Изобретение относится к кузнечно- прессовому производству и может быть использовано при изготовлении поковок из крупных кузнечных слитков.
Цель изобретения - повышение производительности процесса нагрева.
На фиг. 1-4 показаны графики нагрева слитков до различных значений температуры осевой зоны.
Способ осуществляется в следующей последовательности этапов нагрева: форсированный нагрев слитка до достижения в осевой зоне температуры, равной 0,75-0,77 температуры плавления, охлаждение поверхности до температуры, равной 0,81-0,83 температуры плавления,путем снижения температуры печи, форсированный нагрев
поверхности слитка до температуры, равной 0,86-0,88 температуры плавления.
Если на первом этапе нагрева температуры осевой зоны ниже или выше указанного предела (0,75-0,77 ТПл), то увеличивается длительность нагрева из-за необходимости дополнительной выдержки для выравнивания температур по сечению, а также имеет место превышение критических температур роста зерна.
Указанное значение температур в осевой зоне, получаемое на первом этапе, определено путем теплотехнических расчетов и выбрано из условия, что при последующем охлаждении поверхности до температуры, равной 0,81-0,83 температуры плавления, происходит выравнивание температур между поверхностью и центром слитка.
О
ю
ON
О vj
СЛ
Пример. Варианты с форсированным нагревом слитка на первом этапе до достижения значения температуры в осевой зоне, находящегося в указанном интервале и за его пределами.5
Нагревают слиток массой 205 m из стали 15Х2НМФА (Тпл. - 1460°С).
На фиг. 1 показано, что на этапе I нагрев осевой зоны (кривая 3) производится до 0,74 Тпя. (Ю80°С), в это время температуры в 10 печи и на поверхности слитка составляют 1250 и 1220°С соответственно. После этого температура печи снижается до 1100°С и при этой температуре производится выдержка до выравнивания температуры по сече- 15 нию слитка (этап II). На этапе III температура печи (кривая 1) повышается, пока поверхность слитка не нагреется до ковочной температуры (1240°С). Общий цикл нагрева увеличивается до 35 ч.
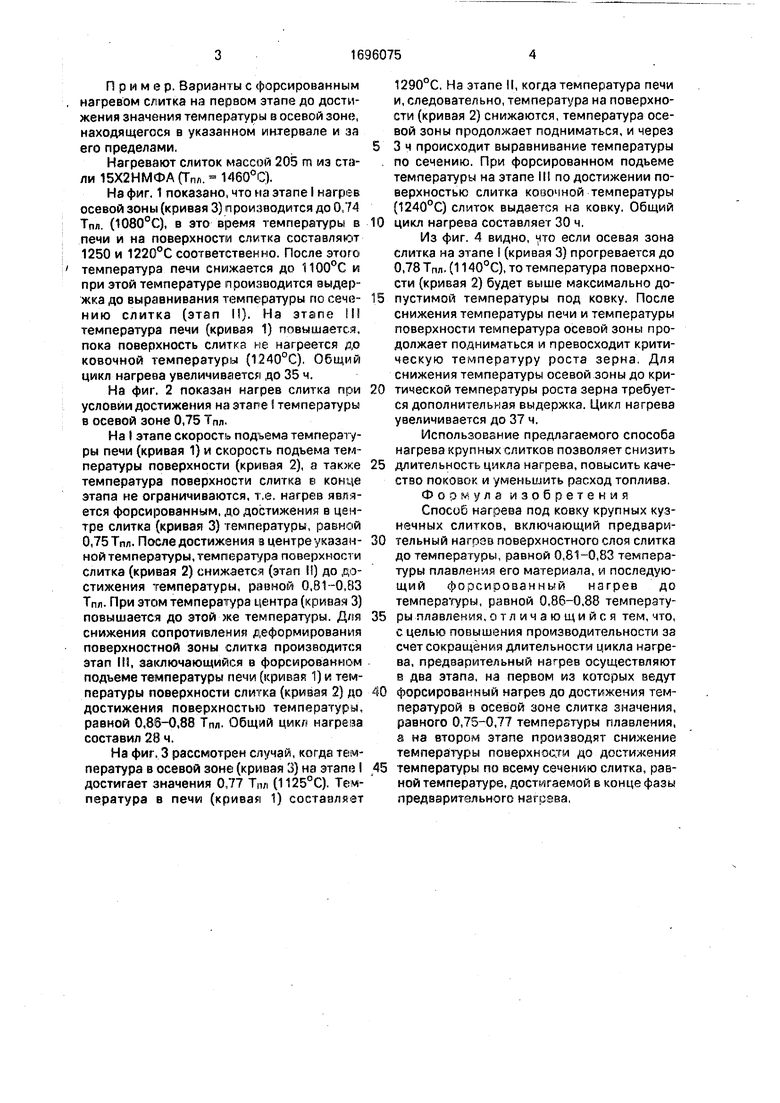
На фиг. 2 показан нагрев слитка при 20 условии достижения на этапе I температуры в осевой зоне 0,75 ТПл.
