1
(21)4624484/12 (22)26.12.88 (46)30.11.91. Бюл. №44
(71)Минское экспериментально-конструкторское технологическое бюро кожгаланте- рейной и фурнитурной промышленности
(72)Ю.Г.Толмач и А.И.Панасюк (53)655.1/3(088.8)
(56)Патент США М 4648779, кл. В 65 G 51/03, 1987.
(54) НАСТИЛОЧНО-РАСКРОЙНЫЙ СТОЛ НА ВОЗДУШНОЙ ПОДУШКЕ
(57)Изобретение относится к легкой промышленности и может быть использовано для образования и раскроя многослойного настила в кожгалантерейном, обувном, швейном и других производства. Целью изобретения является повышение экономичности и улучшение условий эксплуатации устройства. С этой целью в него введены по числу секций датчики наличия материала в секции, в цепь питания каждого управляющего реле включены параллельно соединенные замыкающий контакт соответствующей секции и замыкающий контакт предыдущей секции. Причем управляющий вход замыкающего контакта соответствующей секции соединен с выходом датчика наличия материала в соответствующей секции, а управляющий вход замыкающего контакта предыдущей секции соединен с выходом датчика наличия материала в предыдущей секции по ходу перемещения материала. Кроме того, каждая форсунка снабжена выходным штуцером, на боковой внутренней поверхности, которого вы- полнен многозаходный спиральный распылительный канал. 1 з.п., бил.
(/
с

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выкраивания прямоугольных деталей и устройство для его осуществления | 1987 |
|
SU1618370A1 |
| Линия для настилания и раскроя полотна | 1978 |
|
SU791579A1 |
| Устройство для поперечного складывания текстильного полотна на раскройном столе | 1985 |
|
SU1326525A1 |
| УПРАВЛЯЕМАЯ РАСКРОЙНАЯ СИСТЕМА И СПОСОБ УПРАВЛЕНИЯ РАСКРОЙНОЙ СИСТЕМОЙ | 1994 |
|
RU2081225C1 |
| Настилочно-раскройная машина | 1991 |
|
SU1802837A3 |
| Поточная линия для производства изделий верхнего трикотажа | 1978 |
|
SU958539A1 |
| Устройство для настилания и раскроя полотен ткани на закройном столе | 1980 |
|
SU880933A1 |
| Устройство для образования многослойного настила | 1984 |
|
SU1253922A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ НАСТИЛОВ ПОЛОТЕН ИЗ РУЛОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2433946C1 |
| УСТРОЙСТВО ДЛЯ РАСКРОЯ НАСТИЛОВ ПОЛОТЕН МАТЕРИАЛА | 2002 |
|
RU2235154C1 |

Изобретение относится к легкой промышленности и может быть использовано для образования и раскроя многослойного настила в кожгалантерейном, обувном, швейном и других производствах.
Целью изобретения является повышение экономичности и улучшение условий эксплуатации устройства.
На фиг.1 изображен настилочно-рас- кройный стол на воздушной подушке, вид сбоку; на фиг.2 - то же, вид сверху; на фиг.З - конструкция форсунки; на фиг.4 - механизм подачи воздуха в секцию; на фиг.5 - функциональная схема устройства.
Стол содержит каркас 1 с настилочным 2 и раскройным 3 столами, каретку 4, механизм 5 размотки рулонного материала, механизм 6 поперечной отрезки материала, механизм 7 раскроя материала, пневмоп- латформу 8, блок 9 пневмосистемы и блок 10 системы управления работой устройства.
Пневмоплатформа 8 объединяет настилочный 2 и раскройный 3 столы.
Верхняя часть пневмоплатформы 8 предназначена для расположения на ней настилаемого и раскрываемого материала и имеет размещенные с определенным шагом в шахматном порядке форсунки 11
а ю
I
о
Пневмоплатформа 8 разделена на отдельные секции 12с длиной, не превышающей минимально допустимую длину настила материала, т.е. пневмоплатформа может быть разделена на неограниченное число секций, в данном случае их имеется шесть, на настилочном столе и на раскройном столе.
Форсунка 11 состоит из корпуса 13, выходного вихревого штуцера 14, шайбы 15, входного нагнетательного штуцера 16, индивидуального трубопровода 17 и втулки 18.
