой на образуюш;ей наружного диаметра.
Предлагаемое устройство отличается тем, что работает по способу комбинированного шагового смеш.ения деталей вдоль их горизонтальной оси и обеспечивает загрузку в отсеки магазина деталей как устойчивых, так и неустойчивых на образующей наружного диаметра. Устройство выполнено в виде толкателя, обеспечивающего перемещение детали из загрузочного лотка в кассету, и взаимосвязанных между собой приводом кассеты и упора для дополнительного перемещения деталей, а также установленного на входном конце кассеты подпружиненного сбрасывателя, имеющего форму рычага.
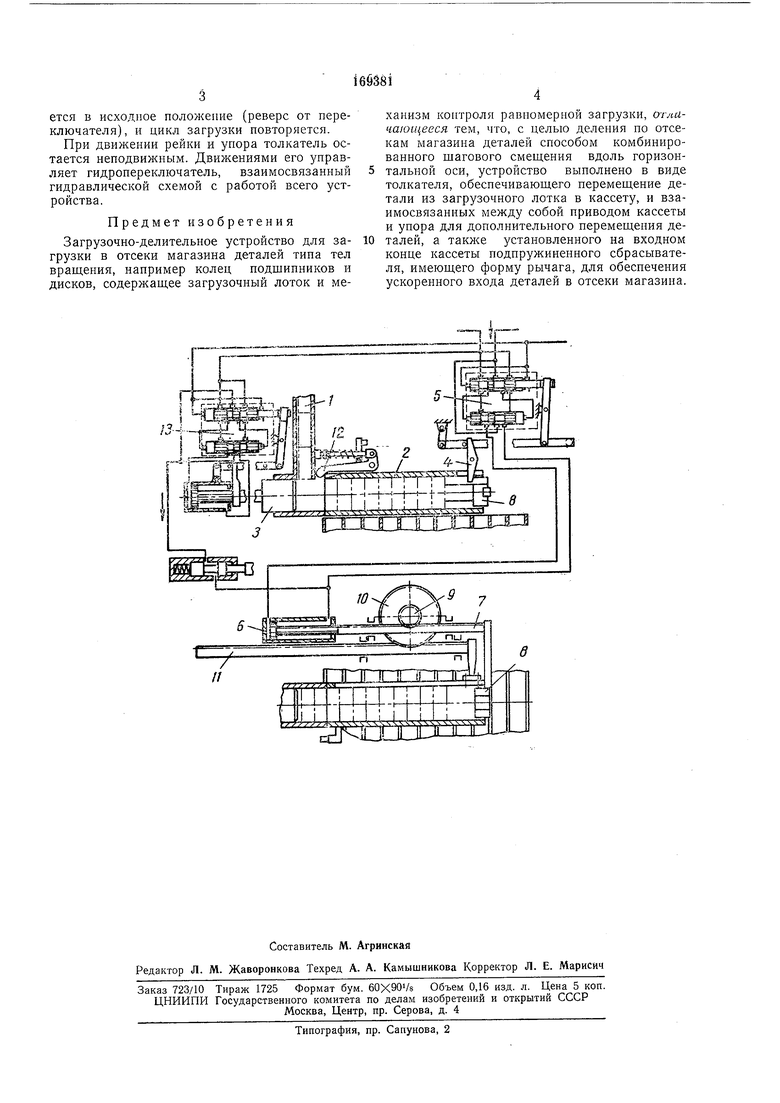
На чертеже дана принципиальная схема загрузочно-делительного устройства.
Устройство состоит из загрузочного лотка 1, кассеты 2, имеющей форму трубы или оправки в зависимости от конфигурации деталей, толкателя 3, совершающего возвратно-поступательные движения для последовательной поштучной загрузки деталей в кассету, поворотного рычага 4, гидравлического концевого переключателя 5, гидроцилиндра 6, штока цилиндра с рейкой 7 и упором 8, блока шестерен 9 и 10, рейки // с упором, подпружиненного сбрасывателя, выполненного в виде двуплечего рычага 12, и гидропереключателя 13.
Загрузка деталей в отсеки магазина осуществляется следующим образом.
Из загрузочного лотка детали толкателем
последовательно подаются в кассету 2, причем каждая очередная заготовка увеличивает и смещает весь столб заготовок в кассете до тех пор, пока наберется количество заготовок, равное количеству вертикальных отсеков бункера. Это количество контролируется рычагом 4. При заполнении кассеты первая заготовка через рычаг 4 воздействует на гидравлический концевой переключатель и через него на гндроцилнндр.
Масло, поступая в левую полость гидроцилиндра, перемещает шток цилиндра с упором, контролирующим положение столба деталей над отсеками магазина вправо.
Рейка 7 сцеплена с шестерней 9. При повороте блока шестерен шестерня 10 перемещает рейку // и закрепленную на ней кассету 2. При движении упора и кассеты 2 вправо происходит загрузка деталей в отсеки магазина. ется в исходное положение (реверс от переключателя), и цикл загрузки повторяется. При движении рейки и упора толкатель остается неподвижным. Движениями его управляет гидропереключатель, взаимосвязанный гидравлической схемой с работой всего устройства. Предмет изобретения Загрузочно-делительное устройство для загрузки в отсеки магазина деталей типа тел вращения, например колец подшипников и дисков, содержащее загрузочный лоток и механизм контроля равномерной загрузки, отличающееся тем, что, с целью деления но отсекам магазина деталей способом комбинированного щагового смещения вдоль горизонтальной оси, устройство выполнено в виде толкателя, обеспечивающего перемещение детали из загрузочного лотка в кассету, и взаимосвязанных между собой приводом кассеты и упора для дополнительного перемещения деталей, а установленного на входном конце кассеты подпружинеиного сбрасывателя, имеющего форму рычага, для обеспечения ускоренного входа деталей в отсеки магазина.
е:1311ал1С1:х1:1а
SFO
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1987 |
|
SU1556873A1 |
| Магазинное загрузочное устройство | 1978 |
|
SU742104A1 |
| Загрузочное устройство | 1983 |
|
SU1135601A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Станок для сборки узлов запрессовкой | 1978 |
|
SU745642A1 |
| Загрузочное устройство | 1975 |
|
SU553085A1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Автомат для сборки | 1985 |
|
SU1391857A1 |
| УСТРОЙСТВО ДЛЯ ШАГОВОГО ПЕРЕМЕЩЕНИЯ ДЕТАЛЕЙ | 1992 |
|
RU2042490C1 |
