Изобретение относится к машиностроению, а именно к обработке металлов давлением, и может быть использовано при изготовлении коммутационного кольца коллектора и других деталей трубчатой формы с профилированной цилиндрической поверхностью.
Целью изобретения является повышение производительности и точности обработки,
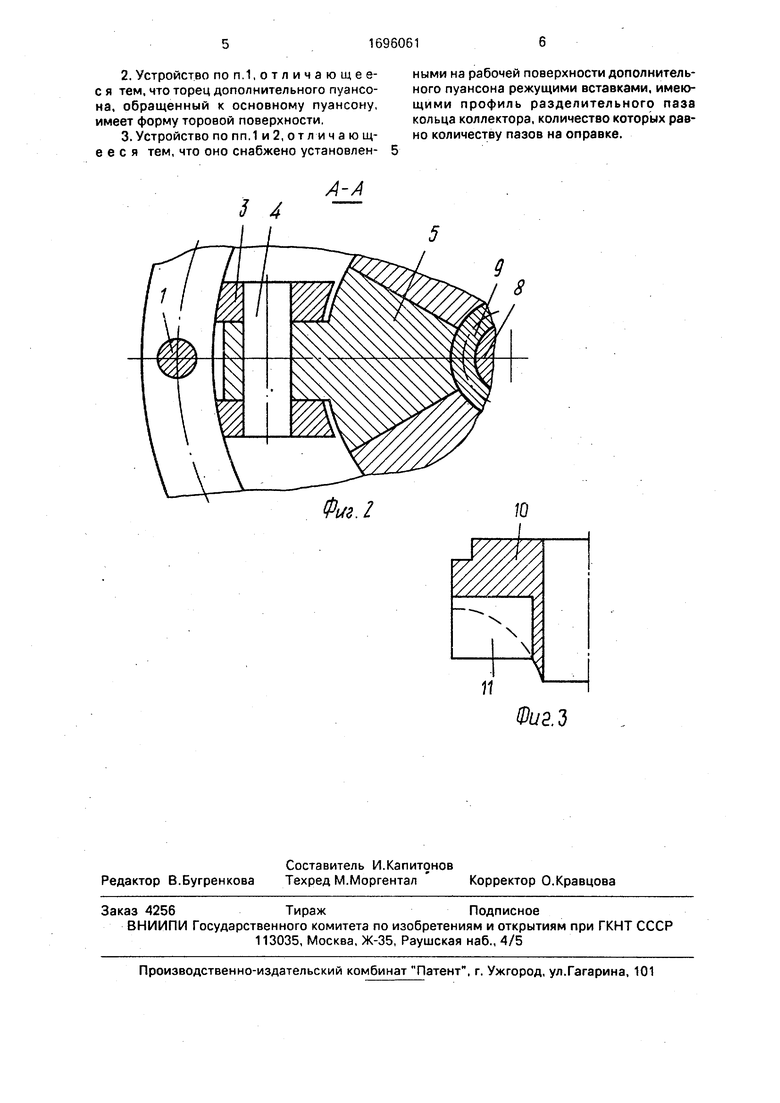
На фиг, 1 показано устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - дополнительный пуансон с режущими вставками.
На колоннах 1 расположена опора 2, Стойки 3 размещены неподвижно на опоре. В стойках 3 посредством осей 4 установлены пуансоны в виде сегментов 5. Колонны 1 закреплены в плите 6, которая контактирует с сегментами 5 через ролики 7. На одной оси с опорой установлена оправка 8 с коакси- ально расположенной заготовкой 9. Соосно с оправкой неподвижно относительно опоры установлен дополнительный пуансон 10. На чертеже также представлен дополнительный пуансон с режущими вставками 11, которые могут крепиться как механическим путем, так и разъемно с помощью припоя или путем сварки.
Изготовление коммутационного кольца коллектора осуществляется следующим образом.
В исходном положении (при разведенном положении сегментов 5) в контакте с ними размещается трубчатая заготовка 9 с оправкой 8. К опоре 2 прикладывается нагрузка Р и осуществляется обжатие заготовки, которая при этом перемещается по направлению к опоре, контактирует с дополнительным пуансоном 10 (режущими вставками 11), в результате чего происходит одновременное формирование профиля пазов на внутренней поверхности заготовки, образование буртика и разделительного паза на буртике. После чего заготовка извлекается из штампа.