Выходной вихревой штуцер 14 на боковой поверхности имеет многозаходный спиральный канал 19, создающий закручивающийся поток воздуха, который не воздействует на обслуживающий персонал и обеспечивает более эффективную плоскую пневмоподушку.
Шайба 15 имеет суживающееся сопло 20, обеспечивающее скорость подачи воздуха в форсунку, равную скорости звука, что гарантирует создание более стабильной и эффективной пневмоподушки.
Пневмосистема включает в себя по количеству секций механизмы 21 подачи сжатого воздуха, входы которых через общий кран 22 и трубопроводы 23,24 соединены с воздухонапорным устройством (не показано), а выходы через распределительные колодки 25, трубопроводы 26 и индивидуальные трубопроводы 17 соединены с нагнетательными штуцерами 16 форсунок 11 соответствующих секций 12 пневмоплат- формы 8.
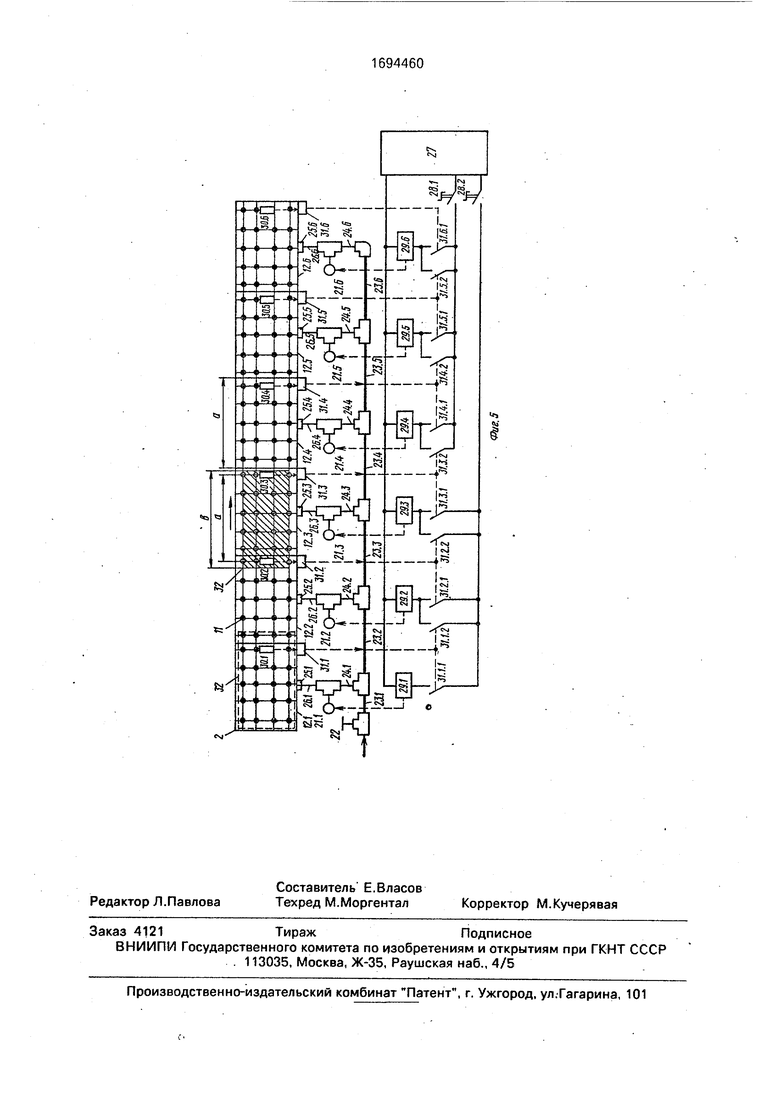
В качестве механизма подачи воздуха применен, например, стандартный воздухораспределитель с электромагнитным приводом открытия и пружинным приводом закрытия управляющего какала. Устройство включает коммутационный блок 27 настилочного и раскройного столов, переключатель 28 систем автоматического управления подачей воздуха, приводы 29 механизмов 21 подачи сжатого воздуха в отдельные секции пневмоплатформы, датчики 30 наличия материала в секции с соответствующими исполнительными элементами 31, расположенные на стыках секций.
