Изобретение относится к области обработки металлов давлением и может быть применено в машиностроении.
Известен способ получения утолщения на концах трубы ковкой в подкладных штампах, который применяется для изготовления горловин крупнолитражных баллонов.
Однако для данного баллона характерны низкая производительность и невозможность получения толстостенной горловины на тонкостенной заготовке.
Известен способ получения горловины обкаткой с увеличенным набором металла в последней путем получения сферического днища и последующей переформовкой сферического днища в горловину.
Однако получить толстостенную горловину на конце тонкостенной заготовки этим способом не удастся, так как увеличение
припуска на деформирование больше 0,85- 0,9 диаметра заготовки приводит к потере устойчивости сферы и к срезу металла.
Таким образом, технологические возможности известных способов получения набора металла на конце трубы ограничены, расширить границы получения утолщенных горловин на тонкостенных заготовок известными способами невозможно.
Наиболее близким к предлагаемому является способ соединения обжатой части трубы с готовой горловиной при помощи сварки, согласно которому трубчатую заготовку сближают до контакта с горловиной, прикладывают осевое усилие относительно продольной оси и производят сварку.
Однако известный способ имеет недостатки. Приходится выполнять ряд технологических операций с использованием
VI СО
«л
GJ vj
СЛ
различных видов оборудования, что приводит к снижению производительности, к повышению трудоемкости изготовления указанных деталей, к увеличению площадей, занимаемых оборудованием, а так же его стоимости.
Целью изобретения является повышение производительности и экономичности.
Поставленная цель достигается за счет того, что одна из частей изделия выполнена в виде трубчатой заготовки, а вторая - в виде горловины с крепежной частью, представляющей собой усеченный конус, большее основание которого обращено к горловине, после соосной установки двух частей изделия конец трубчатой заготовки, обращенный к соединяемой части изделия, нагревают и деформируют с образованием сферической части баллона с отверстием в виде усеченного конуса, вершина которого обращена в сторону, противоположную горловине, до соприкосновения кромок отверстия с меньшим основанием усеченного конуса крепежной части горловины, затем кромки отверстия охлаждают до (0,26-0,32) температуры плавления материала трубчатой заготовки, после чего осуществляют осевое перемещение горловины с крепежной частью с приложением осевого усилия до соприкосновения кромок отверстия с большим диаметром усеченного конуса крепежной части горловины, при этом в процессе изготовления изделия трубчатой заготовке придают вращение, которое вместе с осевым усилием прекращают при оплавлении контактирующих поверхностей соединяемых частей изделия.
Сочетание ротационной обкатки с при- каткой и соединением с готовой горловиной дает возможность получить цельное герметичное соединение при значительном снижении трудоемкости изготовления, уменьшении стоимости оборудования и занимаемых им площадей, за счет сокращения ряда технологических операций, Создание определенного давления при соединении деталей дает возможность получить качественное цельное изделие. Из техники известны приемы совмещения ряда операций, например обкатки с отрезкой заготовки, обкатки с герметичной сваркой днища и др. Однако в данном случае простая прикатка свода к введенной горловине не обеспечивает ни прочность соединения, ни сварку деталей. Если обеспечить вращение одной детали относительно другой в режиме сварки трением, то сварка все равно не произойдет, так как на сопрягаемых поверхностях не будет обеспечено необходимое для сварки трением давление оплавления и давление проковки в связи с тем, что после прикатки металл свода нагрет и находится в пластическом состоянии с невысоким сопротивлением деформации.
Совмещение операций обкатки и сварки трением достигается после прикатки кромок свода к меньшему основанию конуса охлаждением кромок до (0,26-0,32) температуры плавления материала и созданием
0 радиального давления на контакте соединяемых деталей за счет расширения отверстия свода при осевом перемещении конусного участка горловины. Для большинства чистых металлов температура (0,25-0,30) ТПл.
5 (и примерно на 10% выше для сплавов) является температурой возврата, т.е. температурой, при которой еще не наступает рекристаллизация, но уже заметно снижение прочности и повышение пластич0 ности металла.
Целью подстуживания кромок (для стали до 200-300°С) является обеспечение прочности сформированного обкаткой участка перед сваркой трением. Если прочно5 сть металла у кромок будет снижена, то ее конусный участок при осевом перемещении горловины выполняет пластическое расширение уже сформированного отверстия в своде. Сварка трением не будет обеспечена.
0 В связи с этим подстуживание кромки должно обеспечить получение прочностных характеристик металла, близких к характеристикам холодного металла, а это будет обеспечено при подстуживании кромки до
5 Тподст. (0,26-0,32) Тпл..
