Изобретение относится к чулочно-носочному производству, а именно к машинам для формирования и отделки чулочно-носочных изделий.
Целью изобретения является повышение производительности и качества формирования изделий.
На фиг.1 изображена машина для формирования и отделки, вид спереди; на фиг.2 изображена машина, вид сверху; на фиг.З - вид А на фиг.1; на фиг.4 - место I на фиг.1; на фиг.5 - вид Б на фиг. 4; на фиг.6 - место II на фиг.4. f
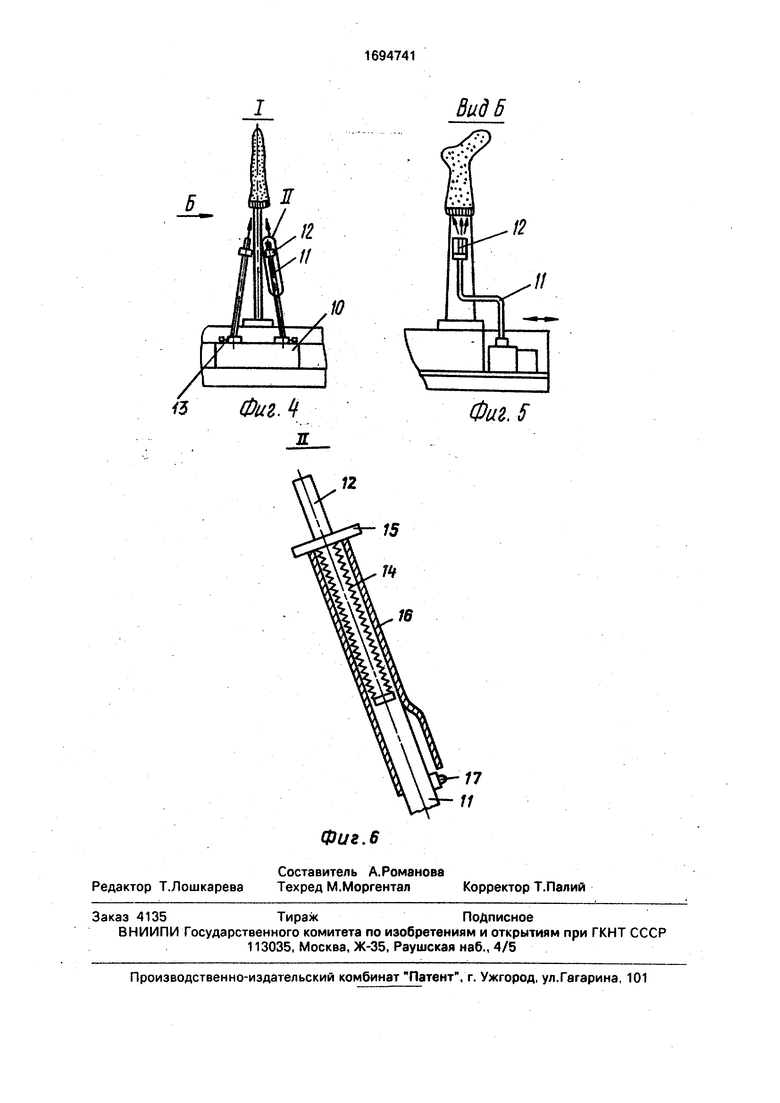
Машина содержит узел 1 надевания изделий на формы 2, камеру 3 обработки, узел 4 съема и узел 5 штабелирования изделий. Узлы 1, 3, 4, 5 объединены рамой 6, в которой размещен бесконечный горизонтальный конвейер 7 с установленными на нем через заданные интервалы держателями 8 форм 2. На раме 6 в зоне узла надевания изделий закреплены направляющие 9, расположенные горизонтально и перпендикулярно конвейеру. На направляющих установлена каретка 10, несущая вертикальные трубки 11 с плоскими соплами 12 в верхней части (фиг.З - 5). Каждая пара сопл 12 в рабочем положении охватывает соответствующую форму для изделий, при этом сопла расположены под острым углом друг к другу и с возможностью перемещения вдоль формы.
Каретка 10 установлена на раме 6 с возможностью возвратно-поступательного перемещения относительно форм 2 Трубки соединены (фиг.4) с источником 13 сжатого
О
ю
Јь
XI
4
воздуха через устройство автоматической подачи сжатого воздуха. Сопла 12 (фиг.6) соединены с трубками 11 при помощи пружинного элемента, например сильфона 14, позволяющего соплу перемещаться вдоль оси. На сопле закреплена упорная площадка 15, к которой прикреплена трубка 16, защищающая резиновый сильфон 14 от повреждений и при своем перемещении вдоль оси взаимодействующая сдатчиком 17, который дает команду на срабатывание устройства, отвечающего за подачу сжатого воздуха от источника 13 к соплам 12. Устройство, отвечающее за подачу сжатого воздуха к соплам 12, на чертеже не показано. Это может быть любой регулятор, установленный влюбом месте между источником 13 сжатого воздуха и соплом 12, отрабатывающий сигнал датчика 17.
Сопла установлены с возможностью регулирования угла наклона и их положения по высоте.
Машина работает следующим образом.
После перемещения форм 2 в зону узла 1 надевания на формы и их разрежения оператор вручную перемещает по направляющим 9 каретку 10 с трубками 11 и соплами 12. При этом сопла 12 располагаются попарно у каждой из форм 2. При поочередном надевании вручную изделий на форму оператор надавливает на упорные площадки 15 и перемещает сопла 12 вниз. При этом происходит перемещение трубок 16 вниз и их взаимодействие с датчиком 17 (в качестве датчика 17 может быть использован датчик перемещений любого типа: электрический, оптический, индукционный и пр.). Срабатывание датчика 17 обеспечивает автоматическое включение устройства, обеспечивающего подачу сжатого воздуха от источника 13 ксоплам 12. Это устройство может быть выполнено в виде любого регулятора подачи сжатого воздуха, например в виде заслонки, электрически связанной с датчиком 17.
