Изобретение относится к обработке металлов давлением и может быть использовано при производстве баллонов и аналогичных изделий.
Цель изобретения - повышение качества за счет увеличения набора металла в горловине.
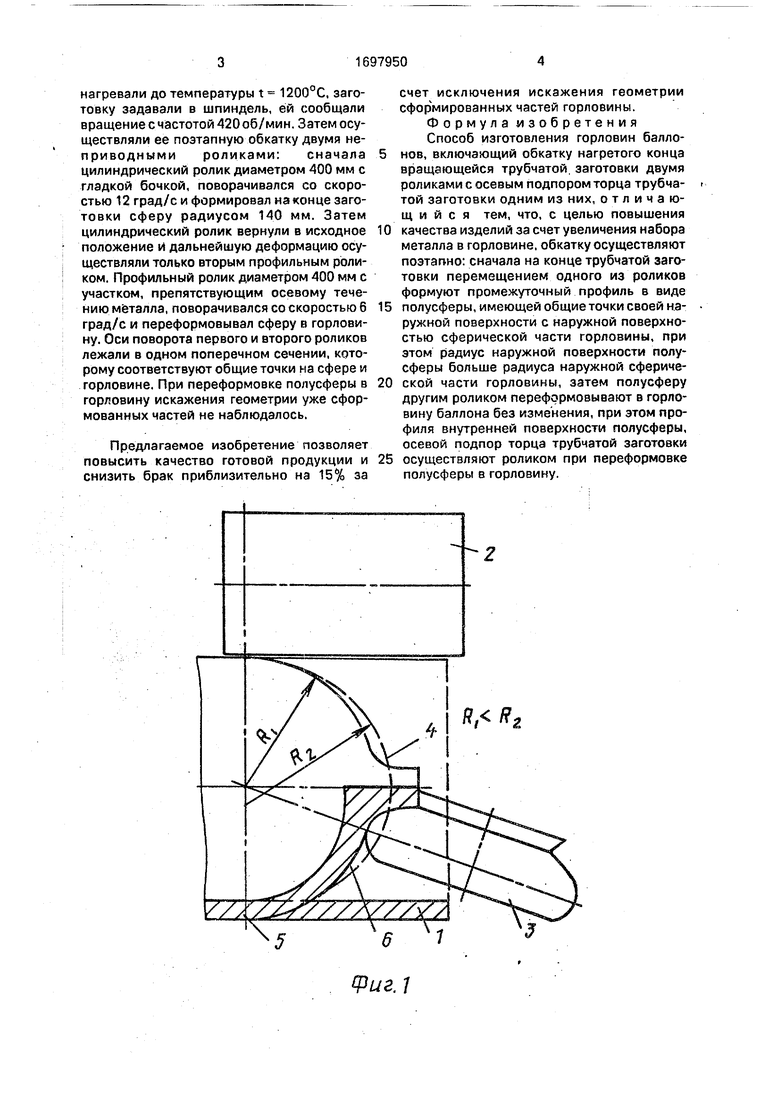
На фиг.1 и фиг.2 (а,б) поясняется сущность способа.
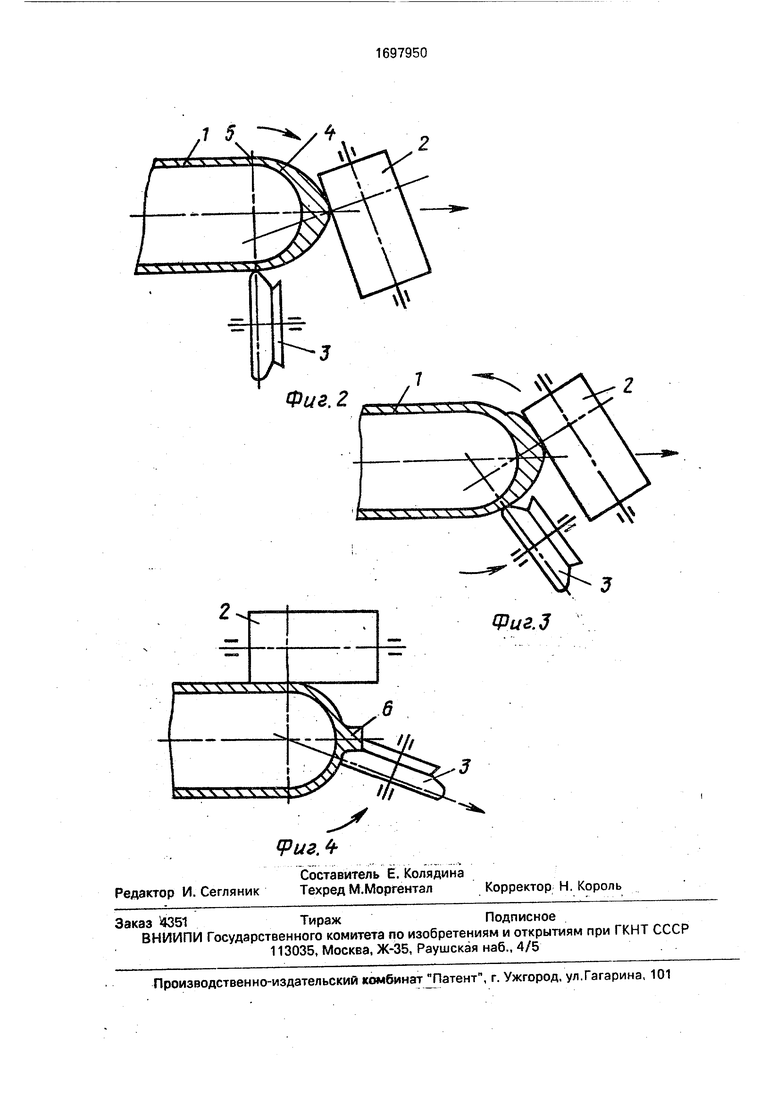
Способ изготовления горловин баллонов включает поэтапную обкатку нагретого конца вращающейся трубчатой заготовки 1 роликами 2 и 3. Сначала на конце трубчатой заготовки 1 перемещением по криволинейной траектории ролика 2 формируют промежуточный профиль в виде полусферы 4, имеющей общие точки 5 своей наружной поверхности с наружной поверхностью сферической части горловины 6. При этом радиус (R2) наружной поверхности полусферы 4 больше радиуса (Ri) наружной сферической части горловины (Ri R2 , фиг 2а затем ролик 2 возвращается в исходное положение и переформовывают полусферу в горловину баллона профильным роликом 3 (фиг.26). При этом деформируют только наружные слои полусферы 4 без изменения профиля анутренней поверхности полусферы. Осевой подбор торца трубчатой заготовки осуществляют при переформовке полусферы 4 в горловину 6.
Пример. Горловина баллона получена на экспериментальной закатной установке ЭФ МИСиС. Заготовкой служила бесшовная труба диаметром 219 мм с толщиной стенки 6,5 мм из стали Д. Конец заготовки
О
ю
XJ
ю ел о
нагревали до температуры t 1200°С. заготовку задавали в шпиндель, ей сообщали вращение с частотой 420 об/мин. Затем осуществляли ее поэтапную обкатку двумя не- приводными роликами: сначала цилиндрический ролик диаметром 400 мм с гладкой бочкой, поворачивался со скоростью 12 град/с и формировал на конце заготовки сферу радиусом 140 мм. Затем цилиндрический ролик вернули в исходное положение и дальнейшую деформацию осуществляли только вторым профильным роликом. Профильный ролик диаметром 400 мм с участком, препятствующим осевому течению металла, поворачивался со скоростью 6 град/с и переформовывал сферу в горловину. Оси поворота первого и второго роликов лежали в одном поперечном сечении, которому соответствуют общие точки на сфере и горловине. При переформовке полусферы в горловину искажения геометрии уже сформованных частей не наблюдалось.
