(54) ФЛАНЦЕГИБОЧНАЯ МАШИНА

| название | год | авторы | номер документа |
|---|---|---|---|
| Фланцегибочная машина | 1974 |
|
SU501803A1 |
| Фланцегибочная машина | 1989 |
|
SU1682004A1 |
| Фланцегибочная машина | 1990 |
|
SU1784343A1 |
| Фланцегибочная машина | 1983 |
|
SU1199348A1 |
| Фланцегибочная машина | 1981 |
|
SU995978A2 |
| ГИБОЧНЫЙ СТАНОК | 1973 |
|
SU367932A1 |
| Фланцегибочная машина | 1982 |
|
SU1031560A1 |
| Фланцегибочная машина | 1978 |
|
SU768522A1 |
| Фланцегибочная машина | 1978 |
|
SU780930A2 |
| Гибочная машина | 1980 |
|
SU871889A1 |


Изобретение относится к обработке металлов давлением, в частности, к оборудованию для формообразования кольцевых деталей из полосовых заготовок и может быть использовано при изготовлении кольцевых деталей во всех отраслях промышленности.
Известна фланцегибочная машина, содержащая смонтированный на станине поворотный стол с зажимным устройством и нажимной механизм с ползуном и гибочным роликом. Зажимное устройство выполнено в виде ползушки, смонтированной в направляющих стола и имеющей возможность радиального перемещения по винтовым тягам, установленным в подшипниках на поворотном столе и соединенным с распределительным валом, кинематически связанным через систему зубчатых передач и кулачков с электродвигателем, закрепленным на станине машины 1.
Недостатком известной машины является низкая производительность, обусловленная тем, что в процессе гибки заготовки в кольцо и подгибки концов мащину необходимо останавливать, отводить зажимы, поворачивать стол в обратную сторону и снова зажимать заготовку.
Известна также фланцегпбо.чная ма1иина, содержащ,ая . гибочный механизм и п6воротный стол с гибочным шаблоном и прижимом, с целью повышения пройзвотельности машина снабжена двумя каретками, размещенными на столе диаметрально противоположно, на которых расположены приводные клинья и оси, несущие поворотные трехплечие рычйгп, При этом на одном из плеч каждого расположен прижим, а два других njieia снабжены
10 роликами, взаимодействующими с приводными клиньями./
в процессе гибки прижимы поочередно (через 180°) прижимают заготовку к шаблону, в результате чего концысогнутой де15тали освобождаются для подгибки 2.
Недостатком известной машины является низкое качество получаемых деталей, так как при гибке широких .полос искаж.ается торцовая поверхность заднего кон20ца заготовки, что приводит к необходимости дополнительной механической обработки перед сваркой, т. е. повь1ща.ет трудоемкость изготовления деталей.
Целью предлагаемого пзобретенпя яв25ляется повышение качества детали и днйл ение трудоемкости ее изготрвле(я.
С этой целью в фланцегибо4н6й MaiiiiVне, содержащей расположеннь е на станине поворотный стол с гибочнь1м . и аблоном
30 и подвижные каретки, ycTaHOBjTeHK.bie в направляющей н несущие каждая узел прижима заготовки к гибочному шаблону, со;1ержащий поворотный рычаг, направляющая кареток выполнена в виде монорельса, емонтированного на станине под поворотным столом и имеющего криволинейные участки с центром кривизны, совпадающим с центром гибочного шаблона, при этом каждая каретка снабл ;ена механизмом ее прижима к гибочному шаблону, выполненным в виде закрепленной на нем (Юдвижной планки с пазом и входящим в него пальцем, размещенным на поворотном рычаге.
