Изобретение касается определения технологических свойств термореактивных полимерных материалов и в частности, может быть использовано для установления и отработки режимов отверждения волокно- наполненных реактопластов.
Цель иобретения - повышение точности контроля степени отверждения преимущественно для волокно-наполненных полимеров.
Непрерывное деформирование термореактивных полимерных материалов с волокнистым наполнителем на стадии вязкопластичного состояния до точки гелеобразования со скоростью сдвига 0,015- 0,95 позволяет повысить точность измерения вязкоупругих характеристик за
счет ориентации наполнителя вдоль направления деформирования, в результате чего снижается разброс измеряемых вязкоупругих характеристик при параллельном испытании одного и того же материала. При этом ориентация наполнителя приближается к реальным технологиям.
По экспериментальным данным погрешность определения вязкоупругих свойств предложенным способом не превышает допустимого. Повышение точности достигается благодаря ориентации наполнителя в образце при непрерывном деформировании на стадии вязкопластичного состояния до точки гелеобразования
Непрерывное деформирование до точки гелеобразования со скоростью сдвига
о сл
ю
меньше, чем 0,015 не дает существенного эффекта, так как не приводит к ориентации наполнителя.
При непрерывном деформировании со скоростью сдвига более 0,95 нарушается монолитность образца, происходит его послойное разделение и разрушение волокнистого наполнителя.
В термостатированной форме, состоящей из ротора, пуансона и матрицы реометра, устанавливают заданную температуру, при этой температуре формируют образец термореактивного полимерного материала при давлении, соответствующем давлению переработки. Далее образец непрерывно деформируют со скоростью сдвига 0,015- 0,95 путем включения вращения ротора и за процессом испытания следят по графику, автоматически вычерчиваемому на вторичном-самопишущем приборе, После появления точки перегиба на горизонтальном участке кривой графика, соответствующей точке гелеобразования, вращение ротора выключают и проводят малоамплитудное вынужденное периодическое деформирование того же образца термореактивного материала путем включения колебаний того же ротора.
Частоту и амплитуду колебаний ротора устанавливают такими, чтобы не происходило разрушение структуры образца материала,
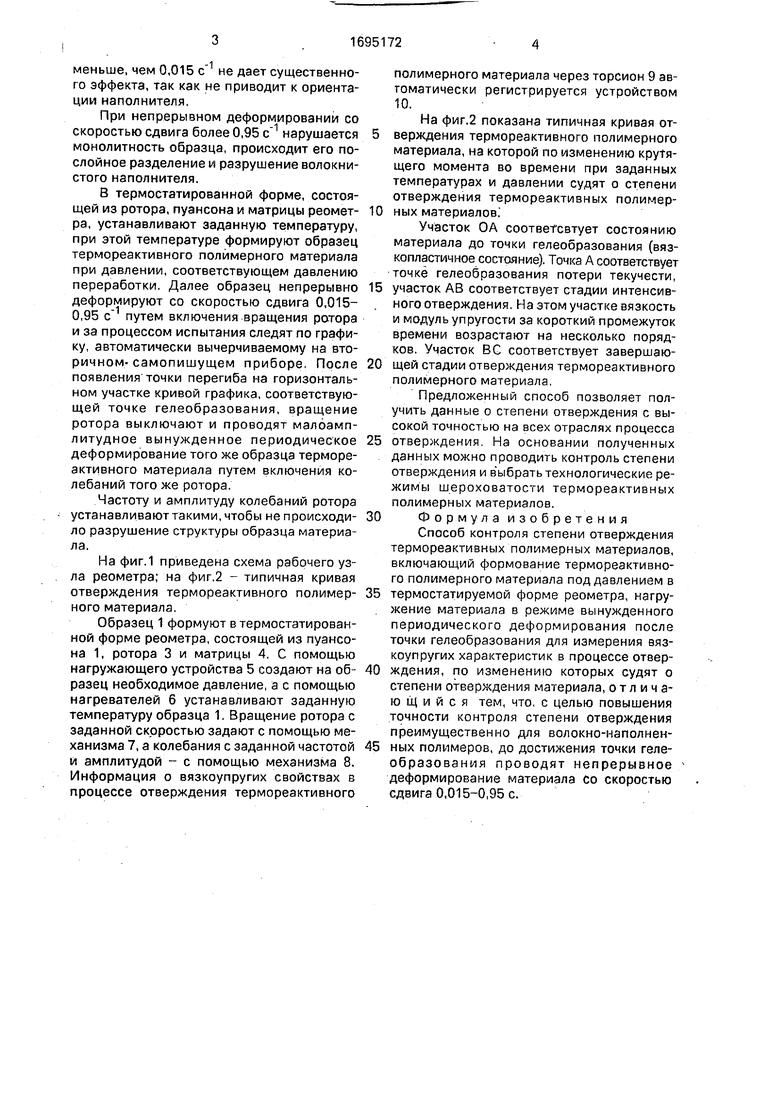
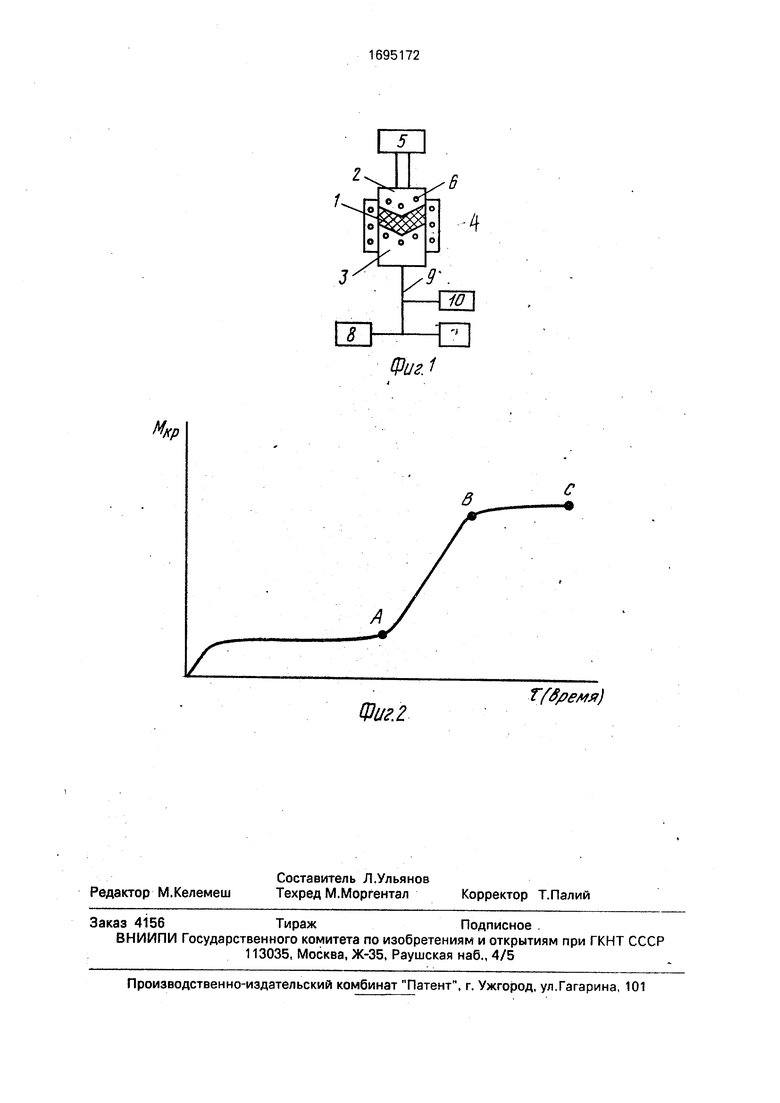
На фиг.1 приведена схема рабочего узла реометра; на фиг.2 - типичная кривая отверждения термореактивного полимерного материала.
