Изобретение относится к контактной стыковой сварке оплавлением деталей е развитым сечением, преимущественно листовых конструкций.
Цель изобретения - повышение качества сварных соединений вследствие повыше- ния стабильности показателей механических свойств.
В предлагаемом способе контактной стыковой сварки оплавлением, преимуще ственно листов, до сварки на свариваемых концах деталей размещают накладки. При этом на одной детали накладку размещают сверху, а на другой детали накладку размещают снизу, свариваемые торцы деталей оплавляют и осаживают. Продольный размер накладки выбирают больше половины припуска на оплавление деталей, поперечный размер накладки выбирают равным поперечному размеру детали, толщину накладки выбирают в пределах 0,15 - 0,30 толщины детали и накладки оплавляют вместе со свариваемыми торцами.
Сущность изобретения состоит в том, что при оплавлении деталей совместно с накладками, одна из которой размещена, сверху одной из деталей, а другая - снизу другой, происходит искривление поверхности оплавления за счет образования участков контактирования между поверхностью деталей, на которой накладка отсутствует, и поверхностью накладки, обращенной к этой детали. В результате после осадки формируется сварной шов с наклонной зоной соединения.
Механизм образования наклонной поверхности оплавления следующий.
После возбуждения оплавления торцы, а затем и поверхность накладок подвергаются бомбардировке брызгами расплавленного металла, источником которых является взрывообразное разрушение элементарных контактов, образующихся в искровом зазоре между свариваемыми деталями. По мере сближения деталей металл, вылетевший из искрового зазора в виде брызг и оказавшийся на торцах и внутренней поверхности наСО
С
vj ю ю VJ
4 О
кладок, приводит к образованию участков контактирования между поверхностью накладок и поверхностью деталей, на которой накллдка отсутствует, Образование этих участков контактирования является допол- нительным асимметричным источником нагрева деталей. Это приводит к тому, что часть сечения торцов деталей со стороны поверхностей без накладок оплавляется быстрее, чем остальная часть сечения. По мере оплавления деталей образуется наклонная поверхность оплавления, а после проведения осадки формируется стык с наклонной зоной соединения.
В результате экспериментов удалось ус- тановить, что, в зависимости от толщины технологических накладок, можно получить угол наклона зоны соединения в пределах 0-35°.
Известно, что для существенного повы- шения механических свойств соединений угол наклона стыка должен быть больше 15°.
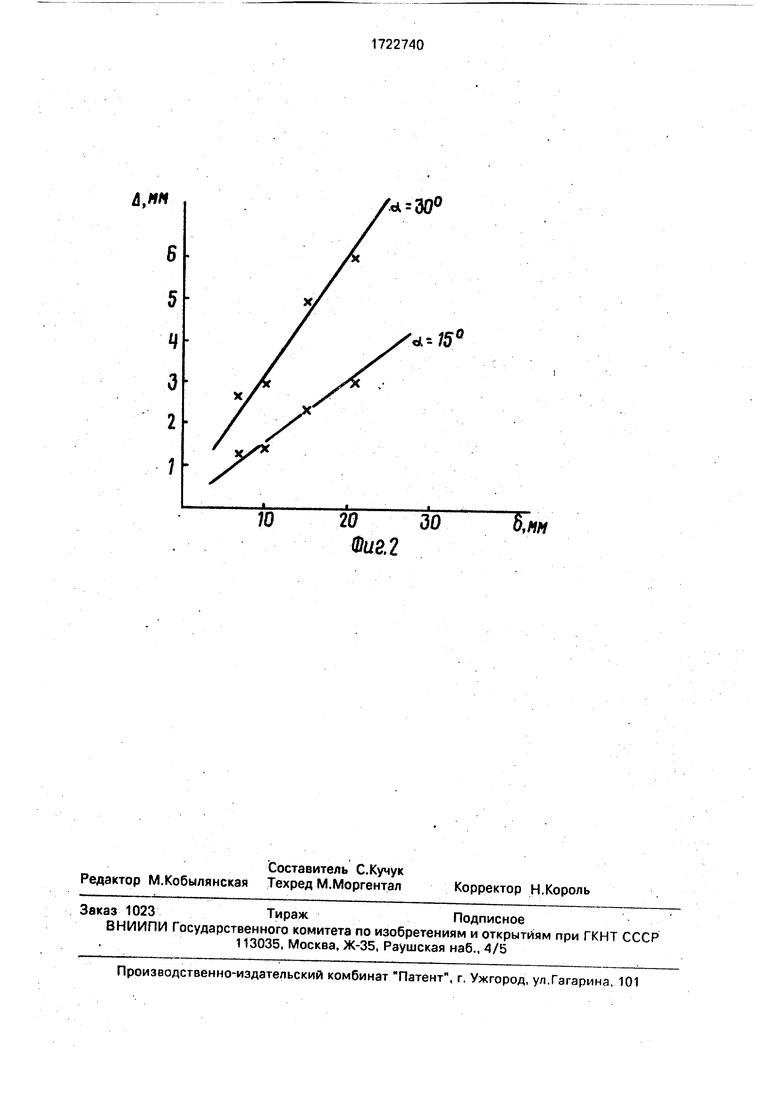
Для получения как минимум такого угла наклона толщину накладок следует устанав- ливать в пределах (0,15 - 0,30) д , В этой зависимости коэффициент 0,15 соответствует углу наклона шва 15°, а коэффициент 0,30 - углу 30°. Установка накладки толщиной меньше 0,15 приведет к тому, что угол наклона шва будет меньше 15°, следовательно, эффект повышения механических свойств проявляться практически не будет. Установка накладок толщиной больше 0,3 позволяет повысить угол наклона шва мак- симум до 35°, однако при этом характер оплавления на участке установки накладки изменяется настолько, что получить качественное соединение без корректировки режима по сравнению с традиционным не удается. Наиболее существенное повышение показателей механических свойств (ударной вязкости) наблюдается при углах наклона шва 30°. Однако требования к механическим свойствам ряда сварных изде- лий могут быть достигнуты и при угле наклона шва 15°.
