Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении крупных ступенчатых поковок типа прокатных валков из заэвтектоидных сталей.
Цепь изобретения - повышение производительности и качества поковок за счет снижения поверхностного тре- щинообразования.
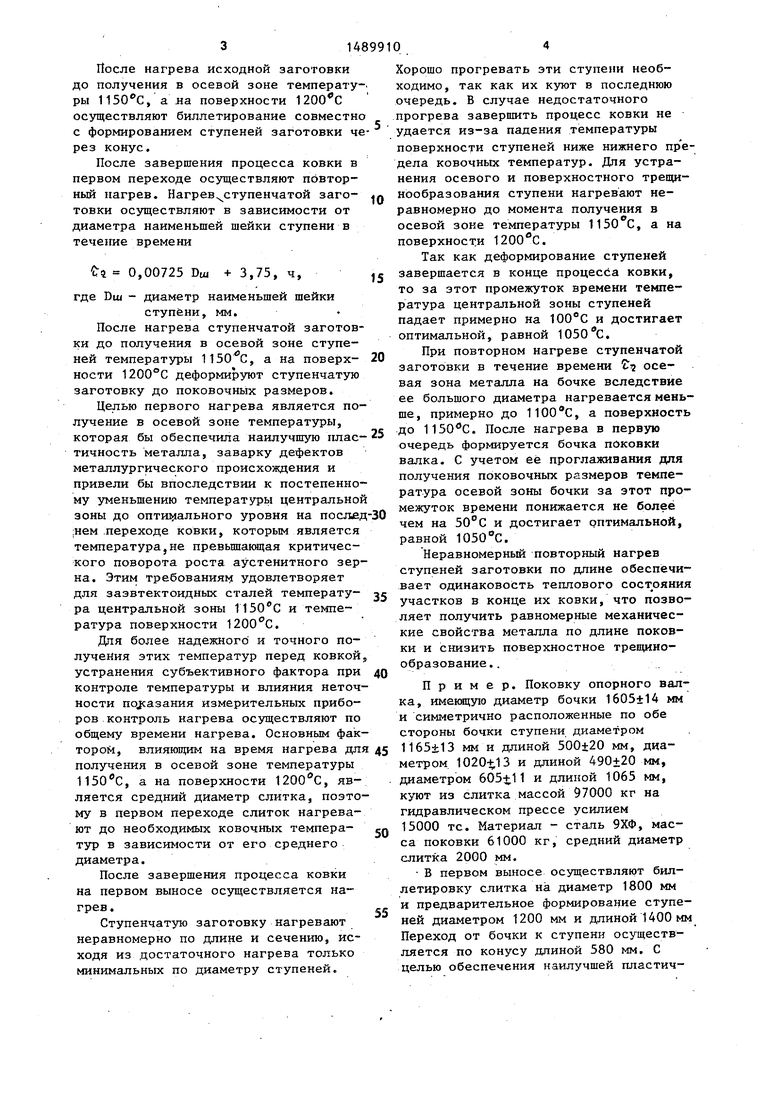
а фиг. 1 показан исходный слиток; на фиг. 2 - поковка после первого перехода; на фиг. 3 - то же, после
