Изобретение относится к отделке чулочно-носочных изделий, а именно к устройствам для перемещения форм с надетыми на них чулочно-носочными изделиями в машинах для влажно-тепловой обработки.
Цель изобретения - расширение технологических возможностей, упрощение конструкции устройства и повышение надежности его в работе.
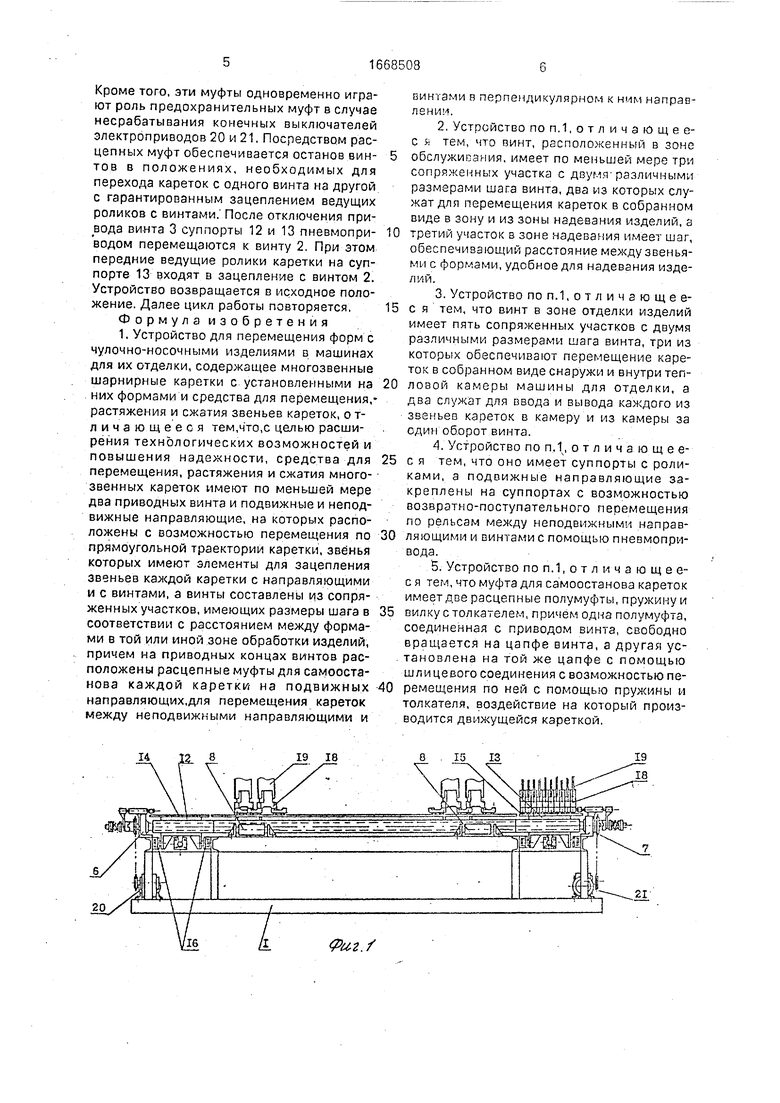
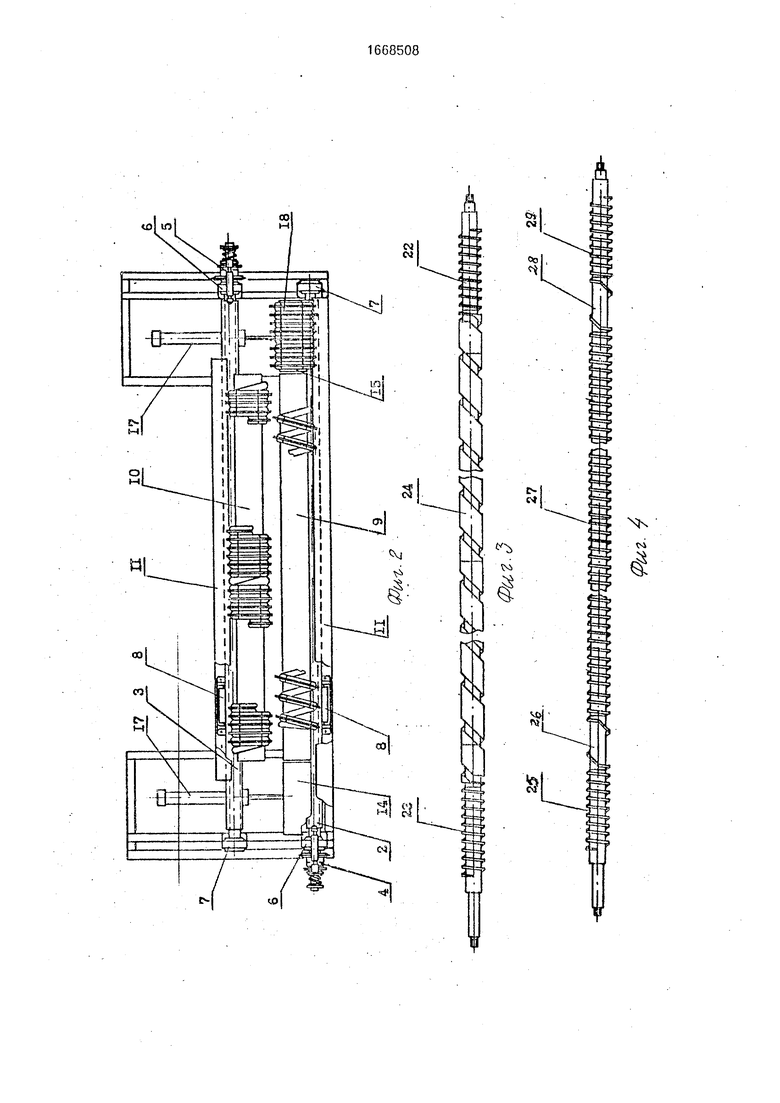
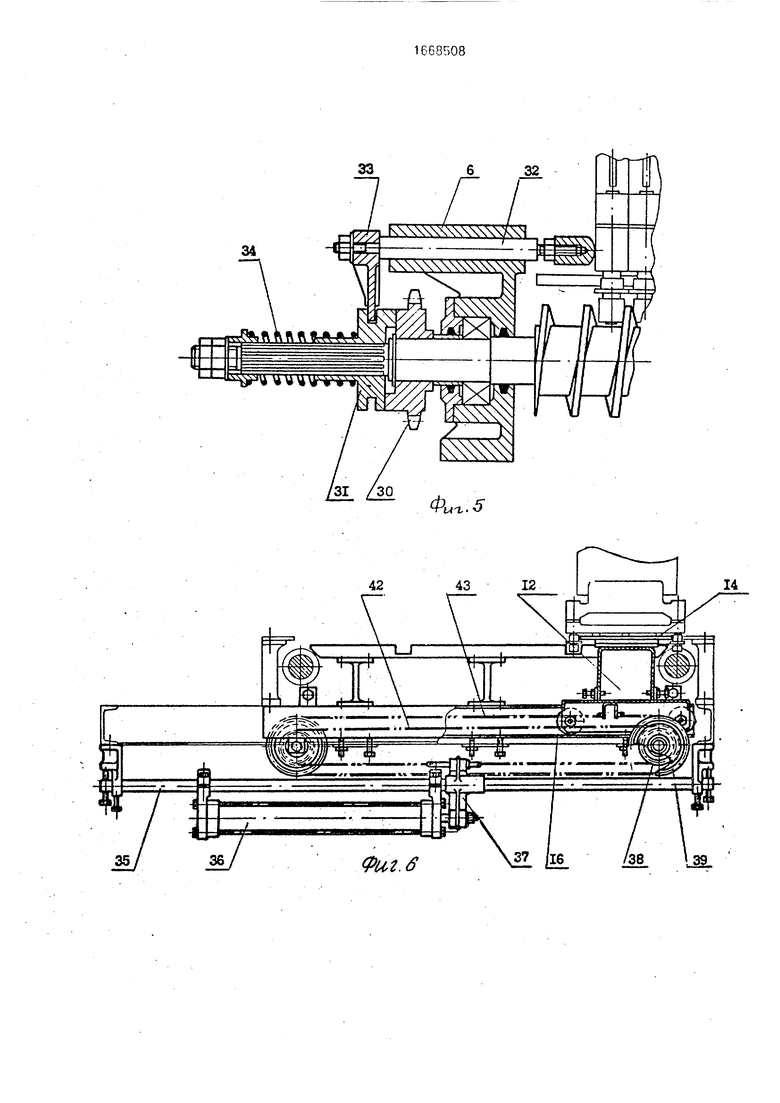
На фиг. 1 и 2 изображено устройство для перемещения форм с изделиями, общий вид; на фиг.З - винт для растягивания и перемещения кареток в зоне обслуживания.; на фиг.4 - винт для перемещения кареток в камере обработки; на фиг.5 - муфты, установленные на концах винтов; на фиг.6 и 7 - пневмопривод суппортов; на фиг.8 - каретка; на фиг.9 - крепление форм на каретке; на фиг. 10 - каретка в растянутом положении; на фиг. 11 схемы, иллюстрирующие принцип работы устройства.
