Изобретение относится к обработке металлов давлением, в частное ти к производству компенсаторных труб с фланцами, соединяющих магистральные трубы при производстве судовых трубопроводных систем.
Цель изобретения - повышение универсальности способа.
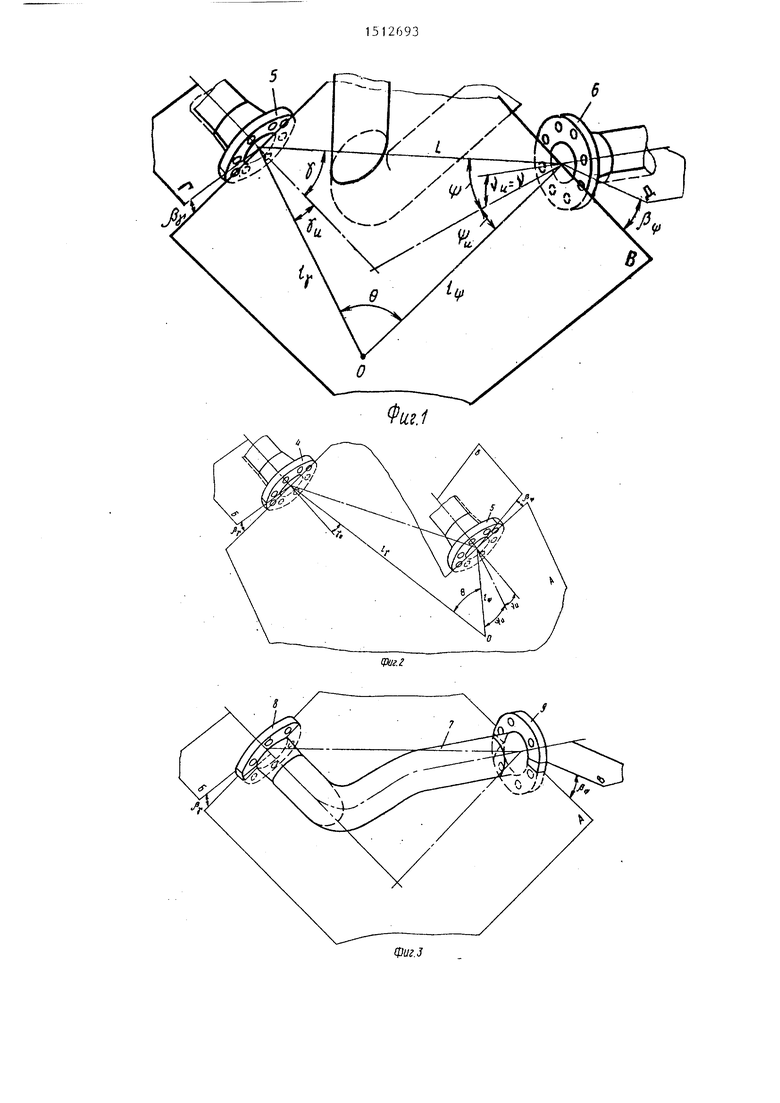
На фиг.1 показана схема измеряемых размеров (1р 1,, J CJ L, и AY, А(,) при наличии деталей насьш1е- ния