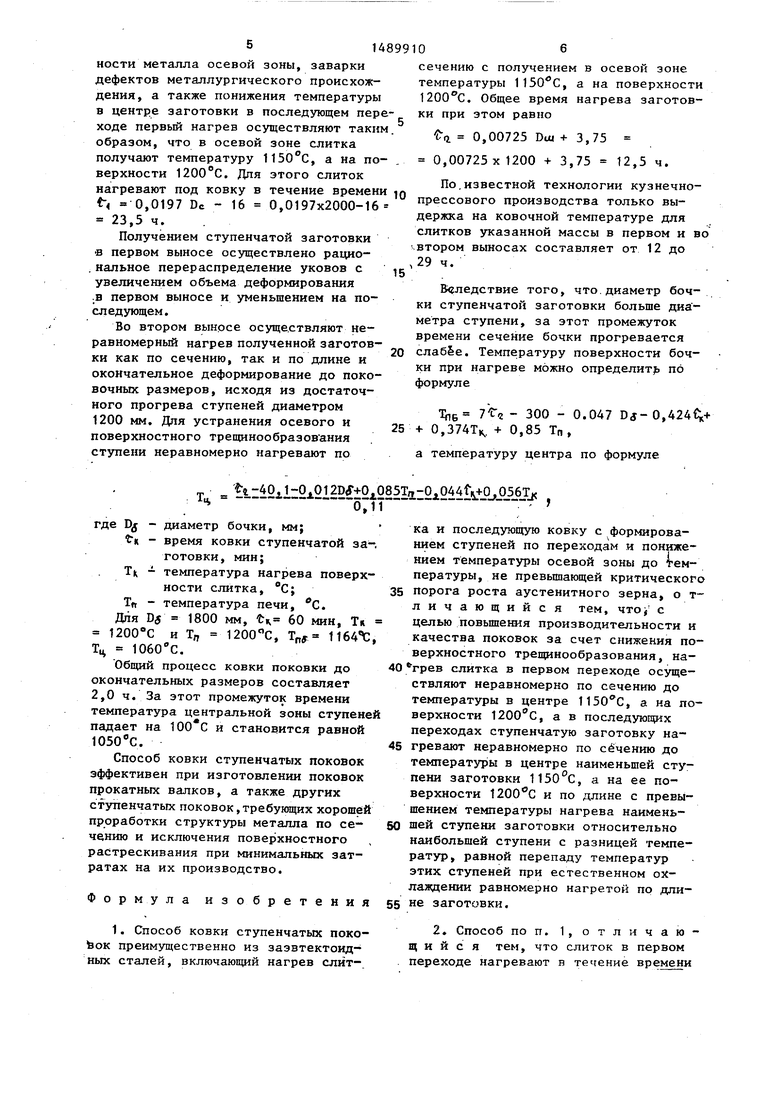
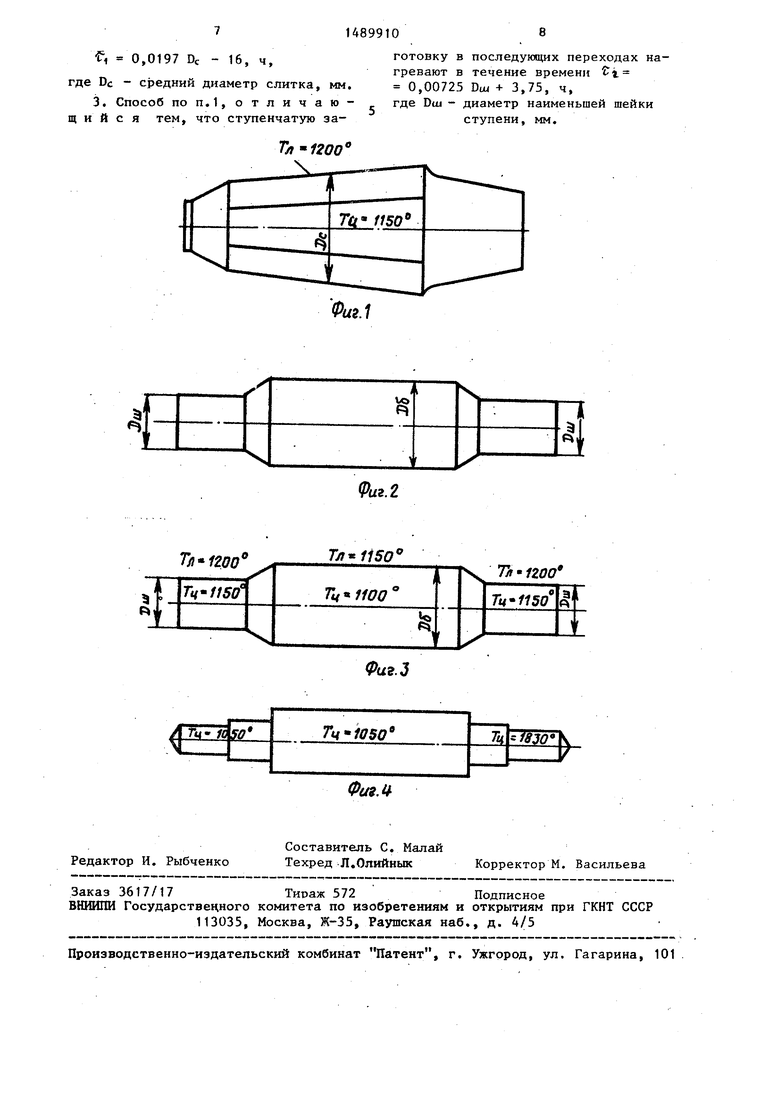
второго нагрева; на фиг. 4 - поковка после второго перехода ковки.
Способ ковки осуществляется следующим образом.
Исходную заготовку - слиток перед процессом ковки помещают в нагревательную печь и нагревают в зависимости от его среднего диаметра до заданных температур в течение времени
t 0,0197 DC - 16, ч, где D - средний диаметр слитка, мм.
