Изобретение относится к химико-термической обработке и может быть применено в качестве диффузионно-активного покрытия литейных форм, преимущественно песчано-глинистых, с целью получения износостойкой поверхности стальных отливок.
Цель изобретения - повышение термостойкости покрытия и улучшение его качества за счет снижения шероховатости поверхности и повышения однородности диффузионного слоя.
В состав, включающий карбид бора, фтористый натрий, наполнитель и связующее вещество, для получения термостойкого диффузионно-активного покрытия литейных форм и улучшения качества упрочненной поверхности отливок, в качестве наполнителя используют высокоогнеупорный материал - цирконовый концентрат, а в ка- честзе связующего - пульвербакелит при следующем соотношении компонентов, мас,%:
Карбид бора10-20
Фтористый натрий2-5
Цирконовый концентрат65-80
Пульвербакелит5-10
Функциональное назначение вводимых компонентов.
Ортосиликат циркония (ZrSi04) ком-- понент, входящий в состав покрытия в качестве наполнителя, является высокоогнеупорным (tnn 2430-2450°C) и инертным по отношению к металлам (в том числе к железу) и их окислам. В связи с тем, что цирконовый концентрат не участвует в ме- таллотермической реакции, объектом защиты является состав для борирования, а не для бороциркрнирования. Цирконовый концентрат введен в состав для повышения термостойкости диффузионно-активного покрытия.
Пульвербакелит - компонент, входящий в состав покрытия в качестве связующего, представляет собой порошок светло-желтого цвета, который состоит из фенолформальЁ
О Ч)
о
о
дегидной смолы (7,5-8,0%) и уротропина (остальное, до 100%).
Наличие фенолформальдегидной смолы обеспечивает при 200-220°С обволакивание зерен цирконового концентрата, карбида бора и фтористого натрия. Отверждение состава проходит при 350-420°С. За счет уротропина - катализатора отверждения - этот процесс ускоряется.
Химическая структурная формула фенолформальдегидной смолы ОН
СН2ОН
Химическая структурная формула уротропина (гексаметилентетрамина)
сн2
/СН2 СНЧ2
N
N
Указанные порошкообразные компоненты смешивают и засыпают в опоки на предварительно разогретые до 200-220°С металлические модели с последующим спеканием формы в печи при 410 ± 10°С.
При указанной температуре пульверба- келит обеспечивает связывание порошкообразных компонентов с образованием плотной литейной формы. Наличие в смеси циркового концентрата обеспечивает высокую термостойкость и прочность диффузионно-активного покрытия литейных форм.
При заливке жидкого металла (Т 1600°С) в песчано-глинистую форму предлагаемый состав диффузионно-активного покрытия не разрушается, обеспечивает получение качественного упрочненного слоя и качественной поверхности отливок.
Металлографическими исследованиями на микроскопе Неофот-2 и микротвердомере Дюримет выявлена структура упрочненного слоя, состоящая из боридной эвтектики с микротвердостью 724-882 HV. Твердость сердцевины (неупрочненного слоя) составляет 521-564 HV.
Оценка термостойкости покрытия.
Под термостойкостью понимают способность диффузионно-активного покрытия выдерживать воздействие высоких температур при заливке расплавленного металла. При этом покрытие не должно вступать во взаимодействие с расплавленным металлом и разрушаться. В случае взаимодействия диффузионно-активного покрытия с
расплавом происходит разрушение покрытия, попадание его компонентов в тело отливки, тем самым ухудшается качество поверхности-повышается шероховатость. В связи с изложенным термостойкость
диффузионно-активного покрытия известного и предлагаемого составов оценивают по шероховатости поверхности упрочненных отливок - лопаток дробеочистных агре- 0 гатов.
Шероховатость поверхности отливок излучают по средней (Ra) и максимальной (Rz) высоте неровностей. Базовая длина для оценки шероховатости поверхности состав- 5 ляет мм. Высоту неровностей поверхности определяют с помощью микроскопа ММР-2Р при увеличении 100х по специально приготовленному микрошлифу с точностью 50 мкм.
