L
U
Изобретение относится к оборудованию для индукционного нагрева и может быть использовано в инструментальном производстве при индукционной пайке отрезных алмазных сегментных кругов.
Известны устройства для индукционного нагрева деталей, содержащие индуктор, подключенный к источнику нагрева генератора токов высокой частоты, рабочий стол с опорами и шарниром для размещения деталей в процессе нагрева. Устройства позволяют производить нагрев в условиях заданного температурного режима работы индуктора и саморегулирования рабочего зазора индуктор - деталь по участкам в процессе нагрева.
Недостатком известных устройств является отсутствие дозирования нагрева в зависимости от физических параметров системы индуктор - деталь. Режимы нагрева выбираются ответным путем и не обеспечивают стабильности и повторяемости процесса
Наиболее близким к предлагаемому является устройство для индукционного нагрева деталей, содержащее индуктор, подключенный к источнику нагрева, базовые (несущие) опоры для размещения деталей при нагреве, датчик перемещений в виде пьезокерамической ппастины, подключенной электродами к блоку управления нагревом устанавливаемой с обеспечением акустического контакта на поверхность нагреваемой детали. УстройстЕю обеспечивает дозирование нагрева в области температур магнитных превращений по изменению магнитострикциоыной деформации нагреваемой детали.
К недостаткам устройства относится следующее: при смене деталей или переходе к нагреву различных участков детали необходимы переустановка и крепление пьезокерамической пластины. При этом не обеспечиваются повторяемость акустического контакта и, как следствие, повторяемость (стабильность) дозирования нагрева.