темпер ату-. f
314899
После нагрева исходной заготовки до получения в осевой зоне ры , а на поверхности 1200 С осуществляют биллетирование совместно с формированием ступеней заготовки че рез конус.
После завершения процесса ковки в первом переходе осуществляют повторный нагрев. Нагрев ступенчатой заготовки осуществляют в зависимости от диаметра наименьшей шейки ступени в течение времени
10
0
Хорошо прогревать эти ступени необходимо, так как их куют в последнюю очередь. В случае недостаточного прогрева завершить процесс ковки не удается из-за падения температуры поверхности ступеней ниже нижнего пр е- дела ковочных температур. Для устранения осевого и поверхностного трещи- нообразования ступени нагревают нев на
равномерно до момента получения осевой зоне температуры 1150 С, а поверхности 1200 с.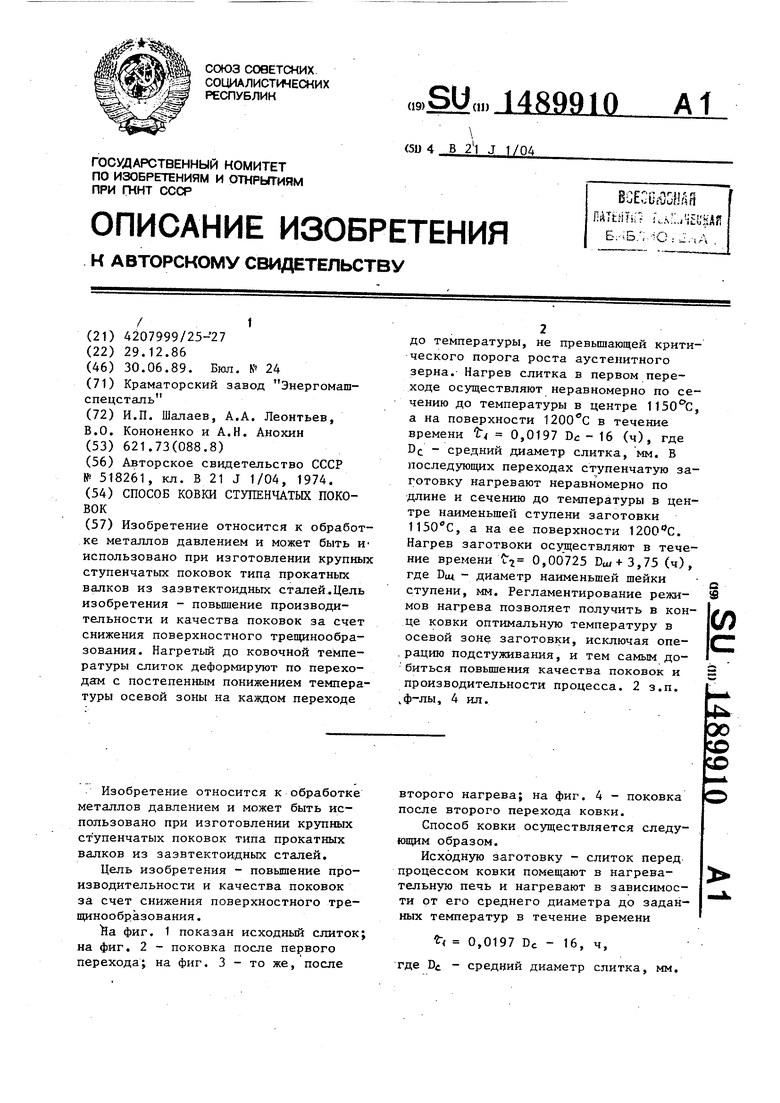
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки поковок ступенчатых валов | 1989 |
|
SU1697972A1 |
| Способ ковки прокатных валков в режиме упрочнение-регламентированная пауза-разупрочнение | 1986 |
|
SU1468635A1 |
| Способ ковки поковок | 1973 |
|
SU567534A1 |
| Способ ковки поковок типа штамповых кубиков | 1986 |
|
SU1424926A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| Способ ковки валов | 1990 |
|
SU1761365A1 |
| Способ ковки поковок типа валов | 1991 |
|
SU1816242A3 |
| Способ изготовления полых ступенчатых поковок | 1987 |
|
SU1505651A1 |
| Способ ковки ступенчатых поковок | 1986 |
|
SU1480945A1 |
| Способ ковки крупных слитков | 1980 |
|
SU940983A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении крупных ступенчатых поковок типа прокатных валков из заэвтектоидных сталей. Цель изобретения - повышение производительности и качества поковок за счет снижения поверхностного трещинообразования. Нагретый до ковочной температуры слиток деформируют по переходам с постепенным понижением температуры осевой зоны на каждом переходе до температуры, не превышающей критического порога роста аустенитного зерна. Нагрев слитка в первом переходе осуществляют неравномерно по сечению до температуры в центре 1150°*С, а на поверхности 1200°*С в течение времени τ1=0,0197 Дс-16, ч, где Дс - средний диаметр слитка, мм. В последующих переходах ступенчатую заготовку нагревают неравномерно по длине и сечению до температуры в центре наименьшей ступени заготовки 1150°*С, а на ее поверхности 1200°*С. Нагрев заготовки осуществляют в течение времени τ2=0,00725 Дш+3,75, ч, где Дш - диаметр наименьшей шейки ступени, мм. Регламентирование режимов нагрева позволяет получить в конце ковки оптимальную температуру в осевой зоне заготовки, исключив операцию подстуживания, и тем самым добиться повышения качества поковок и производительности процесса. 2 з.п. ф-лы, 4 ил.
