Изобретение относится к контактной сварке, в частности : способу контактной стыковой сварки непрерывным оплавлением преимущественно деталек с относительно большими площадями поперечных сечений.
Цель изобретения - повышение экономичности способ контактной стыковой сварки непрерывным оплавлением вследствие уменьшения трудоемкости, расхода свариваемого металла и электроэнергии, а также улучшение качества сварного соединения вследствие уменьшения количества дефектов.
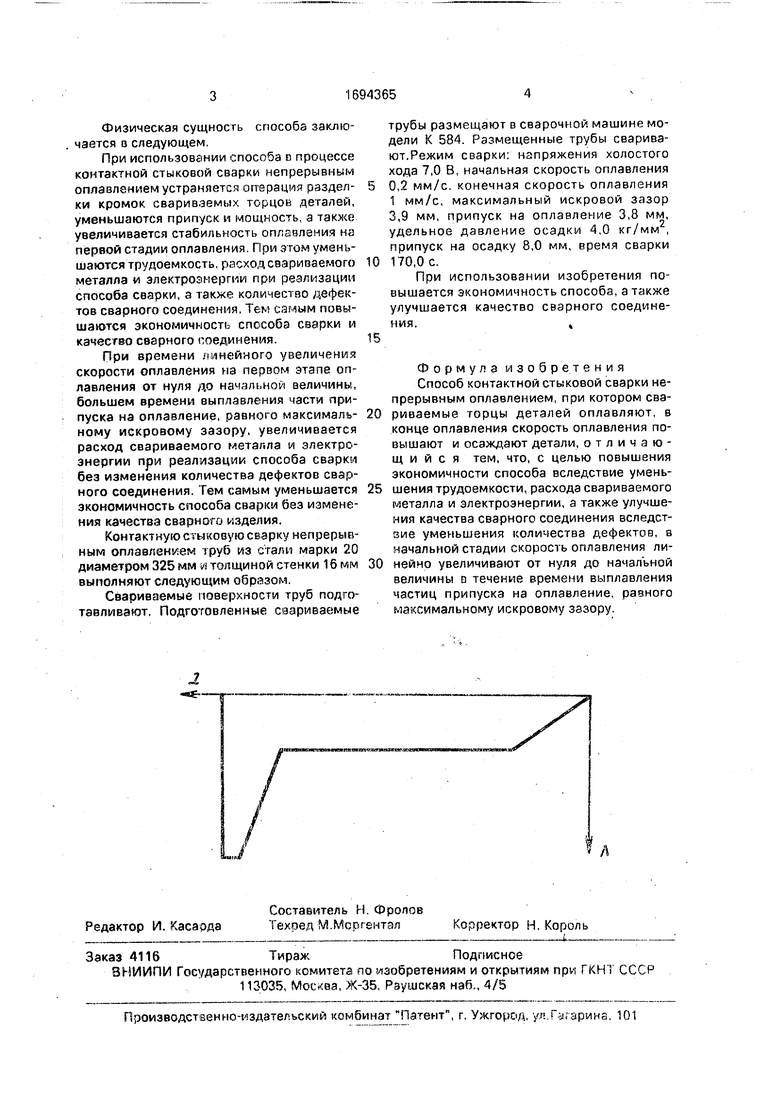
На чертеже показана программа изменения скорости оплавления при контактной стыковой сварке непрерывным оплавлением (зависимость скорости оплавления V от времени t
Техническая сущность способа заключается в следующем
Свариваемые поверхности деталей подготавливают. Подготовленные свариваемые детали размещают в машине для контактной стыковой сьарки непрерывным оплавлением Размещенные де1 зли сваривают. При этом свариваемые торць деталей непрерывно оплавляют. Причем на первой стадии оплавления скорость опллвпения линейно увеличивают от нули до начальной величины в течение времени выплав ления части припуска на оплавление, равного максимальному искровому зазору, и осаживают.
GJ О 01
.а
Физическая сущность способа заключается в следующем.
