Изобретение относится к абразивной промышленности, в частности к производству отрезных абразивных кругов на вулканитовой связке с двухсторонним поднутрением с уменьшающейся высотой от периферии к центру, предусмотренных ГОСТом 21963-82.
Известно, что заготовки абразивных кругов высотой до 13 мм на вулканитовой связке типов ПП, П получают вырубкой на прессе из предварительно прокатанной пластины [1].
Наиболее широко применяемая конструкция штампа для этой операции содержит закрепленные на оправке с верхним расположением ножи, выполненные в виде встроенных одно в другое колец с заостренными режущими кромками, подпружиненные выталкиватели вырубленной заготовки и внутренней высечки, размещенные внутри упомянутых ножей [2].
Данная конструкция штампа не пригодна для получения отрезных абразивных кругов на вулканитовой с двухсторонним поднутрением, поскольку не позволяет сформовать требуемую поверхность круга.
Для формования абразивных изделий малой высоты, как на вулканитовой, так и на керамической связке известна пресс-форма, содержащая кольцо, верхние формовочную и дополнительную плиты, оправку и нижнюю формовочную плиту [3].
Эта конструкция пресс-формы не предусматривает возможности осуществления предварительной вырубки кольцевой заготовки, в результате необходимо использовать дополнительно специальный вырубной штамп. При этом абразивные изделия на вулканитовой связке в данной пресс-форме можно получить только путем прессования предварительно набранного пакета из нескольких колец без поднутрений и высоте получаемых кругов, как правило, не менее 20... 30 мм.
Наиболее близкой по технической сути и достигаемому эффекту к предлагаемому изобретению является пресс-форма для производства отрезных абразивных кругов, содержащая оправку с закрепленным на ней верхним полым пуансоном с плоским рабочим торцом и режущей кромкой на цилиндре, размещенный внутри указанного пуансона подпружиненный выталкиватель внутренней высечки и матрицу, выполненную в виде основания с кольцом, внутри которого с образованием кольцевой полости расположен нижний цилиндрический пуансон с наружным диаметром, равным внутреннему диаметру заготовки, и смонтирован подпружиненный выталкиватель вырубленной заготовки [4].
Недостатком наиболее близкого аналога является невозможность осуществления наряду с вырубкой кольцевой заготовки формования требуемой поверхности абразивного круга.
Задачей предлагаемого изобретения является получение отрезного абразивного круга на вулканитовой связке с двухсторонним поднутрением с уменьшающейся высотой от периферии к центру в одной пресс-форме за счет совмещения операций вырубки и формования.
Поставленная задача достигается тем, что в пресс-форме для производства отрезных абразивных кругов, содержащей оправку с закрепленным на ней верхним полым пуансоном с плоским рабочим торцом и режущей кромкой на цилиндре, размещенный внутри указанного пуансона подпружиненный выталкиватель внутренней высечки и матрицу, выполненную в виде основания с кольцом, внутри которого с образованием кольцевой полости расположен нижний цилиндрический пуансон, с наружным диаметром, равным внутреннему диаметру заготовки, и смонтирован подпружиненный выталкиватель вырубленной заготовки, она снабжена жестко закрепленной в полости верхнего пуансона формовочной вставкой верхнего профиля заготовки круга, а также встроенным в кольцо матрицы и подпружиненным относительно ее основания кольцевым прижимом, внутренний диаметр которого равен наружному диаметру заготовки круга, при этом подпружиненный выталкиватель вырубленной заготовки в кольцевой полости матрицы размещен между прижимом и нижним цилиндрическим пуансоном, выполнен с наружной режущей кромкой, рабочей поверхностью формования нижнего профиля заготовки круга и с расположенным со стороны основания матрицы ходоограничителем, а также имеет возможность прямого хода, величина которого меньше хода прижима.