Предлагаемое изобретение позволяет повысить качество готовой продукции и снизить брак приблизительно на 15% за
счет исключения искажения геометрии сформированных частей горловины. Формула изобретения Способ изготовления горловин баллонов, включающий обкатку нагретого конца вращающейся трубчатой заготовки двумя роликами с осевым подпором торца трубчатой заготовки одним из них, отличающийся тем, что, с целью повышения качества изделий за счет увеличения набора металла в горловине, обкатку осуществляют поэтапно: сначала на конце трубчатой заготовки перемещением одного из роликов формуют промежуточный профиль в виде полусферы, имеющей общие точки своей наружной поверхности с наружной поверхностью сферической части горловины, при этом радиус наружной поверхности полусферы больше радиуса наружной сферической части горловины, затем полусферу другим роликом переформовывают в горловину баллона без изменения, при этом профиля внутренней поверхности полусферы, осевой подпор торца трубчатой заготовки осуществляют роликом при переформовке полусферы в горловину.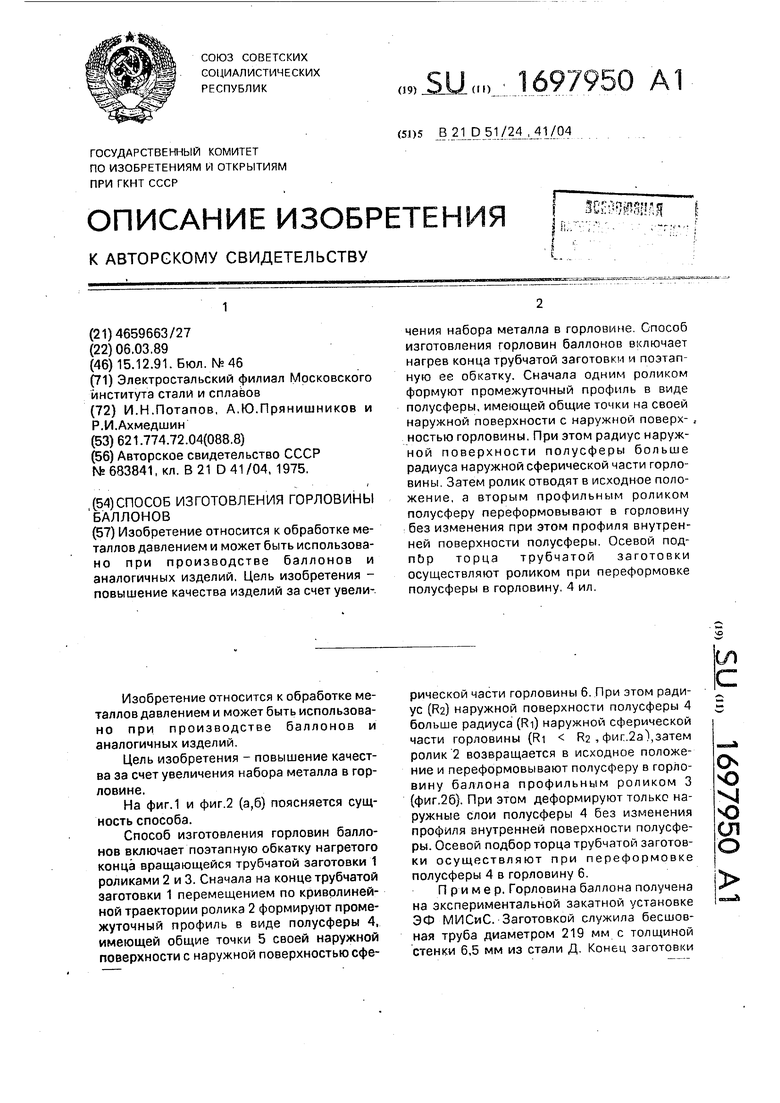
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления горловин газовых баллонов | 1991 |
|
SU1811428A3 |
| СПОСОБ ЗАКАТКИ ГОРЛОВИНЫ БАЛЛОНА | 1993 |
|
RU2048944C1 |
| Способ изготовления баллона | 1989 |
|
SU1731375A1 |
| Способ закатки горловины баллона и устройство для его осуществления | 1990 |
|
SU1754295A1 |
| Устройство для изготовления полых,преимущественно составных деталей с наружными и внутренними профилированными кольцевыми утолщениями | 1982 |
|
SU1097421A1 |
| Способ изготовления полых деталей с конусными кромками | 1989 |
|
SU1712058A1 |
| Способ получения на трубе плоского фланца | 1986 |
|
SU1412839A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1989 |
|
RU2068747C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО ОСЕСИММЕТРИЧНОГО ИЗДЕЛИЯ | 1990 |
|
SU1800729A1 |
Изобретение относится к обработке металлов давлением и может быть использова- но при производстве баллонов и аналогичных изделий, Цель изобретения - повышение качества изделий за счет увеличения набора металла в горловине Способ изготовления горловин баллонов включает нагрев конца трубчатой заготовки и поэтапную ее обкатку. Сначала одним роликом формуют промежуточный профиль в виде полусферы, имеющей общие точки на своей наружной поверхности с наружной поверхностью горловины. При этом радиус наружной поверхности полусферы больше радиуса наружной сферической части горловины Затем ролик отводят в исходное положение, а вторым профильным роликом полусферу переформовывают в горловину без изменения при этом профиля внутренней поверхности полусферы. Осевой под- пЬр торца трубчатой заготовки осуществляют роликом при переформовке полусферы в горловину, 4 ил.
Фиг.З
| Способ изготовления баллонов | 1975 |
|
SU683841A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