судна, в данном случае трубопровода, на линии, соединяющей цент- ры фланцев магистральных труб, а также схема промежуточных параметров TL, У , , ) , рассчитываемых в процессе определения элементов конфигурации трубы; на фиг.2 - схема
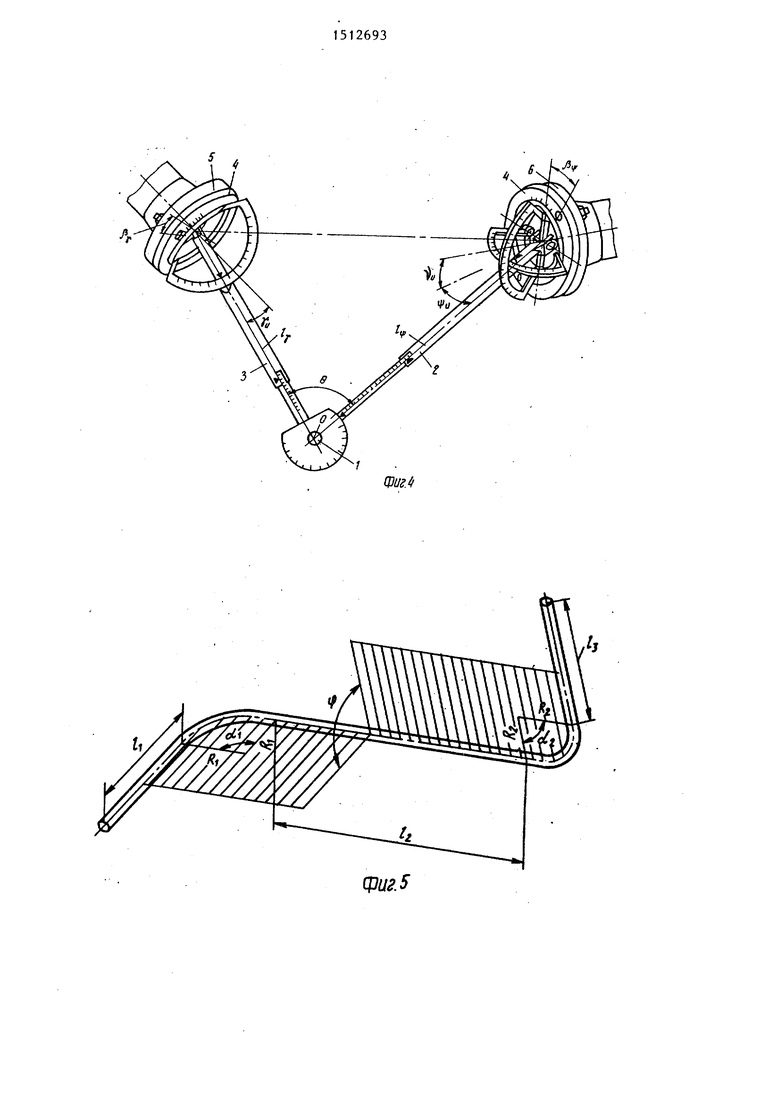
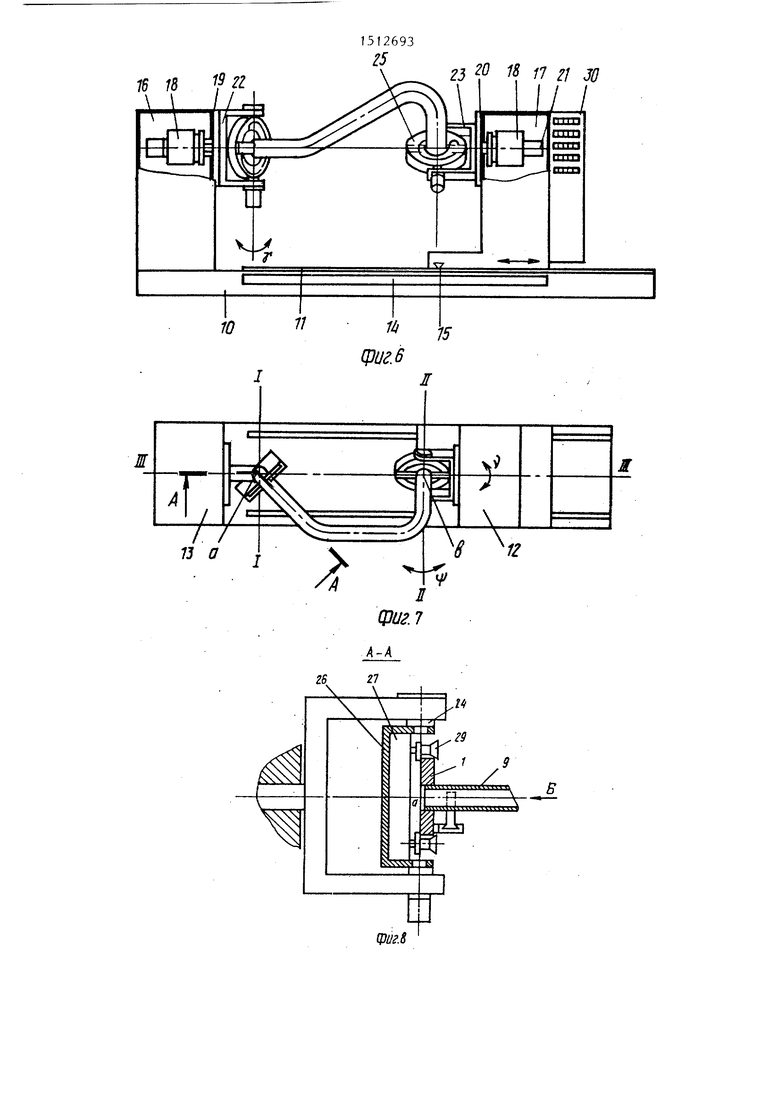
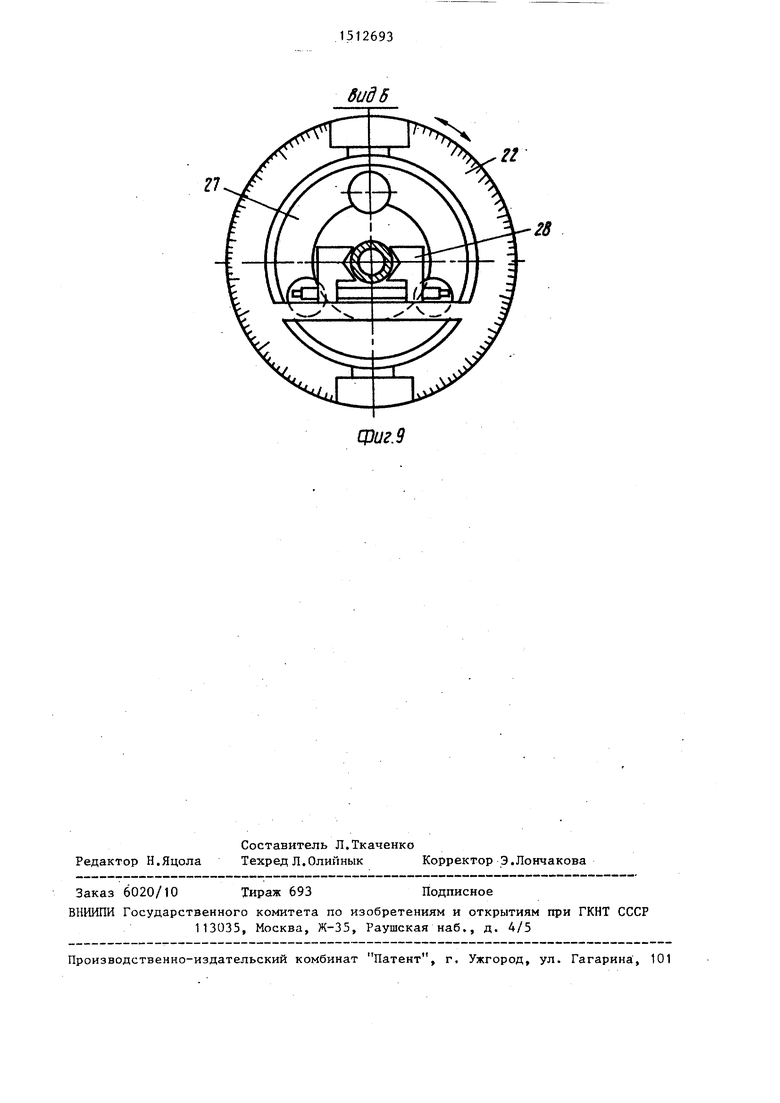
измеряемых размеров, когда линия, соединяющая центры фланцев магистральных труб, пересекает фланец магистральной трубы; на фиг.З - схема разворота приварных фланцев при сборке трубы; на фиг.4 - измерительный инструмент; на фиг.5 - злементы конфигурации компенсаторной трубы; на фиг.6 - трубосборочный станок, общий вид; на фиг.7 - трубосборочный станок, вид сверху; на фиг,8 - сече-. ние А-А на фиг.7; на фиг.9 - вир Б на фиг.8.