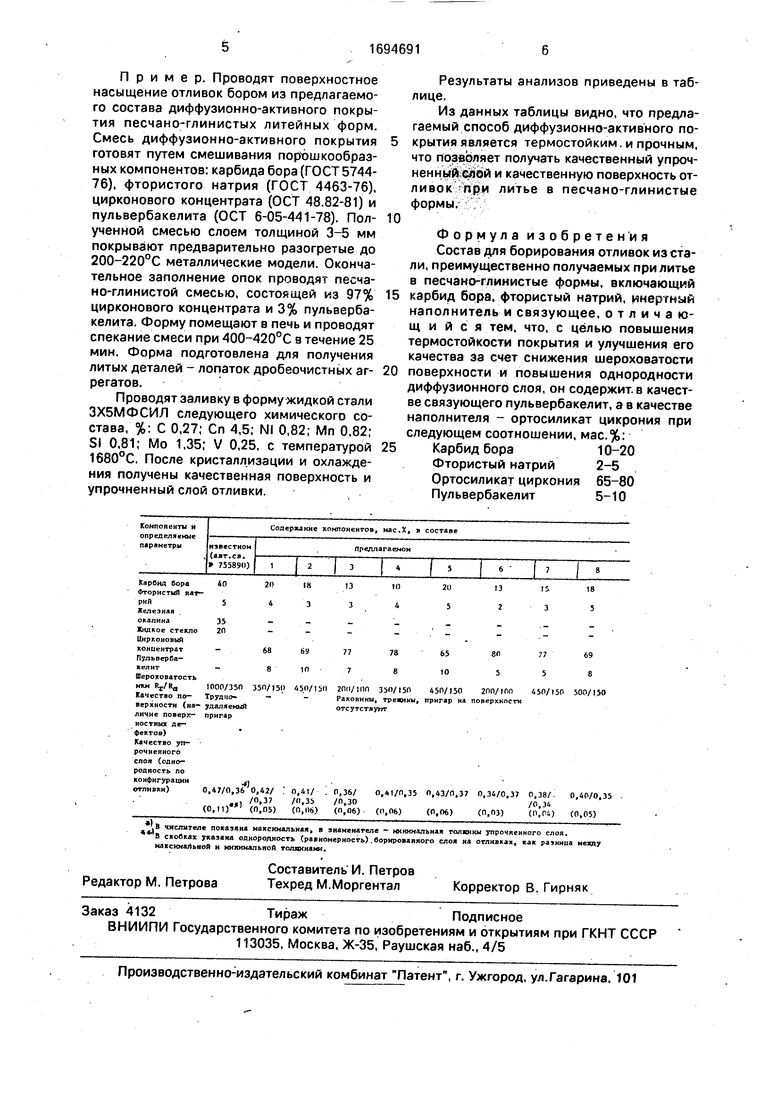
0 В таблице приведены результаты исследования шероховатости поверхности отливок, упрочненных в форме с различными . составами диффузионно-активного покрытия. Видно, что шероховатость поверхности 5 отливок, упрочненных в форме с использованием предлагаемого состава, составляет ,100-150 мкм (Ra) и 200-500 мм (Rz), в то время как при использовании известного состава шероховатость поверхности состав- 0 ляет соответственно 350 и 1000 мкм.
Из данных таблицы видно, что при упрочнении отливок с использованием извест- , ного состава толщина борированного слоя находится в пределах 0,36-0,47 мм, т.е. раз- 5 ница достигает 0,11 мм. При использовании предлагаемого состава для упрочнения разница между максимальной и минимальной толщинами упрочненного слоя не превышает 0,06 мм, что свидетельствует о получении 0 более равномерного (однородного) борированного слоя по конфигурации отливки.
Увеличение содержания цирконового концентрата до 90% снижает глубину упрочненного слоя, а уменьшение его до 50-60% 5 снижает термостойкость и прочность диффузионно-активного покрытия, что приводит к образованию раковин на поверхности отливок.
Оптимальное содержание связующего 0 компонента в смеси 5-10%. Снижение содержания пульвербакелита до 3% не обеспечивает качественной связки смеси, что резко снижает прочность формы и приводит к попадению цирконового концентрата в те- 5 ло отливки. Увеличение до 12-13% пульвербакелита в составе смеси приводит к ухудшению качества поверхности (наличие мелких раковин) упрочненного слоя отливки.