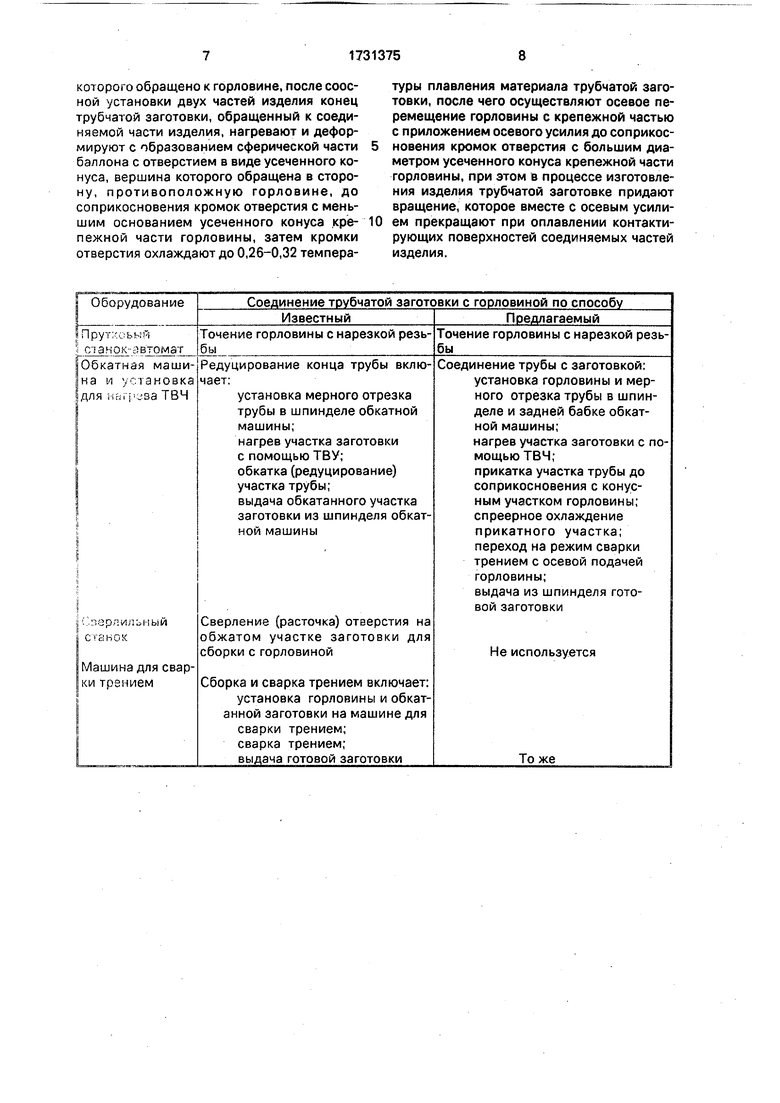
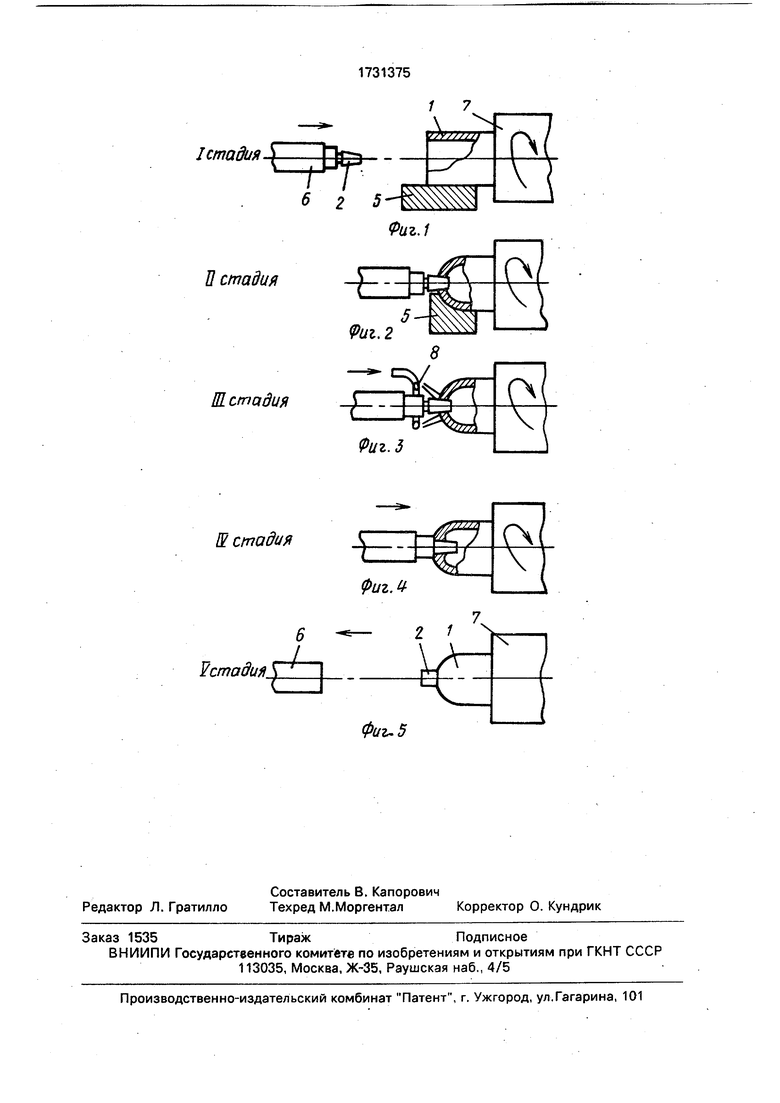
На фиг,1 изображен прикатанный к меньшему основанию усеченного конуса горловины свод трубчатой заготовки перед расширением отверстия; на фиг.2 - взаим0 ное расположение горловины и заготовки перед началом деформирования; на фиг.З - стадия прикатки свода заготовки к меньшему основанию усеченного конуса горловины; на фиг.4 - стадия окончания процесса
5 после расширения отверстия в своде за счет осевой подачи конусной части горловины; на фиг,5 - схема постадийного получения баллона с горловиной.
В I стадии (исходное положение) заго0 товка 1, зажатая в патроне 7 товарного станка, приводится во вращение, инструмент 5 приводится в поступательное движение в направлении, перпендикулярном плоскости чертежа, горловину 2 закрепляют соосно с
5 заготовкой 1 в зажиме 6 и приводят в дви-, жение вдоль оси, вводят внутрь заготовки.
Во II стадии заготовку деформируют инструментом 5 для получения заданной формы вплоть до смыкания кромок с меньшим основанием (диаметром) конуса, после чего,
не прекращая вращения заготовки, прекращают ее формовку и подачу горловины 2 (инструмент имеет сложную форму, на схемах I и II стадий показаны его крайние сечения).
В III стадии (подстуживание кромки свода) к кольцевой зоне контакта горловины со сводом заготовки через спреерное кольцо 8 подводят струю воды. Подачу воды прекращают после подстуживания кромки свода до температуры ниже температуры рекристаллизации (на практике сталь охлаждают до прекращения свечения металла, т.е. до черноты).