Способ осуществляется с помощью измерительного устройства, представляющего собой соединенные шарниром 1 телескопические штанги 2 и 3 с фланцами 4 на концах, со шкалами и указаСЛ
ГчЭ
О5
со
со
3151
тельными индексами (не обозначены). Фланцы 4 имеют возможность поворачиваться относительно штанг 2 и 3 и вращаться относительно собственных осей. Для закрепленя измерительного устройства его фланцы прижимаются болтами и гайками (не обозначены) к фланцам 5 и 6. За счет изменяющихся длин и угла раствора сочленных штанг 2 и 3, -а также вращения и поворота фланцев А измерительное устройство встает в единственное строго определенное положение, задаваемое фланцами 5 и 6.
Сборку изогнутой трубы 7 с фланцами 8 и 9 осуп;ествляют на трубо- сборочном станке (фиг.6 и 7), содержащем основание 10 с направляющими
11и два позиционера 12 и 13, один из которых закреплен на основании
10 жестко, а другой установлен на
направляющих 11с возможностью пере-
мещения от привода (не показан).
Для определения величины перемеще-
ния позиционера 12 по направляющей
1 1 на последнюю нанесена линейная
шкала 14, а на корпусе позиционера
12закреплен указатель 15. Позиционеры 12 и 13 выполнены в
виде стоек 16 и 17 с горизонтальными приводными от электродвигателя 18 соосными валами 19 и 20. На обоих валах 19 и 20 установлены датчики 21 угловых перемещений, а для визуального контроля - лимбы 22.
На валах 19 и 20 позиционеров 12 и 13 закреплены карданные вилки 23, в которых в цапфах 24 установлены сборочные головки 25, состоящие из корпуса 26 и планшайбы 27. На корпусе 26 установлен самоцентрирующий зажим 28 (фиг.9) для трубы 7, выполненный в виде двух призм, а на планшайбе 27 установлен самоцентрирующий зажим 29 для установки, базирования и закрепления фланца 8.
Центры сборочных головок 25 - точки а и b - лежат на пересечении осей 1-1 и II-II поворота сборочных головок 25 в вилках 23 с Горизон- тальной осью Ill-Ill поворота вилок 23 относительно позиционеров 12 и 13.
Все датчики угловых и линейных перемещений (не показаны) связаны с устройством 30 цифровой индикации.
Способ осуществляется следующим образом.
Q
0
5
О
..
O
5
5
5
На флан1д.1 5 и 6 (фиг.1 и 2} раиво смонтированных магистральных труб на место будущей компенсаторной трубы устанавливают и закрепляют измерительное устройство (фиг.4). Со шкал измерительного устройства, против указательных индексов считывают длины линий 1 и Ir, - расстояния между опорной точкой О, т.е. точкой пересечения осей сочлененных штанг, лежащей на оси шарнира 1 их взаимного вращения, и центрами фланцев; угол 0 - между линиями, соединяющими опорную точку с центрами фланцев; угол )Г J между осью -фланца 5 и линией угол Уц - между осью фланца 6 и ее проекцией на плоскость А, образованную линией, соединяющей центры фланцев магистральных труб и остью фланца 5, угол Vu - линией ly и проекцией оси фланца 6 на плоскость А, угол - образованньш плоскостью симметрии Б фланца 5, проходящей посередине между болтовыми отверстиями и плоскостью А, угол l( образованньп плоскостью симметрии В фланца 6 и плоскостью В. Снимают измерительное устройство с фланцев 5 и 6 и аналогичным образом измеряют такие же размеры для других компенсаторных труб. Учитьшая, что оптимальной компенсаторной трубой является труба, имеющая не более двух изгибов, расположенных в двух плоскостях, и задавшись величинами радиусов из- гибов (), равными 1,5-3,0 диаметра Tpy6bJ, длинами прямых концевых участков 1, и 13 с учетом обхода компенсаторной трубой деталей насы-- щения судна, pacчиtывaют элементы конфигурации трубы: дпину 1 прямого участка между изгибами компенсаторной трубы, углы изгибов od, и 0 и угол if между плоскостями изгибов (фиг.5).
Преобразуют исходные данньге через промежуточные параметры (фиг.1) к виду, удобному для составления системы уравнений
+ 1щ2 - 21ylycos9, где L ,длина условной линии, сое- диняющей центры присоединительных поверхностей флан- Jцев магистральных труб; У -. угол,образованный продолжением геометрической оси конца первой магистральной трубы и условной линией, соединяющей центры .присоединительньк поверхностей фланцев магистральных труб; Ц - УГОЛ, образованный проекцией
продолжения геометрической оси конца второй магистральной трубы на плоскость, образованную продолжением геометрической оси конца первой магистральной трубы и условной линией, соединяющей центры присоединительных поверхностей фланцев магистральных труб и указанной условной линией.