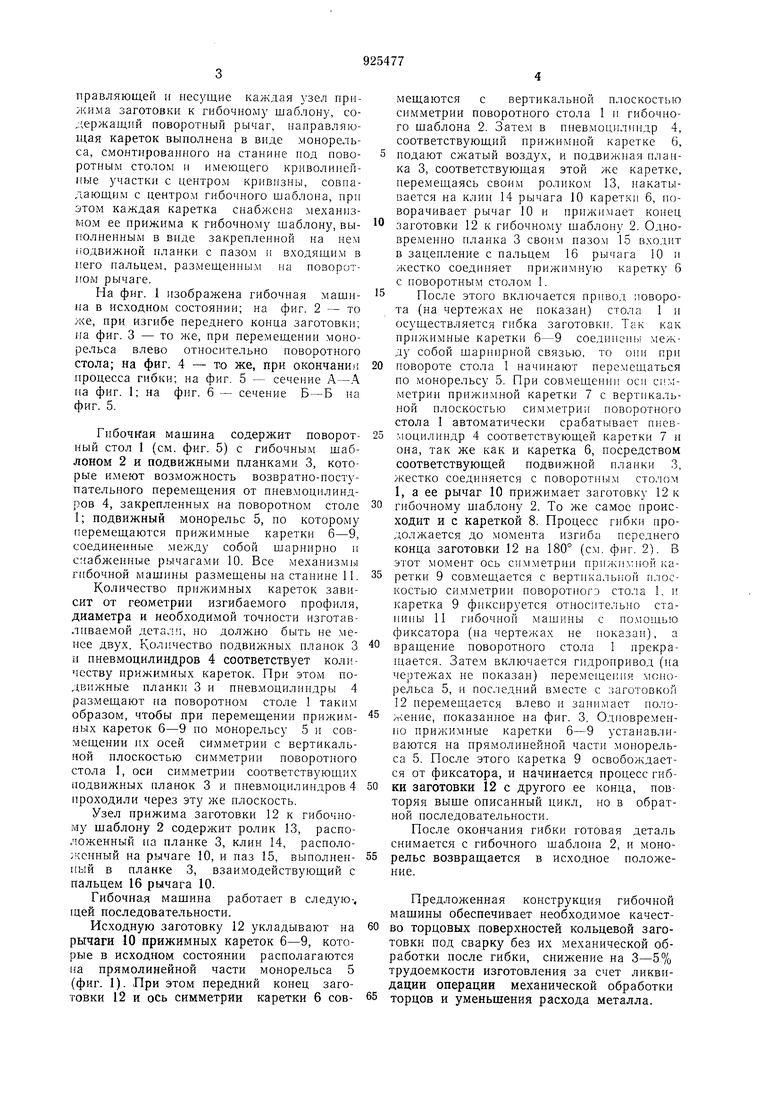
На фиг. 1 изображена гибочная мащнна в исходном состоянии; на фиг. 2 - то же, при изгибе переднего конца заготовки; ма фиг. 3 - то же, при перемещеиии монорельса влево относительно поворотного стола; на фиг. 4 - то же, при окончани) процесса гибки; на фиг. 5 - сечение А-А па фнг. 1; на фнг. б - сечение Б-Б на фиг. 5.
Гибочкая машина содержит поворотный стол 1 (см. фиг. 5) с гибочным шаблоном 2 и подвижными планками 3, которые имеют возможность возвратно-ноступательного перемещения от пнев.моцилиндров 4, закрепленных на поворотном столе 1; подвижный монорельс 5, по которому перемещаются прижимные каретки 6-9, соединенные .между собой шарнирио и снабженные рычагами 10. Все механизмы гибочной машины размещены на станине 11.
Количество прижимных кареток зависит от геометрии изгибаемого профиля, диаметра и необходимой точности изготавливаемой детали, но должно быть не менее двух. Количество подвижных планок 3 и пневмоцилиндров 4 соответствует количеству прижимных кареток. При этом подвижные планки 3 и пневмоцилиндры 4 размещают tia поворотном столе 1 таким образом, чтобы при перемещении прижимных кареток 6-9 по монорельсу 5 и совмещении их осей симметрии с вертикальной плоскостью симметрии поворотного стола 1, оси симметрии соответствующих подвижных планок 3 и пневмоцилиндров 4 проходили через эту же плоскость.