В IV стадии (сварка трением) заготовку 1 продолжают вращать, горловину 2 удерживают от вращения и медленно вводят в расширяющееся по мере плавления кромок отверстие. Подачу горловины прекращают после того, как кромки заготовки охватят конус по большому диаметру. После оплавления трущихся поверхностей заготовки и горловины вращение заготовки останавливают резким торможением шпинделя, При этом происходит сварка трением сопрягаемых деталей.
В У стадии зажим 6 освобождают от удержания горловины 2 и отводят в исходное положение. Готовое изделие извлекают из шпинделя станка.
Способ изготовления баллона заключается в том, что устанавливают соосно две части изделия. Одна часть изделия выполнена в виде трубчатой заготовки, а вторая часть изделия - в виде горловины с крепежной частью, представляющей собой усеченный конус. Большее основание конуса обращено к горловине. Конец трубчатой заготовки, обращенный к соединяемой части изделия, нагревают. Производят деформацию с образованием сферической части баллона с отверстием в виде усеченного конуса. Вершина конуса обращена в сторону, противоположную горловине. Деформацию осуществляют до соприкосновения кромок отверстия с меньшим основанием усеченного конуса крепежной части горловины. Кромки отверстия охлаждают до (0,26-0,32) температуры плавления материала трубчатой заготовки. Осевое перемещение горловины с крепежной частью осуществляют с приложением осевого усилия до соприкосновения кромок отверстия с большим диаметром усеченного конуса крепежной части горловины. В процессе изготовления изделия трубчатой заготовке придают вращение, которое вместе с осевым усилием прекращают при оплавлении контактирующих поверхностей соединяемых частей изделия.