Зазор между пазом составного пуансона и наружной поверхностью дополнительногопуансонавыбираетсяэкспериментальным путем для каждого конкретного случая.
В соответствии с описанным решением осуществляют изготовление коммутационного кольца коллектора СТ 230 из компактной меди М1. Пуансон изготавливают из стали 40Х из 8 одинаковых сегментов. В закрытом положении (при контакте сегментов) центральный канал имеет следующие размеры: на длине 22 мм - 46,5 мм, на длине
12 мм - 63,2 мм. Калибрующую оправку выполняют из стали ХВГ длиной 100 мм, диаметром 45,5 мм, на длине 55 мм - в виде зубчатого колеса, количество зубьев 29 с
профилем равнобедренного треугольника. Медная заготовка имеет следующие размеры: длина 60 мм, диаметр внутренний 45,8 мм, наружный 58 мм. Соосно с оправкой и неподвижно относительно опоры размеща0 ют дополнительный пуансон с внутренним диаметром 45,6 мм и наружным 63 мм. Деформирование осуществляют на 50-тонном прессе. Заготовку располагают в контакте с сегментами при их разведенном положе5 нии, а деформирование осуществляют до контакта сегментов. После этого коммутационное кольцо извлекают из штампа.
Зафиксировали следующие результаты. Время изготовления кольца сокращается в среднем на 10 мин по результатам 50 зкспе0 риментов, что объясняется одновременным формованием профиля и буртика. Максимальная нагрузка составляет 48 т. В известном штампе 98 т.
Стендовые испытания при скорости 24
5 тыс.об/мин, времени цикла 20 с и числе циклов 80 тыс. показали высокую эксплуатационную надежность коллекторов.
При использовании дополнительного пуансона с торовой рабочей поверхностью
0 и режущими вставками из ВКб в количестве 29 штук с толщиной ножа 1 мм были получены следующие результаты: усилие деформирования 46 т, производительность процесса получения кольца с разделитель5 ными пазами на торце буртика по сравнению с известным /стройством повысилось более чем в 8 раз.
Во всех экспериментах отклонение размеров профилей от номинала уменьшилось
0 более чем в 4-5 раз.
Формула изобретения 1. Устройство для изготовления коммутационного кольца коллектора с разделительными пазами на торце, содержащее
5 смонтированные на плите колонны, на которых размещена кольцевая опора с шарнир- но закрепленными на ней пуансонами в виде сегментов с кольцевым пазом на рабочих поверхностях, и расположенную по оси
0 устройства коаксиально рабочим поверхностям сегментов оправку, отличающееся тем, что, с целью повышения производительности и точности изготовления, оно снабжено установленным соосно с оправ5 кой и неподвижно закрепленным на опоре дополнительным пуансоном трубчатой формы, а пазы на сегментах сопряжены с торцом, обращенным к дополнительному пуансону.