Устройство (фиг.1 и 2) содержит основание 1, винты 2 и 3 С муфтами 4 и 5, установленные иа основании с помощью подшипников 6 и 7 и вращающихся опорных роликов 8, неподвижные направляющие 911в виде пластин, установленных на основании с помощью кронштейнов, суппорты
12и 13 с закрепленными на них направляющими 14 и 15, оснащенные роликами 16 и установленные на рельсах, прикрепленных к основанию, пневмоприводы 17 для возвратно-поступательного перемещения суппортов между неподвижными направляющими и винтами, каретки 18с закрепленными на них формами 19, установленные на направляющих 9,10, 14 и 15, пневмоприводы 20 и 21, предназначенные для вращения винтов 2 и 3.
О
00
сл о
00
Винт 2 (фиг.З) состоит по меньшей мере из трех сопряженных частей 22-24. Части 22 и 23 имеют шаг, при котром звенья каретки находятся в сдвинутом положении, например 30 мм. На участке 24 шаг винта обеспечивает растяжение всех звеньев каретки на расстояние, удобное для надевания изделий на формы, например 152 мм.
Винт 3 (фиг.4) состоит по меньшей мере из пяти сопряженных участков 25-29. Участки 25, 27 и 29 имеют шаг, например, 30 мм (звенья кареток на этих участках сдвинуты). Участки 26 и 28 имеют шаг, обеспечивающий ввод и вывод каждого звена каретки в камеру .тепловой обработки за один оборот винта 3.
Муфта 4 (5) (фиг.5) имеет свободно в с. - щающуюся на шейке винтов звездочку полумуфту 30, подвижную полумуфту 31, установленную на шейке винта с помощью шлицевого соединения, толкатель 32, установленный в корпусе подшипника 6, вилку 33, закрепленную на толкателе и сочлененную с полумуфтой 31, и прижимную пружину 34.
