(21)4334902/23-02
(22)30.11.87
(46) 15.05.90. Бюл. № 18
(75) Б.П.Трапезников, В.П.Манатов
и Ю.Е.Ислентьев
(53) 621.7.045 (088.8)
(56) Авторское свидетельство СССР
№ 467780, кл. В 22 С 9/18, 1976.
Литье по выплавляемым моделям. Инженерная монография./ Под ред. Я.И.Шкленника, Машгиз, 1961, с.205206.
Цошпарж И..и др. Производство точных отливок. М.: Машиностроение, 1979, с.47, 54, 62.
(54) БЛОК ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК В КЕРАМИЧЕСКИХ ФОРМАХ
(57) Изобретение относится к литейному производству, а именно к получению отливок в керамических формах методом литья по выплавляемым моделям. Цель изобретения - снижение брака отливок и повышение прочности литниковой воронки на. всех технологических этапах, включая заливку формы металлом. Блок выплавляемых моделей содержит надетые на металлический стояк 1, изготовленные из модельной мйссы опорный колпачок 2, модельные
| название | год | авторы | номер документа |
|---|---|---|---|
| Блок для получения отливок в керамических формах | 1989 |
|
SU1696098A1 |
| Литейная керамическая форма для литья по выплавляемым моделям | 1990 |
|
SU1787652A1 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| Модельный блок для литья по выплавляемым моделям | 1990 |
|
SU1740099A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ) | 2013 |
|
RU2539894C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2418648C2 |
| ОТЛИВКИ В ЭЛЕКТРОМАГНИТНОЙ ФОРМЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2008 |
|
RU2402405C2 |
| Стояк для литья по выплавляемым моделям | 1990 |
|
SU1748917A1 |
| Блок выплавляемых моделей для изготовления керамических форм | 1979 |
|
SU869934A1 |
| Способ удаления легкоплавких моделей из оболочковых форм | 1990 |
|
SU1764771A1 |
Изобретение относится к литейному производству, а именно к получению отливок в керамических формах методом литья по выплавляемым моделям. Цель изобретения - снижение брака отливок и повышение прочности литниковой воронки на всех технологических этапах, включая заливку формы металлом. Блок выплавляемых моделей содержит надетые на металлический стояк 1, изготовленные из модельной массы опорный колпачок 2, модельные звенья 3, втулку 4 и модель литниковой воронки 5, имеющую разделенные кольцевым буртом 6 цилиндрическую часть 7 и часть 8 в виде усеченного конуса с ребрами жесткости 9, на которых у основания бурта 6 с натягом установлено разрезное стальное кольцо 10. 4 ил.
Л
i
А
СЛ
е к
315638374
звенья 3, втулку k и модель литнико- конуса с ребрами 9 жесткости, на
вой воронки 5S имеющую разделенные кольцевым буртом 6 цигиндрическую часть 7 и часть 8 в виде усеченного
которых у основания бурта 6 с нат гом установлено разрезное стально кольцо 10. 4 ил.
Изобретение относится к литейному производству, а именно к получению отливок в керамических формах методом литья по выплавляемым моделям.
Цель изобретения - снижение брака отливок и повышение прочности литни- ковой воронки на всех технологических этапах, включая заливку формы металлом,
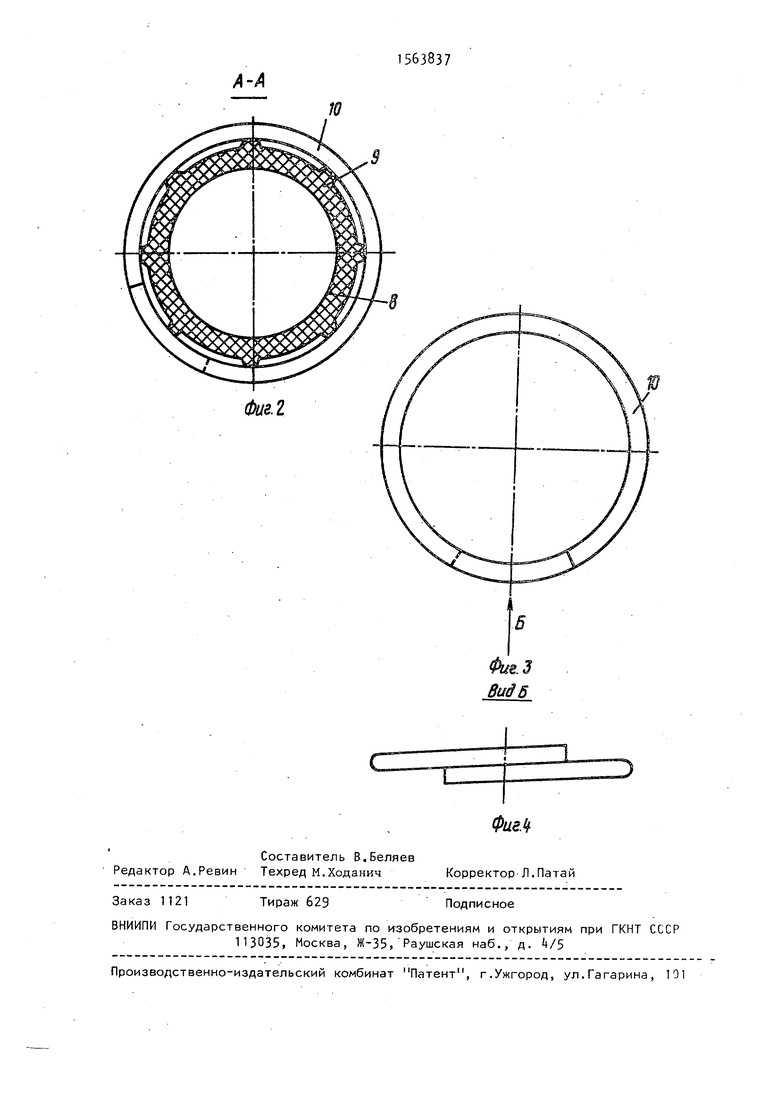