Узел прижима заготовки 12 к гибочному шаблону 2 содержит ролик 13, расположенный па планке 3, клин 14, распололчснный на рычаге 10, и паз 15, выполненный в планке 3, взаимодействующий с пальцем 16 рычага 10.
Гибочная мащина работает в следую-, щей последовательности.
Исходную заготовку 12 укладывают на рычаги 10 прижимных кареток 6-9, которые в исходном состоянии располагаются на прямолинейной части монорельса 5 (фиг. 1). При этом передний конец заготовки 12 и ось симметрии каретки 6 совмещаются с вертикальной плоскостью симметрии поворотного стола 1 и гибочного шаблона 2. Зате.м в иневмоцилпндр 4, соответствующий прижимной каретке 6, подают сжатый воздух, и подвижная планка 3, соответствующая этой же каретке, перемещаясь своим роликом 13, накатывается на клин 14 рычага 10 каретки 6, поворачивает рычаг 10 и прижимает конец
заготовки 12 к гибочному щаблону 2. Одновременно планка 3 своим пазом 15 входит в зацепление с пальцем 16 рычага 10 и жестко соединяет прижимную каретку 6 с поворотным столом 1.
После этого включается привод поворота (на чертежах не показан) стола 1 п осуществляется гибка заготовки. Так как прижимные каретки 6-9 соединсм1Ь между собой шарнириой связью, то они при
повороте стола 1 начинают перемещаться но монорельсу 5. При совмещении оси симметрии прижимной каретки 7 с вертикальной плоскостью симметрии поворотного стола I автоматически срабатывает пневмоцилиндр 4 соответствующей каретки 7 и она, так же как и каретка 6, посредством соответствующей подвижной планки 3, жестко соединяется с поворотным столом 1, а ее рычаг 10 прижимает заготовку 12 к
гибочному шаблону 2. То же самое происходит и с кареткой 8. Процесс гибки продолжается до момента изгиба переднего конца заготовки 12 на 180° (см. фиг. 2). В этот момент ось симметрии прижимпой каретки 9 совмещается с вертикальной плоскостью си.мметрии поворотного стола 1, и каретка 9 фиксируется относительно стапииы 11 гибочной машины с помошью фиксатора (на чертежах не показан), а
вращение поворотного стола 1 прекраП1ается. Затем включается гидропривод (на чертежах не показан) переме1це1:11я монорельса 5, и последний вместе с заготовкой 12 пере.мещается влево и занимает положение, показанное на фиг. 3. О.дновременно прижимные каретки 6-9 устанавливаются па прямолинейной части монорельса 5. После этого каретка 9 освобождается от фиксатора, и начинается процесс гибки заготовки 12 с другого ее конца, повторяя выше описанный цикл, но в обратной последовательности.
После окончания гибки готовая деталь снимается с гибочного шаблона 2, и монорельс возвращается в исходное положение.
Предложенная конструкция гибочной машины обеспечивает необходимое качество торцовых поверхностей кольцевой заготовки под сварку без их механической обработки после гибки, снижение на 3-5% трудоемкости изготовления за счет ликвидации операции механической обработки
торцов и уменьшения расхода металла.
Формула изобретения
Фланцегибочная машина, содержащая расположенные на станине поворотный стол с гибочным шаблоном и подвижные каретки, установленные в направляюш,ей и несуш,ие каждая узел прижима заготовки к гибочному шаблону, содержащий поворотный рычаг, отличающаяся тем, что, с целью повышения качества детали и снижения трудоемкости ее изготовления, направляющая кареток выполнена в виде монорельса, смонтированного на станине и имеющего криволинейные участки с центром кривизны, совпадающим с центром гибочного шаблона, при этом каждая каретка снабжена механизмом ее прижима к гибочному шаблону, выполненным в виде закрепленной на нем подвижной планки с пазом и входящим в него пальцем, размещенным на поворотном рычаге.
Источники информации, принятые во внимание при экспертизе:
м
фиг. /
.,, т
т., Т С-/-4 (У
S-6
/Pt/f. ff