Пример. Проводят поверхностное насыщение отливок бором из предлагаемого состава диффузионно-активного покрытия песчано-глинистых литейных форм. Смесь диффузионно-активного покрытия готовят путем смешивания порошкообразных компонентов: карбида бора (ГОСТ 5744- 76), фтористого натрия (ГОСТ 4463-76), цирконового концентрата (ОСТ 48.82-81) и пульвербакелита (ОСТ 6-05-441-78). Полученной смесью слоем толщиной 3-5 мм покрывают предварительно разогретые до 200-220°С металлические модели. Окончательное заполнение опок проводят песча- но-глинистой смесью, состоящей из 97% цирконового концентрата и 3% пульвербакелита. Форму помещают в печь и проводят спекание смеси при 400-420°С в течение 25 мин. Форма подготовлена для получения литых деталей - лопаток дробеочистных агрегатов.
Проводят заливку в форму жидкой стали ЗХ5МФСИЛ следующего химического состава, %: С 0,27; Сп 4,5; Ni 0,82; Мп 0,82; SI 0,81; Мо 1,35; V 0,25, с температурой 1680°С. После кристаллизации и охлаждения получены качественная поверхность и упрочненный слой отливки.
0
Результаты анализов приведены в таблице.
Из данных таблицы видно, что предлагаемый способ диффузионно-активного покрытия является термостойким, и прочным, что позволяет получать качественный упрочненный слой и качественную поверхность отливок при литье в песчано-глинистые формы.
Формула изобретения Состав для борирования отливок из стали, преимущественно получаемых при литье в песчано-глинистые формы, включающий карбид бора, фтористый натрий, инертный наполнитель и связующее, отличающийся тем. что, с целью повышения термостойкости покрытия и улучшения его качества за счет снижения шероховатости поверхности и повышения однородности диффузионного слоя, он содержит, в качестве связующего пульвербакелит, а в качестве наполнителя - ортосиликат цикрония при следующем соотношении, мас.%: Карбид бора10-20
Фтористый натрий2-5
Ортосиликат циркония 65-80 Пульвербакелит5-10
| название | год | авторы | номер документа |
|---|---|---|---|
| Порошкообразный состав для борирования стальных изделий | 1990 |
|
SU1712462A1 |
| Состав для борирования стальных изделий | 1988 |
|
SU1627587A1 |
| Противопригарное покрытие для литейных форм | 1981 |
|
SU1016038A1 |
| Противопригарное покрытие для литейных форм и стержней | 1982 |
|
SU1101315A1 |
| Состав для легирования поверхности отливок в литейной форме | 1985 |
|
SU1320002A1 |
| Способ изготовления литой стальной детали | 2015 |
|
RU2622503C2 |
| Способ изготовления отливок в литейных формах по постоянным моделям | 1982 |
|
SU1066723A1 |
| Противопригарная краска для литейных форм и стержней | 2017 |
|
RU2671520C1 |
| Состав для получения боридных покрытий на стальных изделиях | 1982 |
|
SU1019015A1 |
| Смесь для изготовления литейных керамических форм и стержней | 1984 |
|
SU1163959A1 |
Изобретение относится к составу для борирования стальных отливок. Цель изобретения - повышение термостойкости покрытия и улучшение его качества за счет снижения шероховатости поверхности и повышения однородности диффузионного слоя. Состав содержит следующие компоненты, мас.%: карбид бора 10-20; фтористый натрий/ 2-5; ортосиликат циркония 65-80; пульвербакелит 5-10. Это позволяет в несколько раз повысить качество покрытия. 1 табл.
Карбид Вора 40 Фтористый натрия5Железная
окалина 35 Жидкое стекло 20 Цнрконовыя концентрат - Пульвербакелит-Шероховатость нкк Rg/Ra
Качество по- Трудно верхкостн (на- удаляемый личие поверх- пригар ностньсх дефектов) Качество упрочненногослоя (однородность по
конфигурации л отливки)
20
68
13
1П
8
2U
65
10
80
77
18
69
1000/35П 35П/150 450/1MI 2ПП/1ПП 3MVI50 450/150 200/10П «50/150 500/150 - Раковины, трецикы, пригар на поверхьости отсутствует
0,47/0,36 0,42/ 0,41/ „, /0,37 /0.3S (0,11)(0,05) (0,ОЬ)
0,36/ 0,41/0.35 0,43/0,37 0,34/0,37 0,38/ 0,40/0,35
/0,30/0,34
(0,06) (П,06)(0,06)(0,03)(0,04) (0,05)
13
2U
18
65
80
77
69
8
10
| Авторское свидетельство СССР № 755890, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