Пример. Для получения баллона для сжатого газа с толстостенной горловиной, имеющей внутреннюю и наружную резьбы соответственно М 10x1 и М 20x1,5 и глуби- ной не менее 26 мм, использовали заготовки из труб 48x2 мм из стали 08X16Н6 и получен- ные токарной обработкой горловины из той же марки стали. Выточенные горловины имели чистовые размеры горловины балло0 на, т.е. уже имели резьбы М 10x1,0 и М 20x1,5 мм и прикатываемую часть в виде усеченного конуса с меньшим основанием dw 15 мм, большим de 20 мм и высотой h 30 мм. Обрабатываемый конец заготовки
5 нагревали с помощью кольцевого индуктора ТВЧ до температуры 1230°С.
Затем другой ее конец зажимали в патроне шпинделя токарного станка. Шпинделю сообщали вращение с частотой
0 480 об/мин. Заготовку обкатывали в направлении смыкания кромок до образования свода. Вводили горловину в трубу. Обкатку трубы производили до соприкосновения кромок свода с меньшим основанием
5 конусного участка горловины. Кромки трубы охлаждали до (0,26-0,32) температуры плавления материала трубчатой заготовки и подвигали внутрь трубы со скоростью около 1 мм/об, при этом по контуру соединение тру0 бы с горловиной создавалось давление, равное 22-43 МПа.
После оплавления кромок сопрягаемых деталей у большого основания вращение заготовки и осевое усилие прекращали.
5 Применение предлагаемого способа дает возможность совместить технологические операции обкатки трубы со сваркой ее деформированного участка с закладной деталью, т.е. осуществить обкатку со сборкой
0 в виде неразъемного соединения, при минимальной трудоемкости техпроцесса и улучшении других технико-экономических показателей.
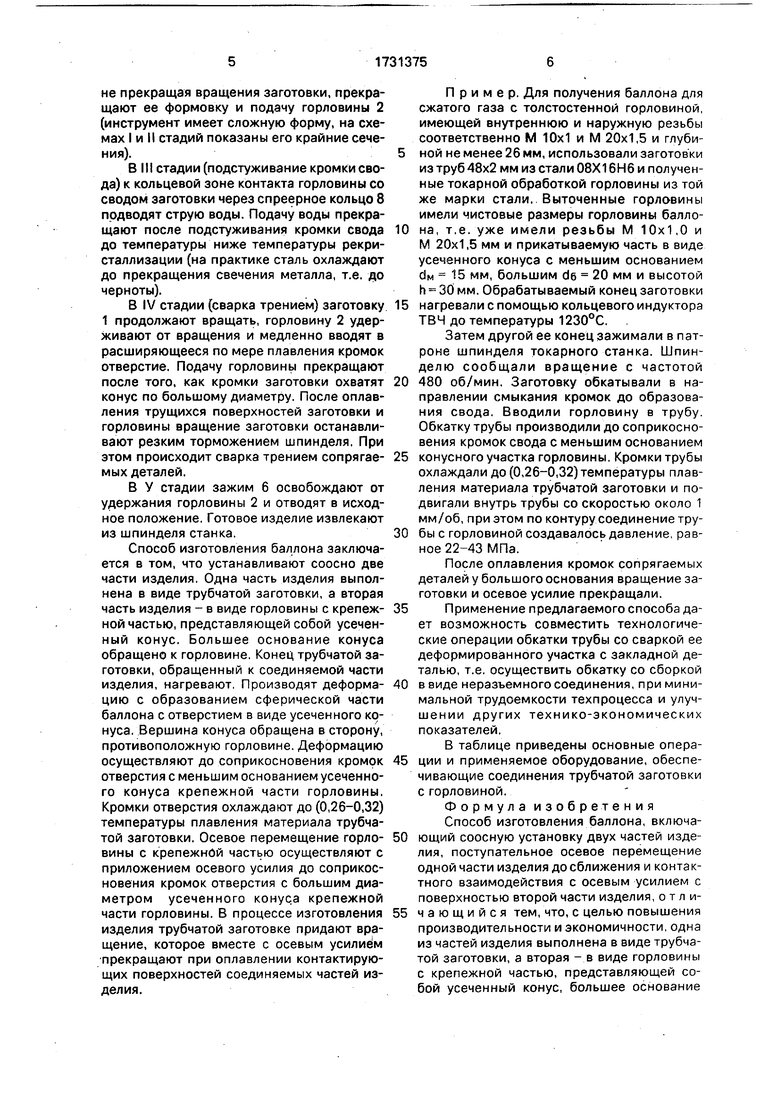
В таблице приведены основные опера5 ции и применяемое оборудование, обеспечивающие соединения трубчатой заготовки с горловиной.