На I этапе скорость подъема температуры печи (кривая 1) и скорость подъема температуры поверхности (кривая 2), а также 25 температура поверхности слитка в конце этапа не ограничиваются, т.е. нагрев является форсированным, до достижения в центре слитка (кривая 3) температуры, равной 0,75 Тпл. После достижения в центре указан- 30 ной температуры, температура поверхности слитка (кривая 2) снижается (этап II) до достижения температуры, равной 0,81-0,83 Тпл. При этом температура центра (кривая 3) повышается до этой же температуры. Для 35 снижения сопротивления деформирования поверхностной зоны слитка производится этап III, заключающийся в форсированном подъеме температуры печи (кривая 1) и температуры поверхности слитка (кривая 2) до 40 достижения поверхностью температуры, равной 0,86-0,88 Тпл. Общий цикл нагрева составил 28 ч.
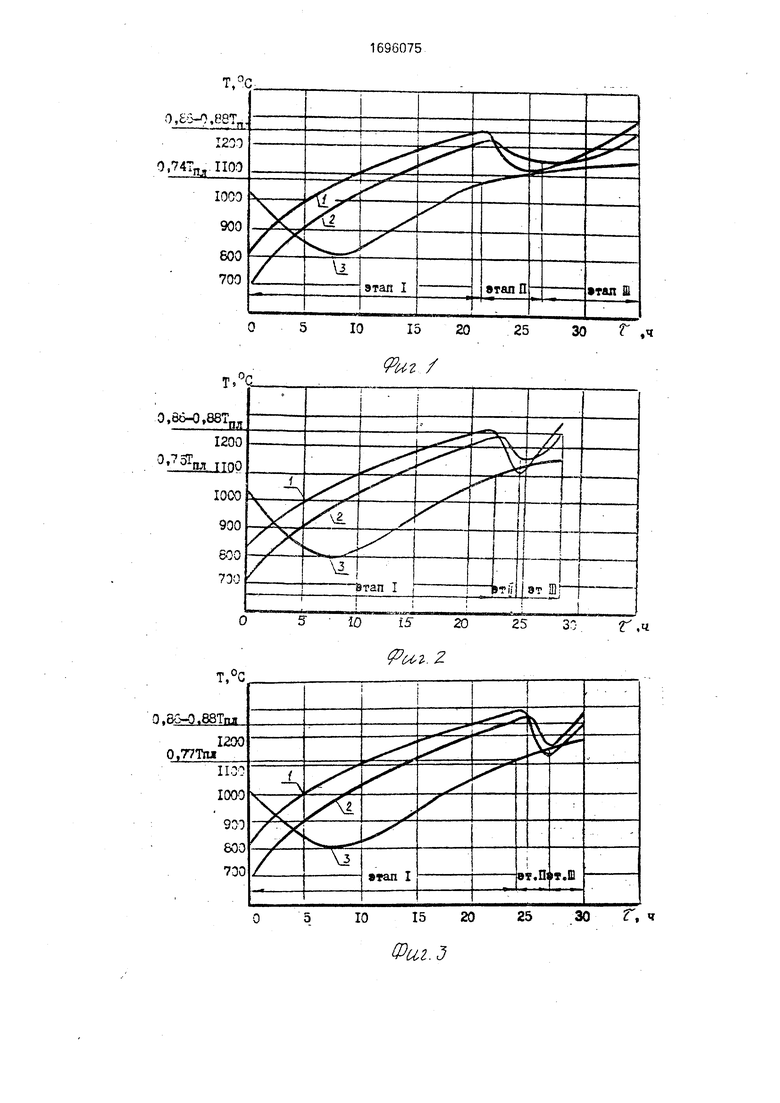
На фиг. 3 рассмотрен случай, когда температура в осевой зоне (кривая 3) на этапе I ,45 достигает значения 0,77 Тпл (1125°С). Температура в печи (кривая 1) составляет
1290°С. На этапе II, когда температура печи и, следовательно, температура на поверхности (кривая 2) снижаются, температура осевой зоны продолжает подниматься, и через 3 ч происходит выравнивание температуры по сечению, При форсированном подъеме температуры на этапе III по достижении поверхностью слитка ковочной температуры (1240°С) слиток выдается на ковку. Общий цикл нагрева составляет 30 ч.