2.Устройство по п.1, о т л и ч а ю щ е е- с я тем, что торец дополнительного пуансона, обращенный к основному пуансону, имеет форму торовой поверхности,
3.Устройство по пп.1 и 2, отличающее с я тем, что оно снабжено установлен-
ными на рабочей поверхности дополнительного пуансона режущими вставками, имеющими профиль разделительного паза кольца коллектора, количество которых равно количеству пазов на оправке.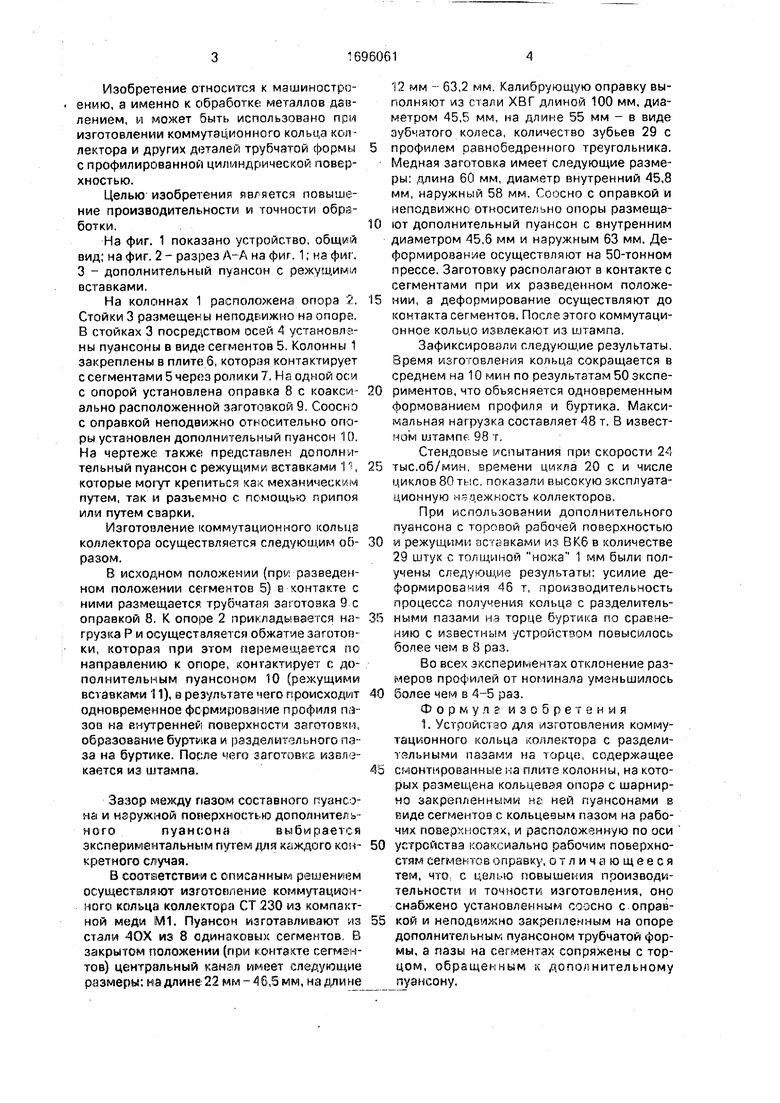
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления цилиндрической трубчатой детали | 1986 |
|
SU1696060A1 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2732462C1 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2607853C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВТУЛОК С КОНЦЕВЫМ УТОЛЩЕНИЕМ | 2008 |
|
RU2393038C1 |
| Способ изготовления пластинчатого изделия с рифленой поверхностью | 1989 |
|
SU1743699A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ПРОФИЛЬНЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2565317C2 |
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА ОТРЕЗНЫХ АБРАЗИВНЫХ КРУГОВ | 1998 |
|
RU2138386C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА С МЕТАЛЛИЧЕСКОЙ СЕТКОЙ И УСТРОЙСТВА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2720288C2 |
| Способ изготовления коллектора электродвигателя из трубной заготовки | 1982 |
|
SU1083272A1 |
| Способ изготовления зубчатых колес | 1990 |
|
SU1803248A1 |
Изобретение относится к машиностроению, а именно к обработке металлов давлением, и может быть использовано при изготовлении коммутационных колец колФю.1 лектора м других трубчатых деталей с профилированной цилиндрической поверхностью.Цель - повышение производительности. Устройство содержит пуансоны в виде закрепленных на оси 4 сегментов 5, оправку 8 и дополнительный пуансон 10 с торовой рабочей поверхностью. На оправку 8 устанавливают заготовку 9. Рабочая нагрузка Р прикладывается через опору 2. Осуществляется обжатие заготовки 9. Последняя одновременно перемещается к опоре 2 и контактирует с дополнительным пуансоном 10 и его кромкой. В результате такого перемещения происходит одновременное формирование профиля пазов на внутренней поверхности заготовки 9, образование буртика и разделительного паза на буртике. 2 з.п. ф-лы, 3 ил. (Л о о о о с
Фиг. 2
8
Ю
Фив.З
| Авторское свидетельство СССР Мг 1322565, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