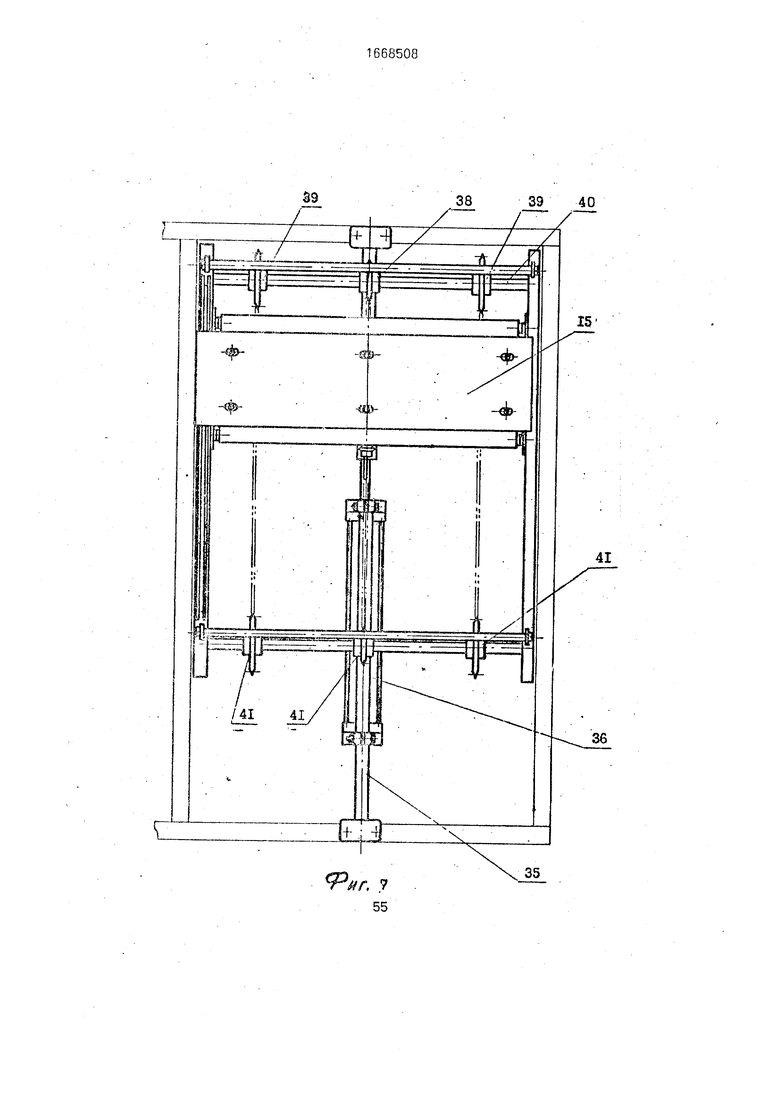
Пневмопривод 17 (фиг.6 и 7) состоит из несущего вала 35, пневмоцилиндра 36, подвижной полумуфты 37, приводных звездо- чзк38и39, закрепленных на общем валу 40, свободно вращающихся звездочек 41, цепи 42, соединяющей шток пневмоцилиндра со звездочкой 38, и цепей 43, соединяющих приводные звездочки 39 с суппортами 12 и, 13.
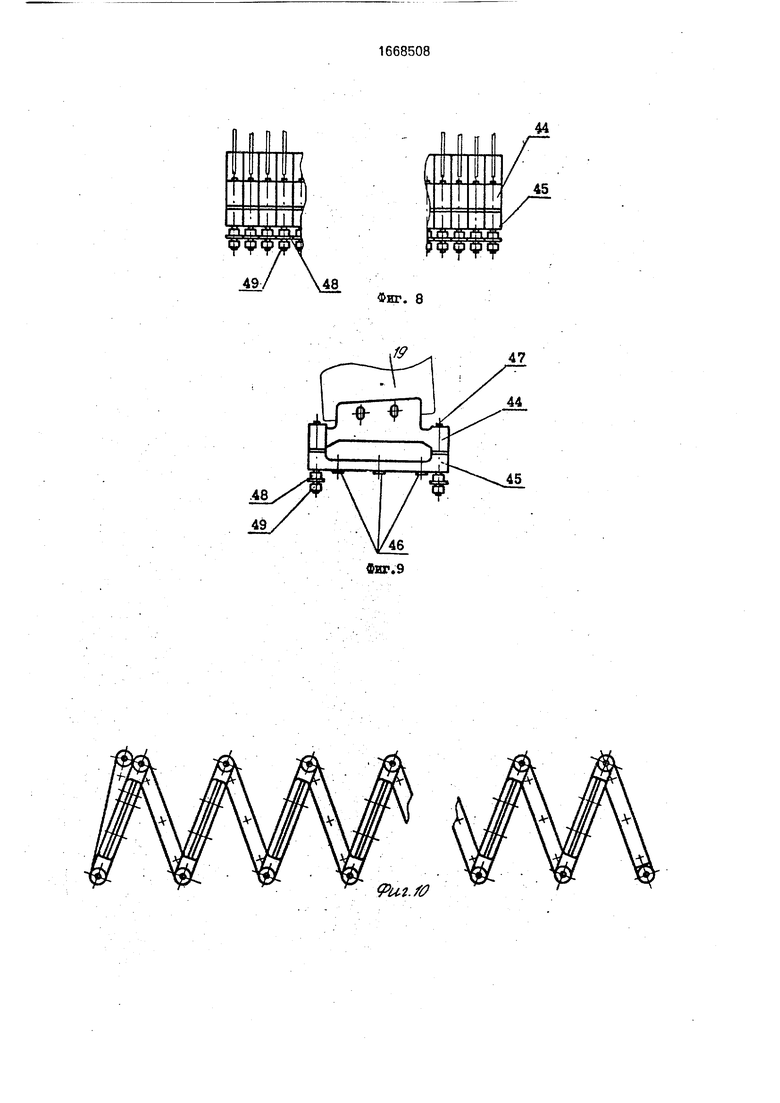
Каретка 18 (фиг.8) состоит из шарнир ю соединенных между собой звеньев 44 и 45. На звеньях 44 закрепляются формы 19 для чулочно-носочных изделий (фиг.9). Звенья 44 имеют опоры 46, которыми каретка опирается на направляющие 9 и 10. Звенья соединены между соой осями 47 с установочными 48 и ведущими 49 роликами. Установочные ролики имеют бортики для сочленения каретки с направляющими 9,10, 11, 14 и 15. Ведущие ролики обеспечивают зацепление звеньев каретки с винтами 2 и 3 и преобразование вращательного движения винтов в поступательное движение кареток.
Устройство работает следующим образом.
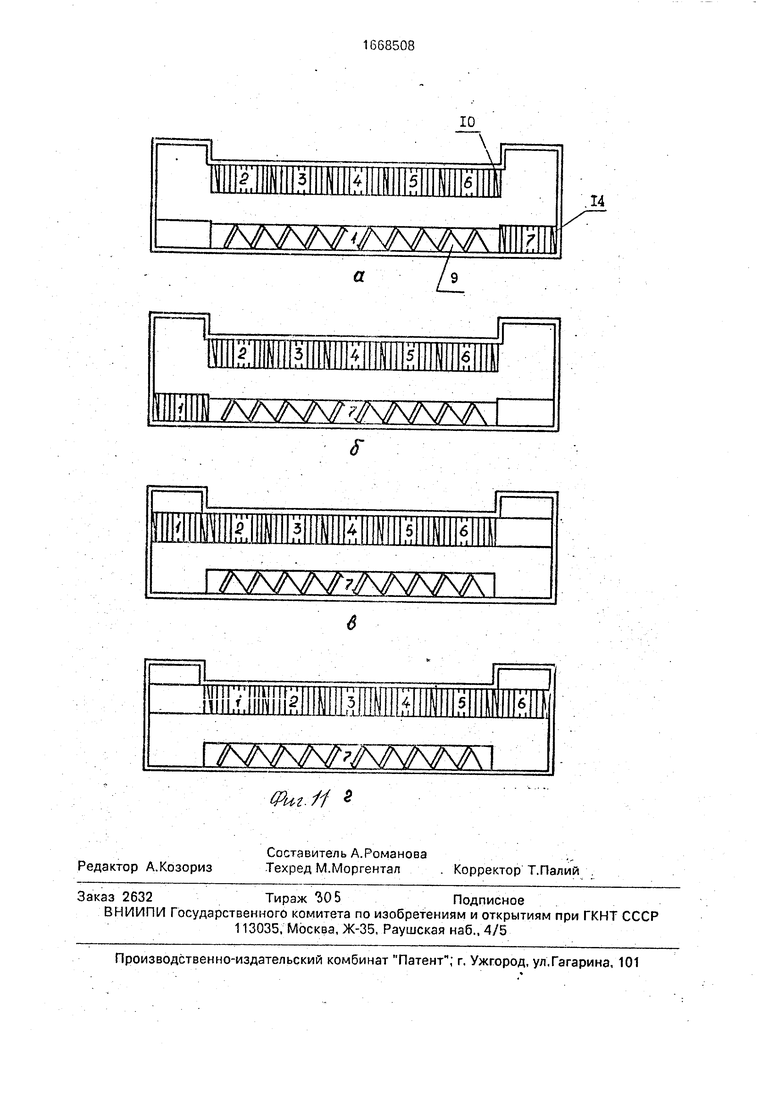
В исходном положении (фиг.Эа) одна каретка находится на направляющей 9, одна на направляющей 14, закрепленной на суппорте 12, остальные каретки расположены на направляющей 10 на участке 27 винта 3. Эта направляющая находится в зоне тепловой обработки изделий. Установочные ролики 48 кареток и направляющие 9-11 ограничивают смещение кареток в вертикальной и горизонтальной плоскостях, а передние ведущие ролики находятся во впадинах винтов 2 и 3. В соответствии с описанной конструкцией винтов каретка на