Для получения устойчивого сигнала магнитострикционной деформации необходимо приближать датчик к зоне нагрева. В этих условиях пьезокерамическая пластина подвергается тепловому воздействию, в результате чего не обеспечивается повторяемость электрического сигнала под воздействием магнитострикционных колебаний детали.
Цель изобретения - повышение качества обработки путём обеспечения стабильности (повторяемости) нагрева.
На фиг,1 изображено устройство для индукционного нагрева деталей под пайку
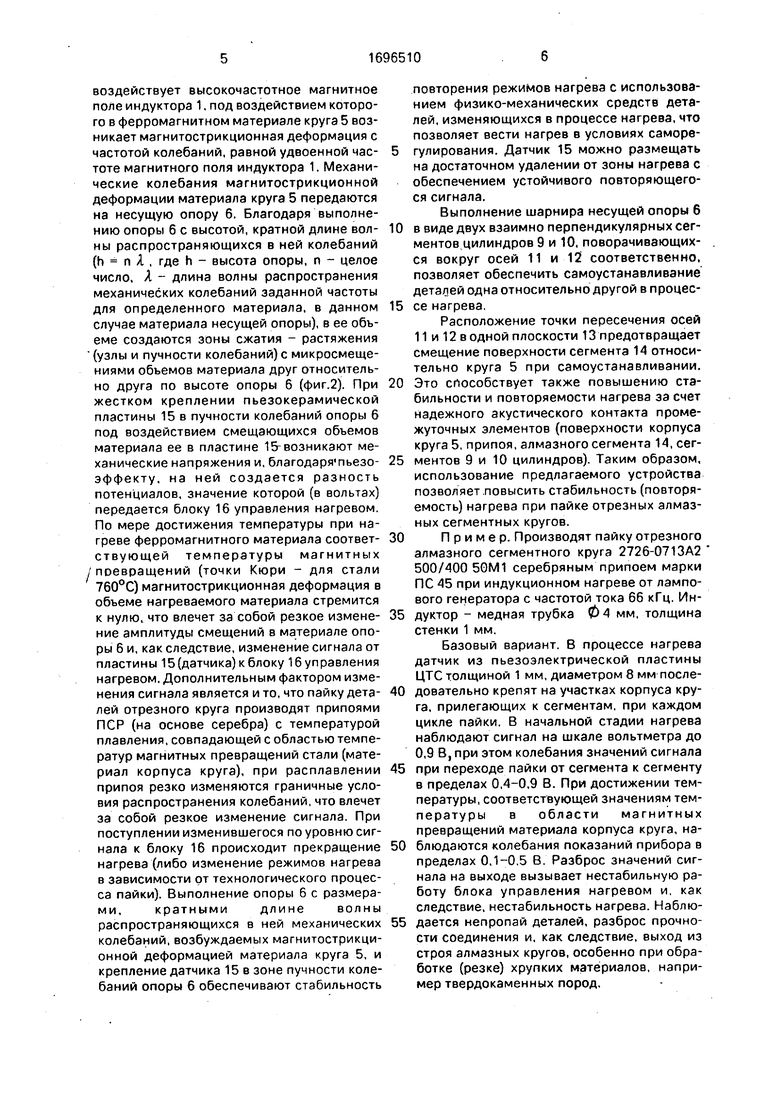
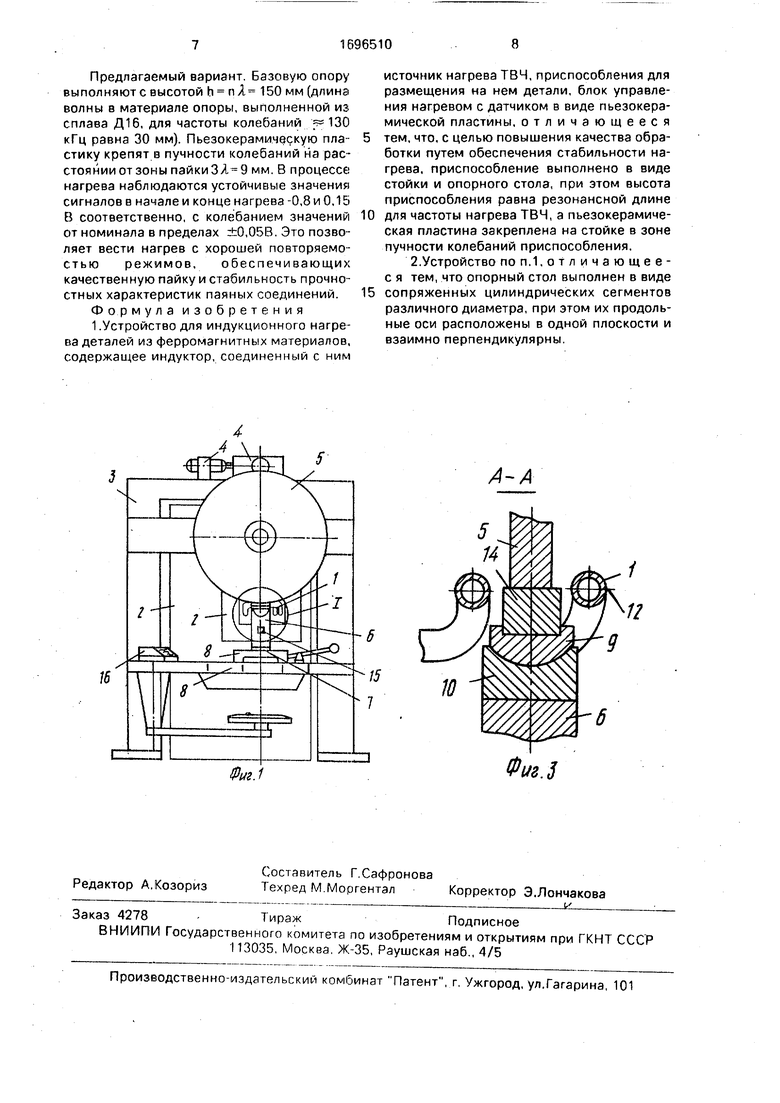
отрезного алмазного сегментного круга; на фиг.2 -узел I на фиг.1, рабочая зона устройства с эпюрой смещений в несущей опоре при распространении в ней колебаний, возбуждэемых магнитострикционной деформацией материала нагреваемых деталей (корпуса алмазного сегментного круга); на фиг.З - разрез А-А на фиг.2.
Устройство (фиг. 1) содержит индуктор 1,
0 выполненный в виде медной водоохлаждае- мой трубки, подключенной к токоведущим шинам источника 2 нагрева (установка токов высокой частоты - показаны тонкими линиями), несущую опору 3 с приводом 4
5 для установки и поворота корпуса круга 5, приспособление для размещения на нем детали в виде опорного стола и стойки 6, прокладку 7 на рабочем столе 8. Опорный стол выполнен в виде сопряженных сегментов
0 цилиндров 9 и 10 различного диаметра, оси 11 и 12 которых расположены перпендикулярное плоскости 13 контакта корпуса круга 5 с алмазным сегментом 14 в процессе нагрева. Сегменты цилиндров 9 и 10 установ5 лены с возможностью поворота вокруг осей 11 и 12 соответственно. Несущая опора 6 снабжена датчиком перемещений в виде пьезокерамической пластины 15, закрепленной с обеспечением акустического кон0 такта в пучности колебаний опоры 6 и подключенной своими электродами + и - к блоку 16 управления нагревом.
