Изобретение относится к обработке металлов давлением.
Известен способ ковки крупных слитков, содержащий операции нагрева и подстуживания поверхности слитка с последующи1 1 его обжимом. Однако этот способ не обеспечивает полной проработки зон внецентренной ликвации крупных слитков, это приводит к низкому качеству поковок и большим потерям металла.
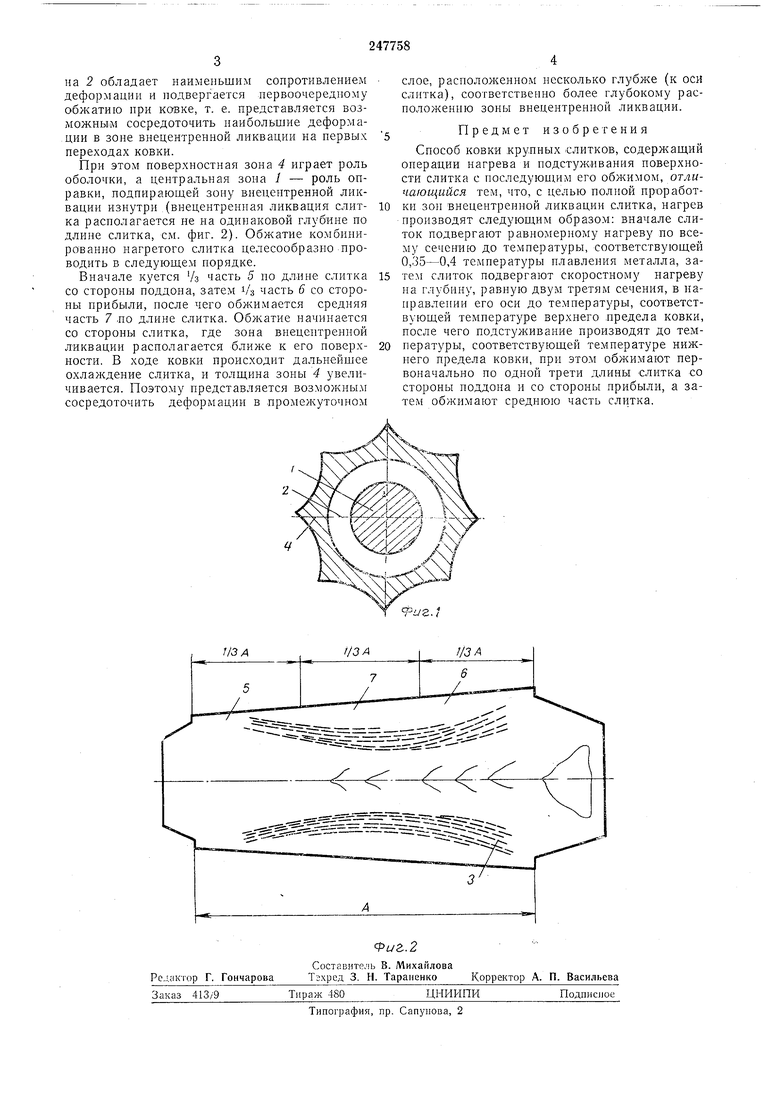
Предложенный способ отличается от известного тем, что, с целью полной проработки зон внецентренной ликвации слитка, нагрев производят следующим образом: вначале слиток подвергают равномерному нагреву по всему сечению до температуры, соответствующей 0,35-0,4 температуры плавления металла, затем слиток подвергают скоростному нагреву на глубину, равную двум третям сечения, в направлении его оси до температуры, соответствующей температуре верхнего предела ковки, после чего подстуживание производят до температуры, соответствующей температуре нижнего предела ковки, при этом облсимают первоначально по одной трети длины слитка со стороны поддона и со стороны прибыли, а затем обжимают среднюю часть слитка.
Крупный слиток нагревается в печи до температуры 0,35-0,4 температуры плавления с прогревом по всему сечению. Эта температура для среднеуглеродистой стали составляет 500-550°С.
Затем слиток подвергается форсированному нагреву с максимально возможной для печи скоростью до температуры верхнего предела ковки (для среднеуглеродистой стали 1250°С).
Па этой стадии нагрева слиток прогревается не по всему сечению, а лищь на его части- от поверхности слитка. Затем он охлаждается на воздухе до температуры нижнего предела ковки (850-900°С) по его поверхносли.