е
0,00725 Dtu + 3,75, ч,
где Dtu - диаметр наименьшей шейки ступени, мм..
После нагрева ступенчатой заготовки до получения в осевой зоне ступеней температуры 1150 С, а на поверхности 1200°С деформируют ступенчатую заготовку до поковочных размеров.
Целью первого нагрева является получение в осевой зоне температуры.
Так как деформирование ступеней завершается в конце процесса ковки то за этот промежуток времени темп ратура центральной зоны ступеней
ЮО С
падает примерно на
и достига
20
оптимальной, равной 1050 С.
При повторном нагреве ступенчат заготовки в течение времени t осе вая зона металла на бочке вследств ее большого диаметра нагревается ме ше, примерно до , а поверхно
- 94 до . После нагрева в первую
которая бы обеспечила наилучшую плас- «
очередь формируется бочка поковки
35
40
тичность металла, заварку дефектов металлургического происхождения и привели бы впоследствии к постепенному уменьшению температуры центральной зоны до оптщ1ального уровня на послед-30 :нем .переходе ковки, которым является температура,не превьшгакяцая критического поворота роста аустенитного зерна. Этим требованиям удовлетворяет для заэвтектоидных сталей температура центральной зоны 1150 С и температура поверхности .
Для более надежного и точного получения этих температур перед ковкой, устранения субъективного фактора при контроле температуры и влияния неточности пo caзaния измерительных приборов контроль нагрева осуществляют по общему времени нагрева. Основным фактором, влияющим на время нагрева для 45 получения в осевой зоне температуры , а на поверхности 1200 с, является средний диаметр слитка, поэтому в первом переходе слиток нагревают до необходимых ковочных температур в зависимости от его среднего диаметра.
После завершения процесса ковки на первом выносе осуществляется нагрев.
Ступенчатую заготовку нагревают неравномерно по длине и сечению, исходя из достаточного нагрева только минимальных по диаметру ступеней.
50
55
валка. С учетом её проглажнвания д получения поковочных размеров темп ратура осевой зоны бочки за этот п межуток времени понижается не боле чем на и достигает рптимально равной .
Неравномерный повторный нагрев ступеней заготовки по длине обеспе вает одинаковость теплового участков в конце их ковки, что поз ляет получить равномерные механиче кие свойства металла по длине поко ки и снизить поверхностное трещино образование..
Пример. Поковку опорного в ка, имеющую диаметр бочки 1605±14 и симметрично расположенные по обе стороны бочки ступени диаметром 1165±13 мм и длиной 500+20 мм, диа метром 1020+13 и длиной 490+20 мм, диаметром 605+.11 и длиной 1065 мм, куют из слитка массой 97000 кг на гидравлическом прессе усилием 15000 тс. Материал - сталь 9ХФ, ма са поковки 61000 кг, средний диаме слитка 2000 мм.
В первом выносе осуществляют би летировку слитка на диаметр 1800 м и предварительное формирование сту ней диаметром 1200 мм и длиной 1400 Переход от бочки к ступени осущест ляется по конусу длиной 580 мм. С целью обеспечения наилучшей пласти
Так как деформирование ступеней завершается в конце процесса ковки, то за этот промежуток времени температура центральной зоны ступеней
ЮО С
падает примерно на
и достигает
оптимальной, равной 1050 С.
При повторном нагреве ступенчатой заготовки в течение времени t осевая зона металла на бочке вследствие ее большого диаметра нагревается меньше, примерно до , а поверхность
5
0
0
5
0
5
валка. С учетом её проглажнвания для получения поковочных размеров температура осевой зоны бочки за этот промежуток времени понижается не более чем на и достигает рптимальной, равной .