Образец 1 формуют в термостатированной форме реометра, состоящей из пуансона 1, ротора 3 и матрицы 4. С помощью нагружающего устройства 5 создают на образец необходимое давление, а с помощью нагревателей 6 устанавливают заданную температуру образца 1. Вращение ротора с заданной скоростью задают с помощью механизма 7, а колебания с заданной частотой и амплитудой - с помощью механизма 8. Информация о вязкоупругих свойствах в процессе отверждения термореактивного
полимерного материала через торсион 9 автоматически регистрируется устройством 10.
На фиг.2 показана типичная кривая отверждения термореактивного полимерного материала, на которой по изменению крутящего момента во времени при заданных температурах и давлении судят о степени отверждения термореактивных полимерных материалов.
Участок ОА соответсвтует состоянию материала до точки гелеобразования (вяз- копластичное состояние). Точка А соответствует точке гелеобразования потери текучести,
участок АВ соответствует стадии интенсивного отверждения. На этом участке вязкость и модуль упругости за короткий промежуток времени возрастают на несколько порядков. Участок ВС соответствует завершающей стадии отверждения термореактивного полимерного материала.
Предложенный способ позволяет получить данные о степени отверждения с высокой точностью на всех отраслях процесса
отверждения. На основании полученных данных можно проводить контроль степени отверждения и в ыбрать технологические режимы шероховатости термореактивных полимерных материалов.
Формула изобретен и я
Способ контроля степени отверждения термореактивных полимерных материалов, включающий формование термореактивного полимерного материала под давлением в
термостатируемой форме реометра, нагру- жение материала в режиме вынужденного периодического деформирования после точки гелеобразования для измерения вязкоупругих характеристик в процессе отверждения, по изменению которых судят о степени отверждения материала, отличающийся тем, что, с целью повышения точности контроля степени отверждения преимущественно для волокно-наполненных полимеров, до достижения точки гелеобразования проводят непрерывное деформирование материала со скоростью сдвига 0,015-0,95 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля степени отверждения термореактивных полимерных материалов | 1984 |
|
SU1267221A1 |
| Способ контроля степени отверждения термореактивных полимерных материалов | 1986 |
|
SU1374100A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СТЕПЕНИ ОТВЕРЖДЕНИЯ ПОЛИМЕРНОЙ КОМПОЗИЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2738806C1 |
| Устройство для определения реологических свойств реактопластов | 1984 |
|
SU1200171A1 |
| Способ контроля технологическихСВОйСТВ ТЕРМОРЕАКТиВНыХ МАТЕРиАлОВ | 1979 |
|
SU830192A1 |
| Способ контроля технологических свойств термореактивных материалов | 1982 |
|
SU1054739A1 |
| РОТОР | 1993 |
|
RU2125757C1 |
| Способ определения предела текучести вязкопластичных материалов | 1984 |
|
SU1141308A1 |
| Способ определения вязкоупругих характеристик термореактивных полимерных материалов | 1987 |
|
SU1509668A1 |
| АДДИТИВНОЕ ПРОИЗВОДСТВО С ИСПОЛЬЗОВАНИЕМ РЕАКТИВНЫХ КОМПОЗИЦИЙ | 2018 |
|
RU2740061C1 |
Изобретение относится к области контроля и отработки процесса отверждения термореактивных полимерных материалов. Цель изобретения - повышение точности контроля степени отверждения преимущественно для волокно-наполненных полиме- ров Способ включает формование термореактивного полимерного материала под давлением в термостатируемой форме реометра, нагружение материала в режиме вынужденного периодического деформирования после точки гелеобразования для измерения вязкоупругих характеристик в процессе отверждения, по изменению которых судят о степени отверждения материала Новым в предлагаемом способе является то, что до достижения точки гелеобразования проводят непрерывное деформирование материала со скоростью сдвига 0,015-0,95 . 2 ил сл
Фи&1
Щи г. 2
TffyeM)
| Способ контроля степени отверждения полимерной композиции | 1980 |
|
SU894477A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ контроля степени отверждения термореактивных полимерных материалов | 1984 |
|
SU1267221A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