В результате такого ступенчатого нагрева и последующего охлаждения слитка в поперечном сечении создаются три температурные зоны: центральная осевая зона 1, температура которой не выше 980°С; промежуточная кольцевая зона 2, температура которой отвечает верхнему пределу ковочных температур, занимает среднюю треть радиуса сечения и совпадает с зоной внецентренной ликвации 3 и поверхностная зона 4 с температурой 0,6-0,65 температуры плавления, образованная вследствие подстуживания слитка.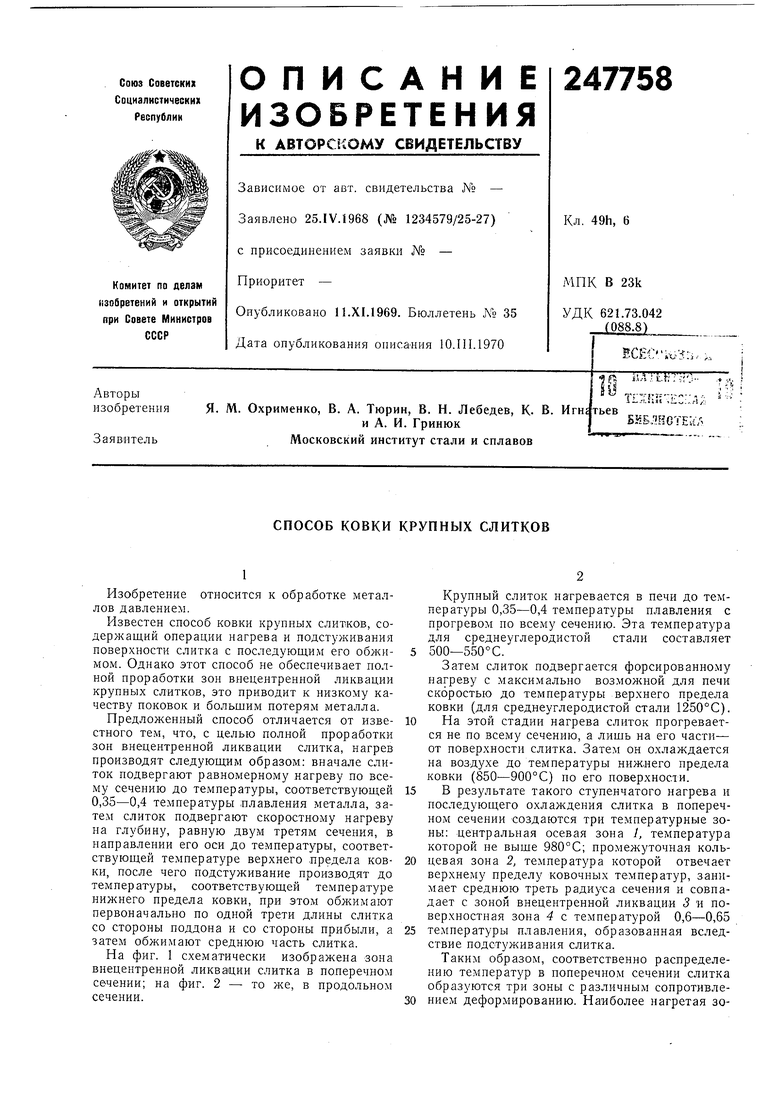
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОТЯЖКИ КРУПНЫХ слитков | 1969 |
|
SU248463A1 |
| СПОСОБ НАГРЕВА СЛИТКОВ ДЛЯ КОВКИ | 1971 |
|
SU295597A1 |
| Способ нагрева под ковку крупныхСлиТКОВ из зАэВТЕКТОидНыХСТАлЕй | 1977 |
|
SU799884A1 |
| Способ ковки крупных поковок | 1979 |
|
SU804151A1 |
| СПОСОБ КОВКИ КРУПНЫХ поковок | 1969 |
|
SU252826A1 |
| Способ получения крупных поковок | 1978 |
|
SU795691A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ БОЛЬШОГО ДИАМЕТРА ИЗ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2002 |
|
RU2272083C2 |
| СПОСОБ ПРОТИВОФЛОКЕННОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОКОВКИ ИЗ СТАЛИ | 2009 |
|
RU2384629C1 |
| СПОСОБ КОВКИ КРУПНОГО СЛИТКА | 1969 |
|
SU244847A1 |
| Способ изготовления полых ступенчатых поковок | 1987 |
|
SU1505651A1 |