Если при снятии .замеров штанги. 2 и 3 расположены так, что юс осевые линии лежат вне углов, образованных линией I. и осевой линией фланца 5 или проекцией осевой линии фланца, лежащей на,плоскости В, то для стороны, где расположен одноосный шарнир устройства,
., . Ij sin0 .. у arcsin--«--,
для стороны, где расположен двухосный шарнир.
. ll sin0
(i arcsin- -
Lj
VuЕсли осевые линии штанги лежат внутри указанных углов, то для стороны, где расположен одноосный шарнир измерительного устройства,
., . loi-sinQ J arcsin- -+Уи,
для стороны, где расположен двухосный шарнир,
. lir sin 9 +.;,.. Cf-arcsin- -r-
LJ
Составляется система уравнений,
решаемая затем методом итерации:
, -L -i-Lcosy-L cos Jcos((|)+); L j cosoi, -L ,+Lcos((;c6s - L.,cos9c s(y+y);
L. L2+L „2+L s2-2LL,cos 2bLjCOS(j cos +2L,LjCOS-}cos((|J+f),
uL, где L,l,+Rtg2-;
.- . Oi
L,,l,+Rtg--;
Как только получают с заданной точностью L, и Ьд, определяют
pi, arccos
,R2-(L,-1,) ч
;° RML-i:)
,arccos(|i iblbjl).
ftt-z
l,();
.coscsi, coso -cos- cos (Q +JK
Cp arccos(.-r-;--r---).
sino, sinoi
Далее no размерам 1,, l, 1э, i ,,.
и 4 гнут трубу на трубогибочном станке с программным управлением или ему подобном.
Сборка труб 7 с фланцами на тру- босборочном станке происходит следую- г щим образом.
С клавиатуры устройства 30 цифровой индикации вводят числовые значения параметров L, f ,(+,-) , и/Jy,
0.
после чего автоматически выполняют0
ся: разворот вилки 23, позиционера 12 вокруг оси Ill-Ill на угол Y ; разворот сборочных головок 25 позиционеров 12 и 13 соответственно на угC лы ф иу ; разворот планшайб 27 сборочных головок 25 позиционеров 12 и 13, соответственно на углы ftyi перемещение позиционера 12 до достижения расстояния между центрами сборочных головок 25(точки а и Ь), равного числовому значению параметра L. В планшайбы 27 сборочных головок 25 позиционеров 12 и 13 устанавливают фланцы 8 и 9 и закрепляют в зажимах 28 сборочных головок 25 позицио5 неров 12 и 13. Далее производят прихватку злектросваркой фланцев в трубе, . вращая при этом трубу вместе со сборочными головками 25 и вилками 23 вокруг горизонтальной оси Ill-Ill и
0 снимают трубу 7 с фланцами со станка.
Пример. При установке измерительного устройства на фланцы, имитирующие фланцы магистральных труб,
5 штанги легли вне углов, образованных
линией L и осью фланцев. На шкалах
измерительного устройства углы
между осями фланцев и штангами
(при их совпадении на шкалах О):
0 10 ; д 14°35 ; шкалы длин штанг показывают: ,00 мм; 1,,902,95 мм. Шкала углаО 111 u а также углы 34 °2б углы u J -27°20.
5 По формулам для этого случая определяют
i. . 1ы sinQ V п,о„п arcsin- --- 20 ;
V
arcsin
,
.|и
+ l.,-2 lJl.,cos9 1180 MM. т if Y
Далее зададимся недостающими технологическими параметрами: 1,150,0 мм; ,0 мм и , 110,0 мм.
Ввиду того, что расчет методом итерации вручную представляет собой трудоемкий процесс, он выполнен в процессе экспериментальных проверок способа на ЭВМ серии ЕС с учетом особенностей .экспериментального образца измерительного устройства, конструкция которого предусматривает с целью унификации самого устройства применение специальных проставьшей, устанавливаемых между фланцами 4 устройства и фланцами 5 и 6 магистральных труб, толщина которых ,0мм и Н(,0 мм учитьтается в расчете,
В таблице представлены результаты расчета в виде-искомых величин и параметров трубы oi), CiljjCf и Ij. Затем производится гибка трубы и сборка.