Длину накладок следует устанавливать такой, чтобы накладки участвовали в оплавлении на всем протяжении этой стадии сва- рочного цикла, т.е. только в этом случае достигается, положительный эффект изобретения. Поэтому длину накладок н следует устанавливать больше половины припуска на оплавление
н 0,.
При уменьшении длины накладок по сравнению с указанной величиной, как по- казали эксперименты, наклон поверхности оплавления снижается. В результате после
осадки наблюдается соответственное уменьшение угла наклона линии соединения. Это приводит к тому, что эффективность предлагаемого технического решения проявляется в меньшей степени.
Увеличение длины накладок по технологическим соображениям (простота закрепления накладок на деталях и удаления их после сварки) не регламентируется, т.е. это не влияет на достижение положительного эффекта предлагаемого технического решения.
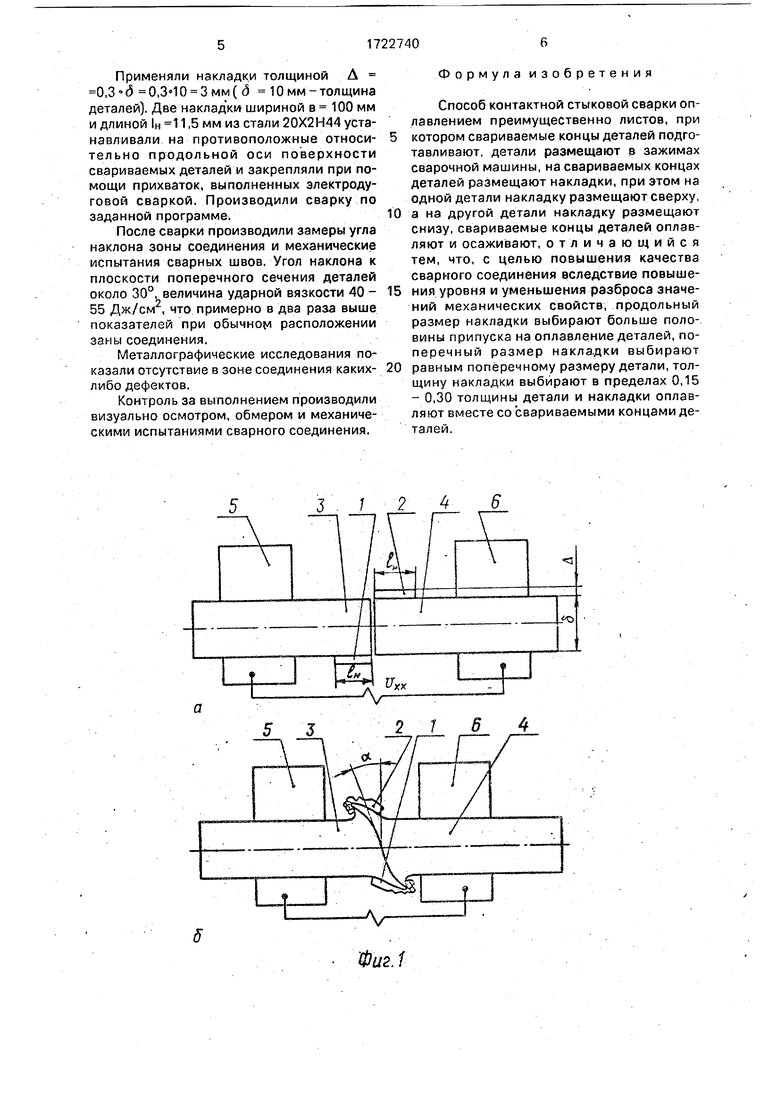
На фиг.1, а изображена схема описываемого способа, положение перед сваркой (1 и 2 - накладки, 3 и 4 - свариваемые детали, 5 и б - токоподводящие зажимы сварочной машины, д - толщина свариваемых деталей, А- толщина накладок, Гн - длина накладок); на фиг. 1,6 -тоже, положение после сварки (1 - 6 - то же, а- угол наклона зоны соединения); на фиг.2 - зависимость рекомендуемой толщины накладок от толщины свариваемых деталей для получения углов наклона зоны соединения сварного шва 15 и 30° (5, A via -тоже).