Неравномерный повторный нагрев ступеней заготовки по длине обеспечивает одинаковость теплового сост ояния участков в конце их ковки, что позволяет получить равномерные механические свойства металла по длине поковки и снизить поверхностное трещино- образование..
Пример. Поковку опорного валка, имеющую диаметр бочки 1605±14 мм и симметрично расположенные по обе стороны бочки ступени диаметром 1165±13 мм и длиной 500+20 мм, диаметром 1020+13 и длиной 490+20 мм, диаметром 605+.11 и длиной 1065 мм, куют из слитка массой 97000 кг на гидравлическом прессе усилием 15000 тс. Материал - сталь 9ХФ, масса поковки 61000 кг, средний диаметр слитка 2000 мм.
В первом выносе осуществляют бил- летировку слитка на диаметр 1800 мм и предварительное формирование ступеней диаметром 1200 мм и длиной 1400 мм Переход от бочки к ступени осуществляется по конусу длиной 580 мм. С целью обеспечения наилучшей пластич5148
ности металла осевой зоны, заварки дефектов металлургического происхождения, а также понижения температуры в центре заготовки в последующем переходе первый нагрев осуществляют таким образом, что в осевой зоне слитка получают температуру 1150 С, а на поверхности . Для этого слиток нагревают под ковку в течение времени tt 0,0197 DC - 16 0,0197x2000-16 23,5 ч. .
Получением ступенчатой заготовки в первом выносе осуществлено рациональное перераспределение уковов с увеличением объема деформирования .в первом выносе и уменьшением на последующем.
Во втором выносе осуществляют неравномерный нагрев полученной заготовки как по сечению, так и по длине и окончательное деформирование до поковочных размеров, исходя из достаточного прогрева ступеней диаметром 1200 мм. Дпя устранения осевого и поверхностного трещннообразов ания ступени неравномерно нагревают по
г-г-40 1-0 j 012D«r+0 085T2 -0 044t4 +0,056Tj
Djj - диаметр бочки, мм;
-время ковки ступенчатой за-. готовки, мин;
-температура нагрева поверхности слитка, °С;
tx Тц
Тп - температура печи, С.
1800 мм, tr 60 мин, TR о,
Дпя D
1200 С и Т„ , Тп, 1164 Тц ЮбО с.
Общий процесс ковки поковки до окончательных размеров составляет 2,0 ч. За этот промежуток времени температура центральной зоны ступене падает на 100 Си становится равной .
Способ ковки ступенчатых поковок эффективен при изготовлении поковок прокатных валков, а также других ступенчатых поковок,требунлцих хорошей проработки структуры металла по сечению и исключения поверхностного растрескивания при минимальных затратах на их производство.
Фор м у ла изобретения
Q
15
0
5
106
сечению с получением в осевой зоне температуры , а на поверхности 1200 С. Общее время нагрева заготовки при этом равно
0,00725 Dtu + 3,75 О,00725X 1200 + 3,75 12,5 ч.
По.известной технологии кузнечно- прессового производства только выдержка на ковочной температуре для слитков указанной массы в первом и во
автором выносах составляет от 12 до
,29 ч.
Вследствие того, что.диаметр бочки ступенчатой заготовки больше диаметра ступени, за этот промежуток времени сечение бочки прогревается слабее. Температуру поверхности бочки при нагреве можно определит по формуле
ц 7 Т,г - 300 - 0.047 , + 0,3741,. + 0,85 Тп,
а температуру центра по формуле
ка и последующую ковку с формированием ступеней по переходам и понижением температуры осевой зоны до температуры, не превышающей критического
порога роста аустенитного зерна, о т- личающийся тем, 4TOi с целью повьш1ения производительности и качества поковок за счет снижения поверхностного трещинообразования, слитка в первом перекоде осуществляют неравномерно по сечению до температуры в центре 1150 С, а на поверхности 1200 С, а в последующих переходах ступенчатую заготовку нагревают неравномерно по сечению до температуры в центре наименьшей ступени заготовки , а на ее поверхности 1200 С и по длине с превышением температуры нагрева наименьшей ступени заготовки относительно наибольшей ступени с разницей температур, равной перепаду температур этих ступеней при естественном охлаждении равномерно нагретой по длине заготовки.
1 0,0197 DC - 16, ч,
где DC - с редний диаметр слитка, мм. 3. Способ поп.1,отличаю- щ и и с я тем, что ступенчатую заT/i lZOO
готовку в последующих переходах нагревают в течение времени i 0,00725 DLU + 3,75, ч, где Doj - диаметр наименьшей шейки ступени, мм.
Фиг.З
| Способ ковки поковок | 1974 |
|
SU518261A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