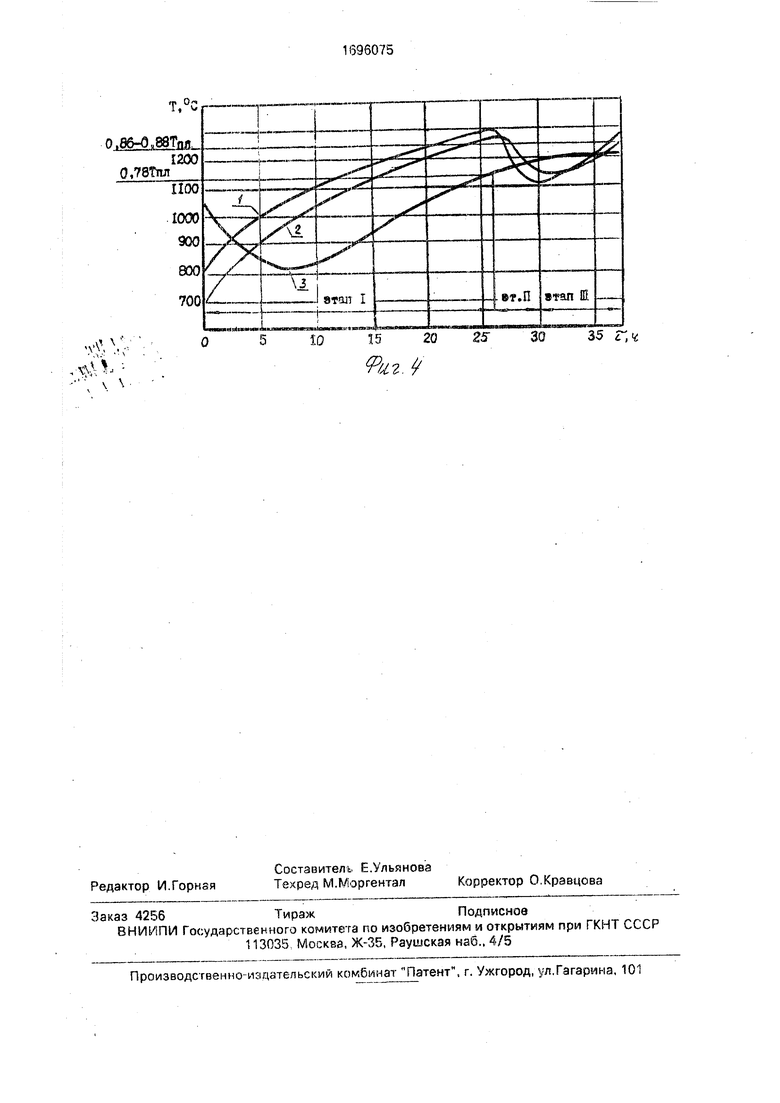
Из фиг. 4 видно, что если осевая зона слитка на этапе I (кривая 3) прогревается до 0,78 Тпл. (1140°С), то температура поверхности (кривая 2) будет выше максимально допустимой температуры под ковку. После снижения температуры печи и температуры поверхности температура осевой зоны продолжает подниматься и превосходит критическую температуру роста зерна. Для снижения температуры осевой зоны до критической температуры роста зерна требуется дополнительная выдержка. Цикл нагрева увеличивается до 37 ч.
Использование предлагаемого способа нагрева крупных слитков позволяет снизить длительность цикла нагрева, повысить качество поковок и уменьшить расход топлива.
Формула изобретения
Способ нагрева под ковку крупных кузнечных слитков, включающий предварительный нагрей поверхностного слоя слитка до температуры, равной 0,81-0,83 температуры плавления его материала, и последующий форсированный нагрев до температуры, равной 0,86-0,88 температуры плавления, отличающийся тем, что, с целью повышения производительности за счет сокращения длительности цикла нагрева, предварительный нагрев осуществляют в два этапа, на первом из которых ведут форсированный нагрев до достижения температурой в осевой зоне слитка значения, равного 0,75-0,77 температуры плавления, а на втором этапе производят снижение температуры поверхности до достижения температуры по всему сечению слитка, равной температуре, достигаемой в конце фазы предварительного нагрэва.