40
Предлагаемый способ позволяет определять конфигурацию компенсаторной трубы с фланцами 8 и 9 для разъемного болтового соединения с магистраль- ными трубами, как при наличии деталей насьпцения судна, так и при его отсутствии, и кроме того в случаях, когда линия, соединяющая центры флан0
0
5
0
5
0
цев магистральных труб, перрсгикает один из концевых фланцев магистральных труб.
ФО .рмула- изобретения
Способ изготовления компенсаторных труб с фланцами, включающий операции измерения узлов, два из которых образованы плоскостью С11мметрии фланца, проходящей посередине между отверстиями для болтового соединения и базовой плоскостью, образованной продолжением оси одной магистральной трубы, и линией, соединяющей центры фланцев магистральных труб, третий образован осью второго фланца и базовой плоскостью, а также линейного размера, определения геометрических параметров компенсаторных труб с учетом допустимого радиуса изгиба, последующие гибку и сборку их с фланцами, в процессе которой фланцы на концах компенсаторной трубы разворачивают и устанавливают на ранее из- меренные углы, отличающий- с я тем, что, с целью обеспечения универсальности способа, дополнительно определяют четыре угла, один из. которых образован линией, соединяющей опорную точку с центром фланца первой магистральной трубы и продолжением ее оси, второй образован линиями, соединяющими опорную точку с центрами фланцев магистральных труб, третий - линией, соединяющей опорнзгю точку с центром фланца второй магистральной трубы, и проекцией ее оси. на базовую плоскость, а четвертый угол образован продолжением оси второй магистральной трубы и ее проекцией на базовую плоскость и производят измерение дополнительного линейного размера, при этом оба линейных размера измеряют между центрами фланцев на концах магистральных труб и опорной точкой, расположенной в базовой плоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления компенсаторных труб | 1981 |
|
SU990370A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПО АНАЛИТИЧЕСКОЙ ИНФОРМАЦИИ КОМПЕНСАТОРНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2126305C1 |
| Устройство для сборки труб с фланцами | 1980 |
|
SU865593A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАГИСТРАЛЬНОЙ ТРУБЫ ПО АНАЛИТИЧЕСКОЙ ИНФОРМАЦИИ | 1997 |
|
RU2126760C1 |
| Устройство для сборки труб с фланцами | 1979 |
|
SU770727A1 |
| УСТАНОВКА ДЛЯ СВАРКИ СЕКТОРОВ ОТВОДОВ ТРУБ | 2021 |
|
RU2780860C1 |
| СПОСОБ КОНТРОЛЯ ПАРАМЕТРОВ ТРУБЫ ПРИ МНОГОКОЛЕННОЙ ГИБКЕ | 1991 |
|
RU2025167C1 |
| Устройство для сборки труб с фланцами | 1978 |
|
SU753587A1 |
| Устройство для автоматизированного контроля соосности и центровки механических конструкций | 2016 |
|
RU2639993C1 |
| Станок для обработки концов труб | 1983 |
|
SU1106600A1 |
Изобретение относится к обработке металлов давлением, в частности к производству компенсаторных труб с фланцами, соединяющих магистральные трубы при производстве судовых трубопроводных систем. Цель изобретения - обеспечение универсальности способа. Измеряют два линейных размера L @ и L @ , определяющих расстояние между центрами фланцев 5 и 6 магистральных труб и опорной точкой О, и шесть углов β @ , β @ , Θ, γ, *98H и ψ. Определяют по ним геометрические параметры компенсаторной трубы с учетом допустимого радиуса изгиба. Выполняют гибку и сборку компенсаторной трубы с фланцами. Способ позволяет изготовлять компенсаторные трубы как при наличии деталей насыщения судна на линии, соединяющей центры фланцев магистральных труб, так и в случаях, когда линия, соединяющая центры фланцев магистральных труб, пересекает один из концевых фланцев магистральных труб. 9 ил., 1 табл.
16 18 гг
1512693
15
23 8 П // js I
ф1/г.8
бид5
гг
фиг. 9
| Способ изготовления компенсаторных труб | 1981 |
|
SU990370A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