При использовании способа в процессе контактной стыковой сварки непрерывным оплавлением устраняется операция раздел- ки кромок свариваемых торцов деталей, уменьшаются припуск и мощность, а также увеличивается стабильность оплавления на первой стадии оплавления. При этом уменьшаются трудоемкость, расход свариваемого металла и электроэнергии при реализации способа сварки, а также количество дефектов сварного соединения. Тем самым повышаются экономичность способа сварки и качество сварного соединения.
При времени линейного увеличения скорости оплавления на первом этапе оплавления от нуля до начальной величины, большем времени выплавления части припуска на оплавление, равного максималь- ному искровому зазору, увеличивается расход свариваемого металла и электроэнергии при реализации способа сварки без изменения количества дефектов сварного соединения. Тем самым уменьшается экономичность способа сварки без изменения качества сварного изделия.
Контактную стыковую сварку непрерывным оплавлением труб из стали марки 20 диаметром 325 мм и толщиной стенки 16 мм выполняют следующим образом.
Свариваемые поверхности труб подготавливают. Подготовленные свариваемые
трубы размещают в сварочной машине модели К 584. Размещенные трубы сварива- ют.Режим сварки: напряжения холостого хода 7,0 В, начальная скорость оплавления 0,2 мм/с, конечная скорость оплавления 1 мм/с, максимальный искровой зазор 3,9 мм, припуск на оплавление 3,8 мм, удельное давление осадки 4,0 кг/мм , припуск на осадку 8,0 мм, время сварки 170,0с.
При использовании изобретения повышается экономичность способа, а также улучшается качество сварного соединения.
Формула изобретения Способ контактной стыковой сварки непрерывным оплавлением, при котором свариваемые торцы деталей оплавляют, в конце оплавления скорость оплавления повышают и осаждают детали, отличающийся тем, что, с целью повышения экономичности способа вследствие уменьшения трудоемкости, расхода свариваемого металла и электроэнергии, а также улучшения качества сварного соединения вследствие уменьшения количества дефектов, в начальной стадии скорость оплавления линейно увеличивают от нуля до начальной величины в течение времени выплавления частиц припуска на оплавление, равного максимальному искровому зазору,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| Способ контактной стыковой сварки оплавлением | 1990 |
|
SU1801714A1 |
| Способ контактной стыковой сварки оплавлением | 1990 |
|
SU1738541A1 |
| Способ контактной стыковой сварки оплавлением с осадкой | 1989 |
|
SU1682081A1 |
| Способ контактной стыковой сварки оплавлением | 1990 |
|
SU1729715A1 |
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1722740A1 |
| Способ контактной стыковой сварки | 1989 |
|
SU1703329A1 |
| Способ управления процессом контактной стыковой сварки оплавлением | 1986 |
|
SU1391828A1 |
| Способ контактной стыковой сварки оплавлением | 1978 |
|
SU904938A1 |
| Способ контактной стыковой сварки оплавлением металлических труб | 2024 |
|
RU2837196C1 |
Изобретение относится к способам кон- такной стыковой сварки непрерывным оплавлением преимущественно деталей с относительно большими поперечных сечений Цель изобретени - увеличение экономичности способа вследствие уменьшения трудоемкости, pacv- 1,3 свариваемого металла и электроэнергии, а также ловышение качества сварного соединения за счет уменьшения количества дефектов. Поверхности деталей подготавливают Детали размещают в сварочной машине Торцы деталей непрерывно На первой стадии оплавченмя скорость оплавления линейно увеличивают от ,v.i-s до начальной величины ч течение «ремени выплавления части прип/скэ мг оплэвче- ние, разного максимальному искровому зазору. Торцы осажигззют Устраняется операция рязделки кромок тсрцоз, уменьшаются припуск и мощность а увеличивается стабильность оплавления на первой стадии оплавления 1 ип (Л С
| Контактная стыковая сварка трубопроводов | |||
| Кучук-Яценко С.И | |||
| Кривенко В.Г., Сахарное В.А | |||
| и др | |||
| Киев: Наукова думка, 1986, с.30-32. |