1015 20
Фнг
25
30 Г ,ч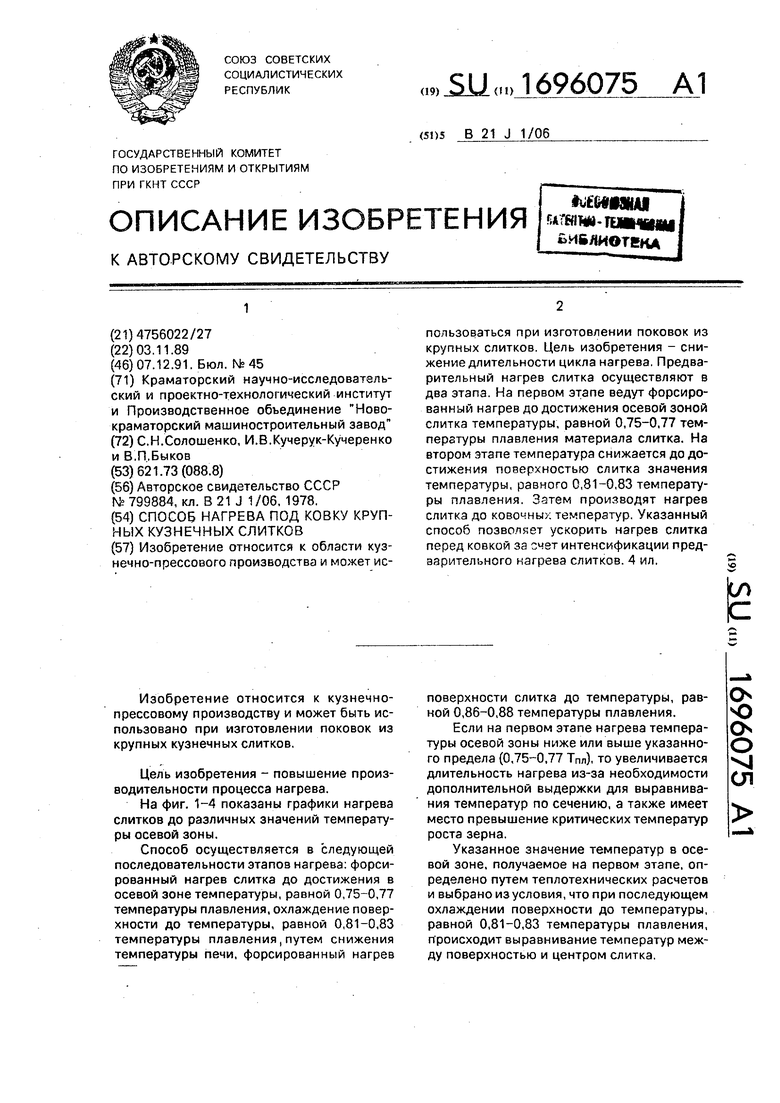
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нагрева под ковку крупныхСлиТКОВ из зАэВТЕКТОидНыХСТАлЕй | 1977 |
|
SU799884A1 |
| СПОСОБ НАГРЕВА СЛИТКОВ ДЛЯ КОВКИ | 1971 |
|
SU295597A1 |
| Способ ковки стальных заготовок | 1988 |
|
SU1697962A1 |
| СПОСОБ КОВКИ КРУПНЫХ слитков | 1969 |
|
SU247758A1 |
| Способ изготовления поковок | 1978 |
|
SU833344A1 |
| Способ ковки ступенчатых поковок | 1986 |
|
SU1489910A1 |
| Способ изготовления поковок типа дисков из высоколегированных жаропрочных сплавов | 1980 |
|
SU867519A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 1990 |
|
RU2083310C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| СПОСОБ КОВКИ КРУПНЫХ ВАЛОВ | 1992 |
|
RU2036745C1 |
Изобретение относится к области куз- нечно-прессового производства и может использоваться при изготовлении поковок из крупных слитков. Цель изобретения - снижение длительности цикла нагрева. Предварительный нагрев слитка осуществляют в два этапа. На первом этапе ведут форсированный нагрев до достижения осевой зоной слитка температуры, равной 0,75-0,77 температуры плавления материала слитка. На втором этапе температура снижается до достижения поверхностью слитка значения температуры, равного 0,81-0,83 температуры плавления. Затем производят нагрев слитка до ковочных температур, Указанный способ позволяет ускорить нагрев слитка перед ковкой за счет интенсификации предварительного нагрева слитков. 4 ил. Ё
О
10 1520
Ра-г Z
25 3
Г,ч
10
15 2025 .30 Т, ч
Фиг.З
| Способ нагрева под ковку крупныхСлиТКОВ из зАэВТЕКТОидНыХСТАлЕй | 1977 |
|
SU799884A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
