Изобретение относится к прокатному производству, в частности к производству тонколистового холоднокатаного металла.
Целью изобретения является улучшение качества ленты путем повышения стабильности механических свойств.
Способ дрессировки ленты из низкоуглеродистой стали с пределом прочности 25- 45 кгс/мм2 включает прокатку ленты при температуре, абсолютное значение которой определяют по формуле
t 2 сгв-20,
где OB предел прочности ленты, подвергаемой дрессировке, кгс/мм ;
t - температура дрессируемой ленты, °С.
Пример 1 (опыт 2). По заявляемому способу для осуществления дрессировки использовали ленту с заданным пределом прочности (7в 45 кгс/мм2. Согласно заявляемой формуле подсчитали температуру дрессировки;
t - 2«45 - 20 70°С.
Использовали известный режим обжатия 1-3%. Полученная в результате дрессировки лента имела 45 кгс/мм и коробоватость(неплоскостность на отрезке ленты длиной 1 м) 8,8 мм при ширине ленты 450 мм, что соответствует требованиям ГОСТ 503-81 ( 4 Ю мм). Время охлаждения от температуры распаковки до температуры дрессировки 25 ч.
Пример 2 (опыт 3). Второй рулон ленты с заданным пределом прочности OQ 32 кгс/мм2 дрессировали при t 2-32 - -20 44°С с тем же режимом обжатия. При этом получили ленту с (Тв 32 кгс/мм2 коробоватостью 5,2 мм на длине 1 м. Время охлаждения до температуры дрессировки 44 ч.
П р и м е р 3 (опыт 2). Третий рулон ленты с заданной прочностью 7в 25 кгс/мм2 дрессировали при t 2-25 - 20 30°С. Обжатие по предыдущему режиму. При этом получили ленту с 25 кгс/мм2. коробоватость - 4 мм на 1м длины, время
w
Ј
О Ю
4 Ю О 00
охлаждения до температуры дрессировки - 68ч.
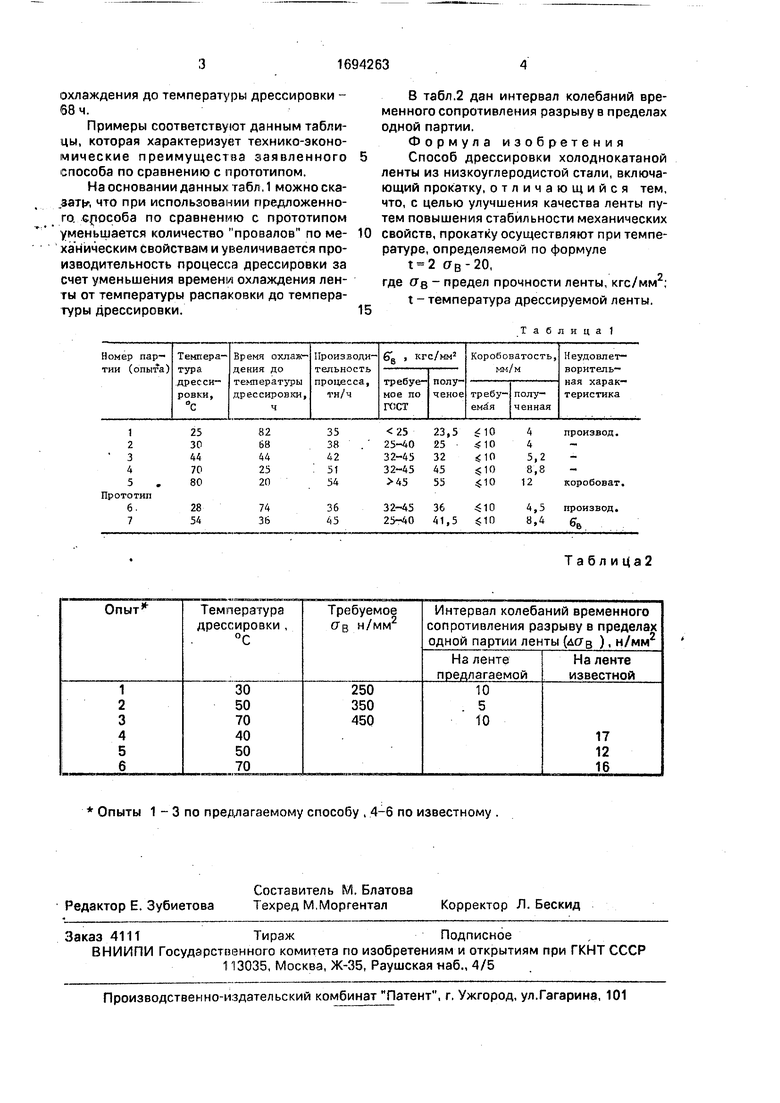
Примеры соответствуют данным таблицы, которая характеризует технико-экономические преимущества заявленного способа по сравнению с прототипом.
На основании данных табл. 1 можно скатать-, что при использовании предложенного, способа по сравнению с прототипом уменьшается количество провалов по механическим свойствам и увеличивается производительность процесса дрессировки за счет уменьшения времени охлаждения ленты от температуры распаковки до температуры дрессировки.
0
5
В табл.2 дан интервал колебаний временного сопротивления разрыву в пределах одной партии.
Формула изобретения
Способ дрессировки холоднокатаной ленты из низкоуглеродистой стали, включающий прокатку, отличающийся тем, что, с целью улучшения качества ленты путем повышения стабильности механических свойств, прокатку осуществляют при температуре, определяемой по формуле
t 2 ав-20, где ав - предел прочности ленты, кгс/мм2;
t - температура дрессируемой ленты.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТДЕЛКИ НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 2002 |
|
RU2209253C1 |
| Способ дрессировки жести | 1985 |
|
SU1304946A1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ НИЗКОУГЛЕРОДИСТОЙ ПОЛОСОВОЙ СТАЛИ | 2000 |
|
RU2191080C2 |
| Способ дрессировки холоднокатаной металлической полосы | 1987 |
|
SU1560337A1 |
| СПОСОБ ДРЕССИРОВКИ ЛЕНТЫ | 1991 |
|
RU2007236C1 |
| СПОСОБ ДРЕССИРОВКИ ТОНКОЛИСТОВОЙ ХОЛОДНОКАТАНОЙ СТАЛИ | 2004 |
|
RU2271884C1 |
| СПОСОБ ДРЕССИРОВКИ ТОНКОЛИСТОВОГО ПРОКАТА | 1999 |
|
RU2164179C2 |
| Способ дрессировки полосы | 1978 |
|
SU776675A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОЙ ХОЛОДНОКАТАНОЙ СТАЛИ | 2008 |
|
RU2369645C1 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ТОНКОЛИСТОВОЙ СТАЛИ | 2011 |
|
RU2471876C1 |
Предлагаемое изобретение относится к прокатному производству, в частности к производству тонколистового холоднокатаного металла. Целью изобретения является улучшение качества ленты путем повышения стабильности механических свойств. Способ дрессировки включает прокатку при температуре, абсолютное значение которой определяют по формуле 2 табл
Та бл и Ца2
| Способ дрессировки жести | 1985 |
|
SU1304946A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