Устройство работает следующим образом.
5 Алмазный сегмент 14 с размещенным на нем слоем припоя устанавливают, как показано на фиг.2, на опорном столе 6, а корпус круга 5 - на несущей опоре 3, Сегмент 14 с припоем прижимают с заданным
0 усилием от пружины 17 к корпусу круга 5 и включают нагрев. По мере достижения температуры плавления припоя и полного его расплавления, по изменению сигнала датчика пьезокерамической пластины 15, по5 ступающего на блок 16 управления нагревом, нагрев прекращается. После этого на шарнир несущей опоры 6 устанавливается новый алмазный сегмент 14с припоем, корпус круга 5 поворачивают на заданный
0 угол и цикл повторяется.
К алмазным отрезным сегментным кругам предъявляются высокие требования к прочности при соединении алмазных сегментов к корпусу круга. В этих условиях
5 очень важным является поддержание стабильных и повторяемых с высокой точностью режимов процесса пайки. Поставленная задача в данном устройстве достигается за счет следующего принципа действия. При нагреве на корпус круга 5
воздействует высокочастотное магнитное поле индуктора 1, под воздействием которого в ферромагнитном материале круга 5 возникает магнитострикционная деформация с частотой колебаний, равной удвоенной частоте магнитного поля индуктора 1. Механические колебания магнитострикционной деформации материала круга 5 передаются на несущую опору 6. Благодаря выполнению опоры б с высотой, кратной длине волны распространяющихся в ней колебаний (h п Я , где h - высота опоры, п - целое число, А - длина волны распространения механических колебаний заданной частоты для определенного материала, в данном случае материала несущей опоры), в ее объеме создаются зоны сжатия - растяжения
(узлы и пучности колебаний) с микросмещениями объемов материала друг относительно друга по высоте опоры 6 (фиг.2). При жестком креплении пьезокерамической пластины 15 в пучности колебаний опоры 6 под воздействием смещающихся объемов материала ее в пластине 15-возникают механические напряжения и, благодаря пьезо- эффекту, на ней создается разность потенциалов, значение которой (в вольтах) передается блоку 16 управления нагревом. По мере достижения температуры при нагреве ферромагнитного материала соответствующей температуры магнитных
превращений (точки Кюри - для стали 760°С) магнитострикционная деформация в объеме нагреваемого материала стремится к нулю, что влечет за собой резкое изменение амплитуды смещений в материале опоры 6 и, как следствие, изменение сигнала от пластины 15 (датчика) к блоку 16 управления нагревом. Дополнительным фактором изменения сигнала является и то, что пайку деталей отрезного круга производят припоями ПСР (на основе серебра) с температурой плавления, совпадающей с областью температур магнитных превращений стали (материал корпуса круга), при расплавлении припоя резко изменяются граничные условия распространения колебаний, что влечет за собой резкое изменение сигнала. При поступлении изменившегося по уровню сигнала к блоку 16 происходит прекращение нагрева (либо изменение режимов нагрева в зависимости от технологического процесса пайки). Выполнение опоры 6 с размерами, кратными длине волны распространяющихся в ней механических колебаний, возбуждаемых магнитострикционной деформацией материала круга 5, и крепление датчика 15 в зоне пучности колебаний опоры 6 обеспечивают стабильность
повторения режимов нагрева с использованием физико-механических средств деталей, изменяющихся в процессе нагрева, что позволяет вести нагрев в условиях саморегулирования. Датчик 15 можно размещать на достаточном удалении от зоны нагрева с обеспечением устойчивого повторяющегося сигнала.
Выполнение шарнира несущей опоры б
в виде двух взаимно перпендикулярных сегментов цилиндров 9 и 10, поворачивающихся вокруг осей 11 и 12 соответственно, позволяет обеспечить самоустанавливание деталей одна относительно другой в процессе нагрева,
Расположение точки пересечения осей 11 и 12 в одной плоскости 13 предотвращает смещение поверхности сегмента 14 относительно круга 5 при самоустанавливании.