Ввиду того, что сопла 12 выполнены плоскими и охватывают форму с обеих сторон, сжатый воздух по форме как по направ- ляющей поступает вверх, в изделие, изнутри. Воздух распрямляет изделие, облегчая процесс надевания его на форму за счет снижения усилия по натягиванию изделия на форму. При этом сжимаются нагрузки не только на верхнюю часть формы, а и нагрузки по всей ее длине и на само изделие а целом. Это позволяет исключить перетяжки петельной структуры материала изделия, неизбежные при натягивании изделия на обычную форму.
Использование сжатого воздуха, подаваемого на форму, обеспечивает возможность натягивания на нее изделия как в сухом, так и в мокром состоянии.
Возможность регулирования положения сопл по высоте, регулирования угла1 их наклона, а также регулирования давления сжатого воздуха обеспечивает возможность эффективной работы оператора при различ0 ных типоразмерах изделий.
После натягивания изделия на форму 2 оператор освобождает упорные площадки от нажима. Сопло 12 автоматически возвращается в исходное верхнее положение (за
5 счет упругой силы сильфона 14). При этом срабатывает датчик 17, выключая устройство подачи сжатого воздуха к соплу 12. Оператор переходит к следующей форме 2. Операция натягивания изделия на форму
0 повторяется. По окончании цикла надевания изделий на формы оператор вручную перемещает каретку 10 по направляющим 9, отводя сопла 12 из зоны надевания. Затем включается конвейер 7 и формы с изделия5 ми поступают в камеру обработки.
После обработки формы с изделиями поступают в узел 4 съема и далее в узел 5 штабелирования. Цикл считается законченным.
0 Операция перемещения каретки 10 по направляющем 9 может быть легко автоматизирована за счет снабжения каретки приводом и простой системой управления. Технико-экономический эффект от ис5 пользования изобретения заключается в повышении производительности и качества формирования и отделки за счет облегчения операции надевания изделий на форму и исключения перетяжки петельной структу0 ры материала изделия при натягивании изделия на форму.
Формула изобретения 1. Машина для формирования и отделки чулочно-носочных изделий, содержащая за5 крепленные на раме узлы надевания, обработки и съема изделий, объединенные бесконечным горизонтальным конвейером с установленными на нем через заданные интервалы держателями форм для изделий
0 и пневмосистему, соединенную с регулируемым источником подачи сжатого воздуха, отличающаяся тем, что, с целью повышения производительности и качества формирования изделий, она имеет закреп5 ленные на раме в зоне надевания изделий горизонтальные направляющие, расположенные горизонтально и перпендикулярно конвейеру, и установленную на направляющих с возможностью возвратно-поступательного перемещения относительно форм
для изделий каретку, закрепленные на ней вертикальные трубки, каждая из которых в верхней части имеет плоское сопло, а нижним концом соединена с пневмосистемой, при этом каждая пара сопл в рабочем положении охватывает соответствующую форму для изделий и сопла расположены под острым углом друг к другу с возможностью перемещения вдоль формы
2. Машина по п.1,отличающаяся тем, что сопла установлены с возможностью регулирования угла наклона и их положения по высоте относительно формы.
3
4
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ ФОРМИРОВАНИЯ И ОТДЕЛКИ ЧУЛОЧНО-НОСОЧНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2182940C1 |
| Устройство для надевания и съема чулочно-носочных изделий | 1990 |
|
SU1721141A1 |
| Устройство для подачи форм в зоне надевания чулочно-носочных изделий | 1990 |
|
SU1786209A1 |
| МАШИНА И СПОСОБ ТЕРМООТДЕЛКИ ТРУБЧАТЫХ ТРИКОТАЖНЫХ ИЗДЕЛИЙ | 2016 |
|
RU2709427C1 |
| Устройство для съема изделий с форм в машинах для отделки чулочно-носочных изделий | 1990 |
|
SU1763539A1 |
| Устройство для выравнивания длины чулочно-носочных изделий на формах в отделочных машинах | 1991 |
|
SU1802013A1 |
| Способ обработки чулочно-носочных изделий | 1989 |
|
SU1664925A1 |
| Устройство для перемещения форм с чулочно-носочными изделиями в машинах для их отделки | 1989 |
|
SU1668508A1 |
| Приспособление для отделки чулочно-носочных изделий | 1988 |
|
SU1553594A1 |
| Устройство для укладки чулочно-носочных изделий в стопку | 1989 |
|
SU1710616A1 |

Изобретение относится к чулочно-носочному производству, а именно к машинам для формирования и отделки чулочно-носочных изделий, и позволяет повысить производительность и качество формирования изделий. Машина содержит объединенные бесконечным конвейером узел надевания изделий на формы, камеру обработки и узел съема изделий. На раме в зоне узла надевания изделий закреплены направляющие для каретки, установленной с возможностью возвратно-поступательного перемещения относительно форм для изделий, закреплен- ных на конвейре, На каретке закреплены сопла для подачи воздуха. Каждая пара сопл в рабочем положении охватывает с боковых сторон форму. При надевании изделий на формы сжатый воздух, выходящий из сопл, подается между формой и изделием, что облегчает процесс надевания изделия на форму. 1 з.п. ф-лы, 6 ил. СО с
t
Фиг. 2
Фиг.
Вид А
Фиг.Ъ
Фиг Л
12
Вид 6
Фиг. 5
| Установка для определения срока схватывания самотвердеющей связующей композиции | 1986 |
|
SU1357792A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