То, что пресс-форма снабжена дополнительным прижимом и формовочной вставкой верхнего профиля заготовки круга, а выталкиватель заготовки выполнен с заявляемыми конструктивными особенностями представляется возможным совместить операции вырубки кольцевой заготовки и формования абразивного круга с двухсторонним поднутрением с уменьшающейся высотой от периферии к центру в одной пресс-форме за один ход пресса.
Предлагаемая пресс-форма приведена на чертеже.
Пресс-форма состоит из оправки 1, на которой закреплен верхний полый пуансон 2 с плоским рабочим торцом 3 и режущей кромкой 4 на цилиндре. В полости верхнего пуансона 2 жестко смонтирована формовочная вставка 5 верхнего профиля заготовки формуемого круга 6. В центральном отверстии вставки 5 установлен подпружиненный выталкиватель 7 внутренней высечки 8. Матрица пресс-формы состоит из основания 9 и кольца 10, в которое встроен кольцевой прижим 11, подпружиненный относительно ее основания 9. Внутренний диаметр прижима 11 равен наружному диаметру заготовки круга. В кольцевой полости, образованной кольцевым прижимом 11 и нижним цилиндрическим пуансоном 12, смонтирован подпружиненный выталкиватель 13 заготовки круга 6. Выталкиватель 13 выполнен с рабочей поверхностью 14 формования нижнего профиля заготовки круга 6 и режущей наружной кромкой 15. Выталкиватель 13 со стороны плоскости 16, обращенной к основанию 9, снабжен ходоограничителем 17. Выталкиватель 13 имеет возможность прямого хода, величина которого меньше хода прижима 11.
Пресс-форма работает следующим образом.
На матрицу укладывается предварительно прокатанная из абразивной вулканитовой массы пластина 18. Включается пресс, оправка 1 вместе с пуансоном 2, вставкой 5 и выталкивателем 7 перемещается вниз, пластина 18 зажимается между плоским рабочим торцом 3 верхнего пуансона 2 и верхним торцом кольцевого прижима 11, а также между торцами выталкивателя 7 и нижнего цилиндрического пуансона 12. При дальнейшем ходе вниз осуществляется вырубка по наружной режущей кромке 4 и режущей кромке 19 нижнего цилиндрического пуансона 12. При этом совместно с верхним пуансоном 2 перемещается вниз выталкиватель 13. Благодаря тому, что прямой ход выталкивателя 13 меньше хода кольцевого прижима 11, затем осуществляется вырубка кольцевой заготовки круга 6 по режущей кромке 15 выталкивателя 13. После упора ходоограничителя 17 в основание 9 и завершения операции вырубки кольцевой заготовки круга 6 при последующем перемещении осуществляется формование требуемого профиля круга 6 рабочей поверхностью вставки 5 и рабочей поверхностью 14 выталкивателя 13. После завершения технологической операции оправка 1 с верхним пуансоном 2 и вставкой 5 возвращается в исходное положение. При этом выталкиватель 7 извлекает из верхней половины пресс-формы внутреннюю высечку 8, а выталкиватель 13 сформованную заготовку круга 6 из матрицы.
Разработана опытно-промышленная конструкция пресс-формы для производства отрезных абразивных кругов с поднутрением со следующими размерами, предусмотренными ГОСТом 21963-82: наружный диаметр 100 мм, внутренний 20 мм, высота наружной (режущей) кромки круга h = 3мм, в центральной части по посадочному отверстию круга высота составляет 2 мм, что обусловлено ГОСТом 21963-82, который допускает уменьшение высотного размера круга от периферии к центру не более чем на 30%. Исполнительные размеры матрицы, пуансонов, выталкивателей приняты в соответствии с нормативами, действующими в абразивной промышленности.
Опробывание предложенной конструкции пресс-формы показало ее работоспособность. Параметры отрезных абразивных кругов на вулканитовой связке соответствуют ГОСТу.
Предлагаемую пресс-форму целесообразно использовать на предприятиях абразивной промышленности при производстве отрезных кругов на вулканитовой связке.