Это способствует также повышению стабильности и повторяемости нагрева за счет надежного акустического контакта промежуточных элементов (поверхности корпуса круга 5, припоя, алмазного сегмента 14, сегментов 9 и 10 цилиндров). Таким образом, использование предлагаемого устройства позволяет повысить стабильность (повторяемость) нагрева при пайке отрезных алмазных сегментных кругов.
Пример. Производят пайку отрезного алмазного сегментного круга 2726-0713А2 500/400 50М1 серебряным припоем марки ПС 45 при индукционном нагреве от лампового генератора с частотой тока 66 кГц. Индуктор - медная трубка 04 мм, толщина стенки 1 мм.
Базовый вариант. В процессе нагрева датчик из пьезоэлектрической пластины ЦТС толщиной 1 мм, диаметром 8 мм последовательно крепят на участках корпуса круга, прилегающих к сегментам, при каждом цикле пайки. В начальной стадии нагрева наблюдают сигнал на шкале вольтметра до 0,9 В, при этом колебания значений сигнала
при переходе пайки от сегмента к сегменту в пределах 0,4-0,9 В. При достижении температуры, соответствующей значениям температуры в области магнитных превращений материала корпуса круга, наблюдаются колебания показаний прибора в пределах 0,1-0,5 В. Разброс значений сигнала на выходе вызывает нестабильную работу блока управления нагревом и, как следствие, нестабильность нагрева. Наблюдается непропай деталей, разброс прочности соединения и, как следствие, выход из строя алмазных кругов, особенно при обработке (резке) хрупких материалов, например твердокаменных пород.
Предлагаемый вариант. Базовую опору выполняют с высотой h nl 150 мм (длина волны в материале опоры, выполненной из сплава Д1б, для частоты колебаний 130 кГц равна 30 мм). Пьезокерамическую пластику крепят в пучности колебаний на расстоянии от зоны пайки ЗА 9 мм. В процессе нагрева наблюдаются устойчивые значения сигналов в начале и конце нагрева -0,8 и 0,15 В соответственно, с колебанием значений от номинала в пределах ±0,05В. Это позволяет вести нагрев с хорошей повторяемостью режимов, обеспечивающих качественную пайку и стабильность прочностных характеристик паяных соединений. Формула изобретения 1.Устройство для индукционного нагрева деталей из ферромагнитных материалов, содержащее индуктор, соединенный с ним
источник нагрева ТВЧ, приспособления для размещения на нем детали, блок управления нагревом с датчиком в виде пьезокера- мической пластины, отличающееся
тем, что, с целью повышения качества обработки путем обеспечения стабильности нагрева, приспособление выполнено в виде стойки и опорного стола, при этом высота приспособления равна резонансной длине