Изобретение реализуют следующим образом.
Зная толщину деталей, определяют толщину накладок (фиг.2), при которой угол наклона шва составит 30°, т.е. механические свойства соединений будут наиболее высокими. Две накладки 1 и 2 (фиг.1.а), ширина которых должна быть равной ширине свариваемых деталей 3 и 4, устанавливают и закрепляют на противоположных относительно продольной оси поверхностях деталей. Например, при сварке пластин одну накладку устанавливают снизу одной пластины, вторую - сверху другой. Кромки накладок должны быть совмещены со свариваемыми торцами. Длину накладок следует выбирать больше половины припуска на оплавление, чтобы накладки не оплавились полностью до конца цикла сварки, Детали зажимают в токоподводящих зажимах 5 и 6 сварочной машины и производят сварку по заданной программе.
Примером конкретного применения изобретения может служить контактная стыковая сварка оплавлением полосового проката из стали 20Х2Н4А, сечением 100 х 10 мм, являющихся материалом для кольцевых заготовок, на машине К-611.
Сварку производили на следующем, режиме: вторичное напряжение U2xx 6,8 В, начальная скорость оплавления Vo 0,25 мм/с, конечная скорость оплавления VK 1,5 мм/с, припуск на оплавление 10пл 22 мм, припуск на осадку loc 7 мм.
Применяли накладки толщиной А 0,3«д - 0, 3 мм ( д 10 мм - толщина деталей). Две накладки шириной в 100 мм и длиной н 11,5 мм из стали 20Х2Н44 устанавливали на противоположные относительно продольной оси поверхности свариваемых деталей и закрепляли при помощи прихваток, выполненных электродуговой сваркой. Производили сварку по заданной программе.
После сварки производили замеры угла наклона зоны соединения и механические испытания сварных швов. Угол наклона к плоскости поперечного сечения деталей около 30°, величина ударной вязкости 40 - 55 Дж/см , что примерно в два раза выше показателей при обычном расположении заны соединения.
Металлографические исследования показали отсутствие в зоне соединения каких- либо дефектов.
Контроль за выполнением производили визуально осмотром, обмером и механическими испытаниями сварного соединения.
Формула изобретения
Способ контактной стыковой сварки оплавлением преимущественно листов, при
котором свариваемые концы деталей подготавливают, детали размещают в зажимах сварочной машины, на свариваемых концах деталей размещают накладки, при этом на одной детали накладку размещают сверху,
0 а на другой детали накладку размещают снизу, свариваемые концы деталей оплавляют и осаживают, отличающийся тем, что, с целью повышения качества сварного соединения вследствие повыше5 ния уровня и уменьшения разброса значений механических свойств/продольный размер накладки выбирают больше половины припуска на оплавление деталей, поперечный размер накладки выбирают
0 равным поперечному размеру детали, толщину накладки выбирают в пределах 0,15 - 0,30 толщины детали и накладки оплавляют вместе со свариваемыми концами деталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной стыковой сварки оплавлением | 1989 |
|
SU1632694A1 |
| Способ контактной стыковой сварки оплавлением деталей различной толщины | 1981 |
|
SU990455A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2010 |
|
RU2453413C2 |
| Способ контактной стыковой сварки оплавлением разнотолщинных деталей | 1983 |
|
SU1094697A1 |
| Способ контактной стыковой сварки оплавлением | 1990 |
|
SU1801714A1 |
| Способ контактной стыковой сварки оплавлением деталей с развитым сечением | 1988 |
|
SU1611635A1 |
| Способ контактной стыковой сварки оплавлением с осадкой | 1989 |
|
SU1682081A1 |
| Способ контактной стыковой сварки оплавлением | 1988 |
|
SU1479234A1 |
| Способ контактной стыковой сварки оплавлением | 1986 |
|
SU1355394A1 |
| Способ сварки деталей из алюминиевого сплава | 2022 |
|
RU2784438C1 |
Изобретение относится к способу кон- тактной стыковой сварки оплавлением, преимущественно листов. Цель изобретения - повышение качества сварного соединения вследствие повышения уровня и уменьшения разброса значений механических свойств. Свариваемые концы деталей подготавливают. Детали размещают в зажимах сварочной машины. На свариваемых концах деталей размещают накладки. Размеры и порядок размещения накладок регламентируют. Накладки оплавляют вместе со свариваемыми концами деталей. Формируют сварочной шов с наклонной зоной соединения. При использовании изобретения повышается качество соединения. 2 ил.
Фш.1
Ю20дО
Фиг.2
о,мм
| Способ контактной стыковой сварки оплавлением деталей с развитым сечением | 1988 |
|
SU1611635A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