направляющей 9 находится в раздвинутом положении с расстояниями между формами, например, 152 мм. Этот участок устройства является зоной для сьема и надевания изделий на формы. Остальные каретки нахо0 дятся в собранном положении. В исходном положении суппорты 12 и 13 с направляющими 14 и 15 находятся у винта 2. При этом муфта 4 с помощью пружины 34 находится в зацепленном состоянии, обеспечивая пе5 редачу движения к винту 2 от электропривода 20. В аналогичном положении находится и привод винта 3. После окончания надевания изделий ча формы включается электропривод 20 винта 2. При этом каретка с
0 надетыми изделиями за счет вращения винта передвигается с направляющей 9 на направляющую 14 суппорта 12, Затем она переходит на участок 22 винта и собирается. Одновременно каретка, расположенная на
5 направляющей суппорта 13 и находящаяся в зацеплении с участком 23 винта, перемещается на направляющую 9 и участок 24 винта и при этом раздвигается. В конце перемещения каретка на суппорте 12 своим
0 передним звеном нажимает на толкатель 32 муфты 4 и посредством вилки 33 сдвигает полумуфту 31, выводя ее из зацепления с ведущей полумуфтой 30. Передача вращения к винту от электропривода при этом
5 прекращается, а сам электропривод с помощью конечною выключателя (не показан) отключается. Положение кареток после останова винта 2 показано на фигю.96.
После останова винта 2 включается
0 пневмопривод 17 и суппорты от винта 2 перемеа аются к винту 3. При этом передние ведущие ролики каретки выходят из зацепления с винтом 2, а задние ведущие ролики с крайнем положении суппорта вхо5 дят в зацепление с винтом 3 на участке 25. Новое положение кареток и суппортов показано на фиг.9в. После этого включается электропривод винта 3 и происходит перемещение кареюк в зоне технологической
0 обработки по направляющим 14, 10 и 15. При этом каретка с суппорта 12 переходит в зону обработки, а одна каретка из зоны обработки переходит на направляющую 15 суппорта 13 и, дойдя до толкателя муфты 5,