На фиг. 1 показан блок выплавляемых моделей для получения отливок в керамических формах; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - стальное разрезное кольцо; на фиг.А- вид Б на фиг. 3.
Блок выплавляемых моделей для по- лучения отливок в керамических формах содержит надетые на металлический стояк 1 изготовленные из модельной массы опорный колпачок 2, модельные звенья 3, вт улку и модель лит- никовой воронки 5, имеющую разделенные кольцевым буртом 6 цилиндрическую часть 7 и обращенную к ней большим диаметром часть 8 в виде усеченного конуса с ребрами 9 жесткости, выпол- ненными вдоль образующей конуса (модель литниковой воронки 5 может быть Во полнена и без цилиндрической части 7). На ребрах 9 жесткости коничес- к©й части 8 модели литниковой воронки 5 У основания бурта б с натягом установлено разрезное кольцо 10 из стальной проволоки, концы которого заходят друг за друга или располагаются встык.
Блок выплавляемых моделей для получения отливок в керамических формах работает следующим образом.
Так как кольцо 10 установлено на ребрах 9 жесткости, то между кольцом 10 и конической поверхностью модели литниковой воронки 5 образуется зазор. В процессе изготовления керамической формы огнеупорная суспензия смачивает стальное кольцо 10 и заполняет зазор между кольцом 10 и коникоторых у основания бурта 6 с натягом установлено разрезное стальное кольцо 10. 4 ил.
ческой поверхностью модели литниковой воронки 5. После изготовления керамической формы кольцо 10 наудится внутри керамической литниковой воронки 5.
Литниковые чаши в керамических формах, изготовленные на основе кристаллического кварца.,не выдерживают теплового и ударного действия потока металла и разрушаются при заливке форм или раньше при выплавке или обжиге. Это приводит к засору или недоливу отливок, расположенных в верхних рядах блока, снижает выход д-одно- го литья, повышает брак литья и повышает себестоимость литья в целом.
Учитывая требование к высокому уровню производительности труда на автоматизированных линиях изготовления керамических форм, стальное кольцо выбрано разрезным и одевается на ребра жесткости модели литниковой чаши, позволяя в дальнейшем автоматизировать последующие операции.
формула изобретен.и я
Блок выплавляемых моделей для получения отливок в керамических формах, содержащий металлический стояк, модель литниковой воронки, выполненную в виде усеченного конуса с кольцеобразным буртом со стороны большего диаметра и ребрами жесткости, выполненными вдоль образующих конуса, комплект модельных звеньев, надетых на стояк, и опорный скрепляющий колпачок, отличающийся тем, что, с целью снижения брака отливок и повышения прочности литниковой воронки на всех технологических этапах, включая заливку формы металлом, модель литниковой воронки блока снабжена разрезным кольцом, выполненным из стальной проволоки, концы которой заходят друг за друга или рэсполага- ются встык.
Редактор А.Ревин
Составитель В.Беляев Техред М.Ходаннч
Заказ 1121
Тираж 629
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г.Ужгород, ул.Гагарина, 101
Вид 5
Корректор Л.Патай
Подписное