для частоты нагрева ТВЧ, а пьезокерамиче- ская пластина закреплена на стойке в зоне пучности колебаний приспособления.
2.Устройство поп.1.отличающее- с я тем, что опорный стол выполнен в виде
сопряженных цилиндрических сегментов различного диаметра, при этом их продольные оси расположены в одной плоскости и взаимно перпендикулярны.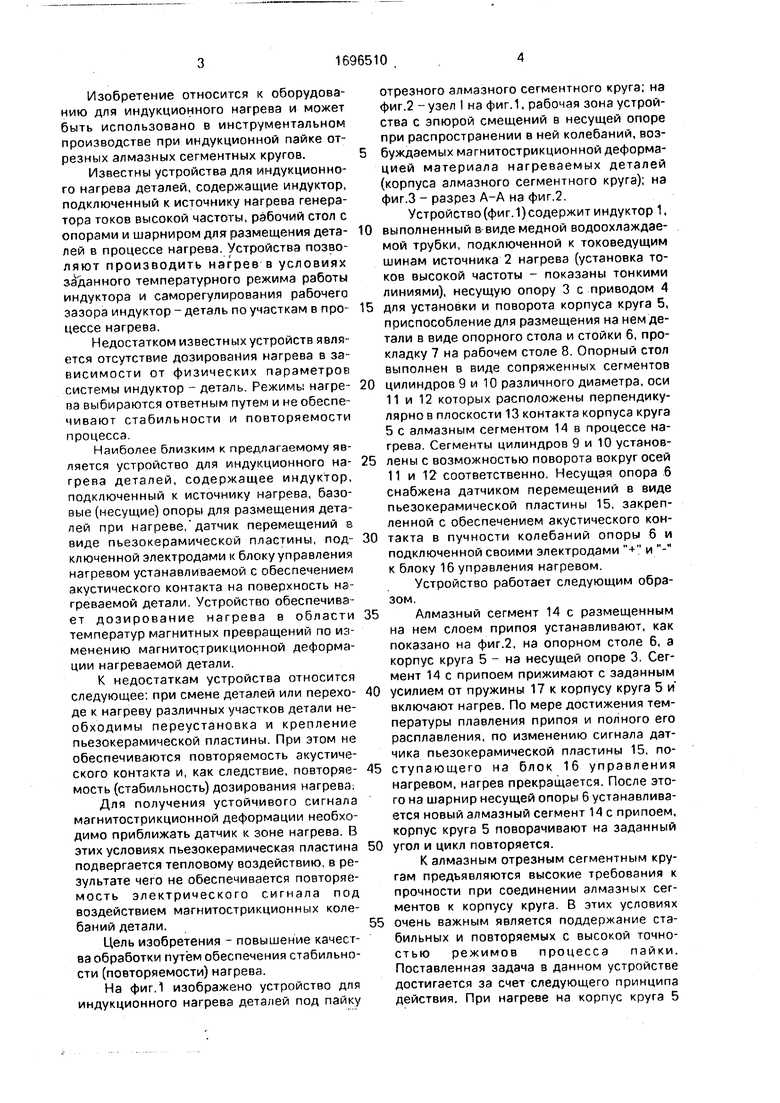
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КРЕПЛЕНИЯ АЛМАЗОСОДЕРЖАЩИХ И ТВЕРДОСПЛАВНЫХ ЭЛЕМЕНТОВ К КОРПУСУ ИНСТРУМЕНТА | 2012 |
|
RU2500508C1 |
| СПОСОБ ПАЙКИ ПЛАСТИН С ОТВЕРСТИЕМ К ДЕТАЛЯМ ТРУБЧАТОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2796904C1 |
| Полуавтоматическая установка для индукционной пайки кабельных сборок СВЧ | 2022 |
|
RU2815772C1 |
| УСТРОЙСТВО ДЛЯ ПАЙКИ ДЕТАЛЕЙ | 1994 |
|
RU2066602C1 |
| Абразивный инструмент для шлифования | 2022 |
|
RU2809347C2 |
| Способ управления индукционным нагревом деталей | 1982 |
|
SU1036770A1 |
| МЕТАЛЛИЧЕСКАЯ СВЯЗКА ДЛЯ ИЗГОТОВЛЕНИЯ СЕГМЕНТОВ НА ОСНОВЕ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2296041C2 |
| Способ индукционной пайки телескопических соединений | 1985 |
|
SU1260123A1 |
| Алмазный сегментный отрезной круг с межсегментными прорезями | 1983 |
|
SU1133077A1 |
| Способ вакуумной капиллярной пайки | 1989 |
|
SU1639902A1 |
Изобретение относится к термической обработке и может быть использовано в оборудовании для индукционного нагрева деталей, например под пайку отрезных алмазных сегментных кругов. Цель изобретения - повышение качества обработки путем обеспечения стабильности нагрева. Устройство содержит индуктор 1, подключенный к Ю А ii L источнику нагрева ТВЧ, приспособления для размещения на нем обрабатываемой детали, выполненное в виде опорного стола - сопряженных цилиндрических сегментов 9 и 10 различного диаметра, продольные оси которых расположены взаимно перпендику; лярно и в одной плоскости, и стойки, блока управления нагревом с датчиком 15 в виде пьезокерамической пластины, при этом высота приспособления равна резонансной длине для частоты нагрева ТВЧ, а пьезоке- рамическая пластина закреплена на стойке в зоне пучности колебаний приспособления. Устройство позволяет вынести датчик из зоны нагрева и обеспечить стабильность нагрева обрабатываемых деталей. 1 з.п.ф- лы, 3 ил. ы Чи Ё ЗКйлокд цпрабленир Э нагреВом и -«; О Ю о ел о 
Фиг.1
А-А
Фиг.З
| Способ управления индукционным нагревом деталей | 1982 |
|
SU1036770A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