5 разрывает передачу к винту от электропривода 21, одновременно отключая его с помощью конечного выключателя. Муфты 4 и 5 обеспечивают останов кареток в необходимом положении, исключая влияние инерции электропривода после его отключения.
Кроме того, эти муфты одновременно играют роль предохранительных муфт в случае несрабатывания конечных выключателей электроприводов 20 и 21. Посредством рас- цепных муфт обеспечивается останов вин- тов в положениях, необходимых для перехода кареток с одного винта на другой с гарантированным зацеплением ведущих роликов с винтами. После отключения природа винта 3 суппорты 12 и 13 пневмопри- водом перемещаются к винту 2. При этом передние ведущие ролики каретки на суппорте 13 входят в зацепление с винтом 2. Устройство возвращается в исходное положение. Далее цикл работы повторяется, Формула изобретения 1. Устройство для перемещения форм с чулочно-носочными изделиями в машинах для их отделки, содержащее многозвенные шарнирные каретки с установленными на них формами и средства для перемещения, растяжения и сжатия звеньев кареток, отличающееся тем,что,с целью расширения технологических возможностей и повышения надежности, средства для перемещения, растяжения и сжатия многозвенных кареток имеют по меньшей мере два приводных винта и подвижные и неподвижные направляющие, на которых расположены с возможностью перемещения по прямоугольной траектории каретки, звенья которых имеют элементы для зацепления звеньев каждой каретки с направляющими и с винтами, а винты составлены из сопряженных участков, имеющих размеры шага в соответствии с расстоянием между формами в той или иной зоне обработки изделий, причем на приводных концах винтов расположены расцепные муфты для самоостанова каждой каретки на подвижных направляющих,для перемещения кареток между неподвижными направляющими и
винтами в перпендикулярном к ним направлении.