Формула изобретения Способ изготовления баллона, включа0 ющий соосную установку двух частей изделия, поступательное осевое перемещение одной части изделия до сближения и контактного взаимодействия с осевым усилием с поверхностью второй части изделия, о т л и5 чающийся тем, что, с целью повышения производительности и экономичности, одна из частей изделия выполнена в виде трубчатой заготовки, а вторая - в виде горловины с крепежной частью, представляющей собой усеченный конус, большее основание
которого обращено к горловине, после соос- ной установки двух частей изделия конец трубчатой заготовки, обращенный к соединяемой части изделия, нагревают и деформируют с образованием сферической части баллона с отверстием в виде усеченного конуса, вершина которого обращена в сторону, противоположную горловине, до соприкосновения кромок отверстия с меньшим основанием усеченного конуса крепежной части горловины, затем кромки отверстия охлаждают до 0,26-0,32 темпера0
туры плавления материала трубчатой заготовки, после чего осуществляют осевое перемещение горловины с крепежной частью с приложением осевого усилия до соприкосновения кромок отверстия с большим диаметром усеченного конуса крепежной части горловины, при этом в процессе изготовления изделия трубчатой заготовке придают вращение, которое вместе с осевым усилием прекращают при оплавлении контактирующих поверхностей соединяемых частей изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент трения для изготовления тангенциальной обкаткой полых изделий из трубчатых заготовок | 1982 |
|
SU1058677A1 |
| Инструмент для закатки горловин баллонов | 1990 |
|
SU1729665A1 |
| Машина для закатки горловин баллонов | 1989 |
|
SU1722665A1 |
| Способ получения на трубе плоского фланца | 1986 |
|
SU1412839A1 |
| Способ изготовления днищ баллонов | 1981 |
|
SU978976A1 |
| Способ изготовления горловин баллонов | 1989 |
|
SU1697950A1 |
| Способ изготовления горловин газовых баллонов | 1991 |
|
SU1811428A3 |
| Инструмент для изготовления горловин на конце трубчатой заготовки | 1977 |
|
SU858993A1 |
| УСТРОЙСТВО ДЛЯ ПОДГОТОВКИ ТОРЦОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК К СВАРКЕ | 2008 |
|
RU2393949C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ СОСТАВНЫХ ДОРНОВ ПИЛИГРИМОВЫХ СТАНОВ ДЛЯ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2012 |
|
RU2523179C2 |
Использование: обработка металлов давлением. Сущность изобретения: трубчатую заготовку и горловину с крепежной частью устанавливают соосно. Конец трубчатой заготовки, обращенный к соединяемой части изделия, нагревают и деформируют с образованием сферической части баллона с отверстием в виде усеченного конуса до соприкосновения кромок отверстия с меньшим основанием усеченного конуса крепежной части горловины. Затем кромки отверстия охлаждают до (0,26-0,32) температуры плавления материала трубчатой заготовки. Затем осуществляют осевое перемещение горловины с применением осевого усилия до соприкосновения кромок отверстия с большим диаметром усеченного конуса крепежной части горловины. В процессе изготовления изделия трубчатой заготовке придают вращение, которое вместе с осевым усилием прекращают при оплавлении контактирующих поверхностей соединяемых частей изделия. 1 табл., 5 ил.
Оборудование
Соединение трубчатой заготовки с горловиной по способу
Известный
Предлагаемый
к автомат
Точение горловины с нарезкой резьбы
ная маши
у1ановка .ваТВЧ
Редуцирование конца трубы включает:
установка мерного отрезка трубы в шпинделе обкатной машины;
нагрев участка заготовки с помощью ТВУ; обкатка (редуцирование) участка трубы; выдача обкатанного участка заготовки из шпинделя обкатной машины
ар
Сверление (расточка) отверстия на обжатом участке заготовки для сборки с горловиной
Сборка и сварка трением включает: установка горловины и обкатанной заготовки на машине для сварки трением; сварка трением;
выдача готовой заготовки
Предлагаемый
Точение горловины с нарезкой резьбы
оединение трубы с заготовкой: установка горловины и мерного отрезка трубы в шпинделе и задней бабке обкатной машины;
нагрев участка заготовки с помощью ТВЧ;
прикатка участка трубы до соприкосновения с конусным участком горловины; спреерное охлаждение прикатного участка; переход на режим сварки трением с осевой подачей горловины;
выдача из шпинделя готовой заготовки
Не используется
То же
Icmadu
И стадия
Ш.стадия
-hШ стадия
Vcmadufi
1 7
/Tr/sT/Tr
5--ШШГ Риг.1
Фиг.З
Фиг. 5
| Сварка трением | |||
| Справочник Л.: Машиностроение, 1987, с.7, рис.1 |