Функциональная схема системы автоматического управления подачей воздуха в форсунки отдельных секций пневмоплатформы выполнена таким образом, что в цепь питания привода 29 механизма 21 подачи сжатого воздуха в форсунки 11 первой секции 12.1 пневмоплатформы 8 включен замыкающий контакт исполнительного элемента 31 датчика 30 этой же секции, в цепь
питания привода 29 механизма 21 второй секции 12.2 включены параллельно соединенные между собой замыкающий контакт исполнительного элемента 31 датчика 30
первой секции 12 и замыкающий контакт исполнительного элемента 31 датчика 30 второй секции 12, в цепь питания привода 29 механизма 21 третьей секции 12 включены параллельно соединенные между собой
0 замыкающий контакт исполнительного элемента 31 датчика 30 второй секции 12 и замыкающий контакт исполнительного элемента 31 датчика 30 третьей секции 12 и т.д., т.е. в цепь привода каждого механизма
5 подачи воздуха введены параллельно соединенные между собой замыкающий контакт исполнительного элемента датчика наличия настила на соответствующей секции и замыкающий контакт исполнительно0 го элемента датчика наличия настила на предыдущей секции по ходу перемещения материала в сторону раскройного стола. Стол работает следующим образом. Перед началом работы оператор про5 изводит загрузку механизма 5 размотки, а также производит Заправку кромки рулонного материала в зажимы каретки 4.
Убедившись в готовности устройства, оператор осуществляет запуск каретки 4,
0 которая начинает перемещение и автоматически выполняет настилание материала заданной длины на наружную поверхность пневмоплатформы 8, формируя многослойный настил 32, например, в пределах пер5 вой секции 12,1 стола 2 (фиг.5).
После завершения формирования многослойного настила 32 каретка 4 возвращается в исходное положение.
Затем оператор с помощью крана 22
0 включает пневмосистему, а переключателем 28 включает систему автоматического управления подачей воздуха в секции 12 настилочного стола, а рабочий раскройного стола с помощью переключателя 28 включа5 ет систему автоматического управления подачей воздуха в секции 12.
о
Так как сформированный настил 32 находится в пределах первой секции 12.1 (изо0 бражен штрихпунтирными линиями на фиг.5), то датчик 30 через замыкающие контакты соответствующего ему исполнительного элемента 31 дает команду на включение привода 29, в результате чего в
5 Механизмах 21 открываются управляющие каналы, через которые сжатый воздух по трубопроводам 26 распределительных колодок 25 и по индивидуальным трубопроводам 17 поступает во все форсунки 11 первой 12.1 и второй 12.2 секций пневмоплатформы 8
Так как в форсунках 11 шайба 15 имеет сужающееся сопло 20, а выходной вихревой штуцер 14 - многозаходный спиральный канал 19, то на их выходах образуется не воздействующая на обслуживающий персонал, усиленная закручивающаяся плоская воздушная подушка, которая в первой секции 12 осуществляет надежный подьем многослойного настила 32 относительно пнев- моплатформы 8 на необходимую высоту. достаточную для его облегченного перемещения. Одновременно создается аналогичная пневмоподушка во второй соседней секции 12.1 и заблаговременно обеспечиваются благоприятные условия при приеме многослойного настила 32.
Так как многослойный настил 32 находится на воздушной подушке (приподнят), то рабочий, не прикладывая больших усилий, перемещает его на раскройный стол 3.
По ходу перемещения многослойного настила 32 осуществляется заблаговременное создание пневмоподушки на последующих секциях и отключение подачи воздуха в предыдущие секции пневмоплатформы. в результате чего значительно сокращается расход воздуха.
Формула изобретения
б
V 8
/ о
форму, которая состоит из последовательно расположенных секций, каждая из которых содержит форсунки, соединенные пневматически с выходом механизма подачи сжатого воздуха, пневмовход которого соединен с источником подачи сжатого воздуха, а управляющий вход - с выходом управляющего реле, который включен в цепь питания от коммутационного блока, отличающийся тем, что, с целью повышения экономичности и улучшения условий эксплуатации, в него введены по числу секций датчики наличия материала в секции, в цепь питания каждого управляющего реле включены параллельно соединенные замыкающий контакт соответствующей секции и замыкающий контакт предыдущей секции, причем управляющий вход замыкающего контакта соответствующей секции соединен с выходом датчика наличия материала в соответствующей секции, а управляющий вход замыкающего контакта предыдущей секции соединен с выходом датчика наличия материала в предыдущей секции по ходу перемещения материала.
Фиг. 1 .
30
7 о
о о
(Риг. 2
81
8
09t7fr69t