2.Устройство поп.1,отличающее- с h тем, что винт, расположенный в зоне обслуживания, имеет по меньшей мере три сопряженных участка с двумя различными размерами шага винта, два из которых служат для перемещения кареток в собранном виде в зону и из зоны надевания изделий, а третий участок в зоне надевания имеет шаг, обеспечивающий расстояние между звеньями с формами, удобное для надевания изделий.
3.Устройство по п.1, о т л и ч а ю щ е е- с я тем, что винт в зоне отделки изделий имеет пять сопряженных участков с двумя различными размерами шага винта, три из которых обеспечивают перемещение кареток в собранном виде снаружи и внутри тепловой камеры машины для отделки, а два служат для ввода и вывода каждого из звеньев каоеток в камеру и из камеры за един оборот винта.
4.Устройство по п., отличающее- с я тем, что оно имеет суппорты с роликами, а подвижные направляющие закреплены на суппортах с возможностью возвратно-поступательного перемещения по рельсам между неподвижными направляющими и винтами с помощью пневмопривода.
5.Устройство по п. 1, о т л и ч а ю щ е е- с я тем, что муфта для самоостанова кареток имеет две расцепные полумуфты, пружину и вилку с толкателем, причем одна полумуфта, соединенная с приводом винта, свободно вращается на цапфе винта, а другая установлена на той же цапфе с помощью шлицевого соединения с возможностью перемещения по ней с помощью пружины и толкателя, воздействие на который производится движущейся кареткой.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство подачи форм в зоне надевания чулочно-носочных изделий сушильно-формировочной машины | 1990 |
|
SU1726606A1 |
| Устройство для подачи форм в зоне надевания чулочно-носочных изделий | 1990 |
|
SU1786209A1 |
| МАШИНА ДЛЯ ФОРМИРОВАНИЯ И ОТДЕЛКИ ЧУЛОЧНО-НОСОЧНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2182940C1 |
| ТГХКНЧЕСКАЯ БИБЛИОТЕКА | 1969 |
|
SU247448A1 |
| Машина для формирования и отделки чулочно-носочных изделий | 1989 |
|
SU1694741A1 |
| Устройство для шаговой подачи полосового и ленточного материала в зону обработки | 1991 |
|
SU1784375A1 |
| Машина для набивки чулочно-носочных изделий сетчатыми шаблонами | 1959 |
|
SU125794A1 |
| Аппарат для отделки чулочно-носочных изделий из синтетических и других волокон | 1960 |
|
SU135867A1 |
| Автомат для сборки изделий типа цепного транспортера | 1973 |
|
SU518316A1 |
| Полуавтоматическая линия для сборки обуви | 1975 |
|
SU526347A1 |
Изобретение относится к отделке чулочно-носочных изделий, а именно к устройствам для перемещения форм с надетыми на них чулочно-носочными изделиями в машинах для влажно-тепловой обработки, и позволяет упростить конструкцию механизма перемещения, расширить технологические возможности. Устройство содержит многозвенные шарнирные каретки с установленными на них формами для изделий и средства для перемещения, растяжения и сжатия звеньев кареток. Последние имеют приводные винты и подвижные и неподвижные направляющие для размещения на них кареток с целью перемещения их по технологическим зонам машины по прямоугольной траектории. 4 з.п.ф-лы, 11 ил.
14
19 18
20И
аг./
8 15 13
it
NN
g
Ј
35
44
45
Фиг. 8
47
Фиг.М
а
/1