Источники информации.
1. Основы проектирования и технология изготовления абразивного и алмазного инструмента. Под ред. Ю.М.Ковальчука. М.: Машиностроение, 1984, с. 174.
2. Анализ технологии вырубки заготовок абразивных кругов на вулканитовой связке /Трусковский В.И., Павлов В.А., Чаплыгин Б.А. и др. - Машины и технология обработки давлением порошковых и композиционных материалов: Сб.науч. тр. под ред. Л.А.Баркова, Б.А.Чаплыгина. - Челябинск: Из-во ЧГТУ, 1997, с. 119, рис.2.
3. Оборудование и оснастка предприятий абразивной и алмазной промышленности. Уч. пособие для машиностроительных техникумов /В.А.Рыбаков, В.В.Авакян, О. С. Масевич и др.; Под общ. ред. В.А.Рыбакова. -Л.: Машиностроение, 1981, с. 155, рис. 6.1.
4. Патент РФ N 2101165. Устройство для вырубки абразивных кольцевых заготовок на вулканитовой связке. М.Кл6. B 24 D 18/00. Опубл. 10.01.98. Бюл.N 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| НОЖЕВОЙ ШТАМП | 1998 |
|
RU2127164C1 |
| ЗАГОТОВКА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2147984C1 |
| ШТАМП ВЫРУБНОЙ | 1998 |
|
RU2149073C1 |
| УНИВЕРСАЛЬНЫЙ НОЖЕВОЙ ШТАМП | 2000 |
|
RU2174905C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
| ШТАМП ВЫРУБНОЙ | 2001 |
|
RU2227778C2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2002 |
|
RU2228255C1 |
| СПОСОБ И ШТАМП ДЛЯ ПРОИЗВОДСТВА ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1997 |
|
RU2108228C1 |
| ПОТОЧНО-МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1998 |
|
RU2149748C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2164858C1 |
Изобретение относится к абразивной промышленности и может быть использовано для получения отрезного абразивного круга на вулканитовой связке с двухсторонним поднутрением, с уменьшающейся высотой от периферии к центру в одной пресс-форме за один ход пресса. Пресс-форма содержит оправку с верхним полым пуансоном. В нем смонтирована формовочная вставка верхнего профиля заготовки формуемого круга с выталкивателем внутренней высечки. Матрица состоит из основания и кольца, в которое встроен кольцевой прижим, подпружиненный относительно основания. Внутренний диаметр прижима равен наружному диаметру заготовки круга. В кольцевой полости, образованной кольцевым прижимом и нижним цилиндрическим пуасоном, смонтирован подпружиненный выталкиватель заготовки. Последний выполнен с рабочей поверхностью формования нижнего профиля круга и режущей наружной кромкой. Выталкиватель со стороны плоскости, обращенной к основанию, снабжен ходоограничителем и имеет возможность прямого хода, величина которого меньше хода прижима. Такая конструкция позволяет повысить производительность формования не менее чем в 2 раза и улучшить качество круга. 1 ил.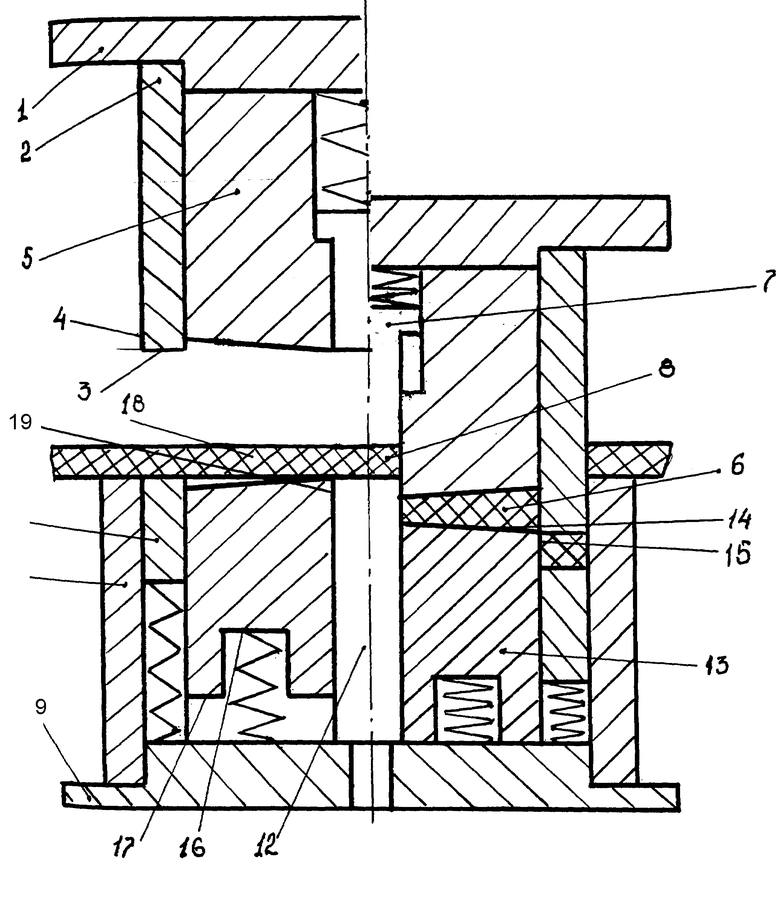
Пресс-форма для производства отрезных абразивных кругов, содержащая оправку, закрепленный на ней верхний полый пуансон с плоским рабочим торцом и режущей кромкой на цилиндре, размещенный внутри указанного пуансона подпружиненный выталкиватель внутренней высечки и матрицу, выполненную в виде основания с кольцом, внутри которого с образованием кольцевой полости расположен нижний цилиндрический пуансон с наружным диаметром, равным внутреннему диаметру заготовки, и смонтирован подпружиненный выталкиватель вырубленной заготовки, отличающаяся тем, что она снабжена жестко закрепленной в полости верхнего пуансона формовочной вставкой верхнего профиля заготовки круга, а также встроенным в кольцо матрицы и подпружиненным относительно ее основания кольцевым прижимом, внутренний диаметр которого равен наружному диаметру заготовки круга, при этом подпружиненный выталкиватель вырубленной заготовки в кольцевой полости матрицы размещен между прижимом и нижним цилиндрическим пуансоном, выполнен с наружной режущей кромкой, рабочей поверхностью формования нижнего профиля заготовки круга и с расположенным со стороны основания матрицы ходоограничителем, а также имеет возможность прямого хода, величина которого меньше хода прижима.
| УСТРОЙСТВО ДЛЯ ВЫРУБКИ АБРАЗИВНЫХ КОЛЬЦЕВЫХ ЗАГОТОВОК НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2101165C1 |
| Штамп для пробивки-вырубки | 1989 |
|
SU1708474A1 |
| Штамп совмещенного действия для вырубки и пробивки неметаллических материалов | 1976 |
|
SU570490A1 |
| ВЫРУБНОЙ ШТАМП С ЭЛАСТИЧНОЙ МАТРИЦЕЙ | 0 |
|
SU310715A1 |
| Опора моста | 2015 |
|
RU2613384C2 |
| Основы проектирования и технология изготовления абразивного и алмазного инструмента./Под ред | |||
| Ю.М.Ковальчука | |||
| - М.: Машиностроение, 1984, с.174 | |||
| Оборудование и оснастка предприятий абразивной и алмазной промышленности./Под ред | |||
| В.А.Рыбакова | |||
| - Л.: Машиностроение, 1981, с.155, рис.61 | |||
| Малов А.Н | |||
| Технология холодной штамповки | |||
| - М.: Государственное издание оборонной промышленности, 1958, с.119, рис.74. | |||

